Навигация
Расчёт параметров режима, элементов сварочного контура и трансформатора машины для контактной точечной сварки
9932
знака
2
таблицы
8
изображений
МВО РФ
ТГУ АМИ
Кафедра” Оборудование и технология сварочного производства”
Курсовая работа
Вариант 12-4-3-3
Студент : Сафьянов Е. А.
Преподаватель : Климов А. С.
Группа: Т – 307
1. Введение
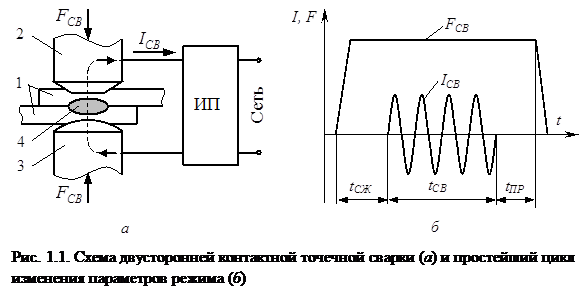
Контактная сварка - термомеханический процесс образования неразъёмного соединения металлов вследствие соединения их атомов, при котором локальный нагрев свариваемых деталей протекающим электрическим током в зоне соединения сопровождается пластической деформацией, развивающейся под действием сжимающего усилия. Особенность контактной сварки – значительная скорость нагрева, для чего необходимы машины большой электрической мощности.
Цель работы – приобретение навыка расчёта параметров режима, элементов сварочного контура и трансформатора машины для контактной точечной сварки .
2. Описание конструкции изделия и его материала
Решётка – аллюминевая.
Материал – Амг6 : Al-94%, Mg-6%
Температура плавления – Тпл = 620 С°
Удельный вес – γ = 2,8 г/см³
Коэффициент аккумуляции тепла - ![]() =2,35 Дж/см²·С°·с
=2,35 Дж/см²·С°·с
Температуропроводность – а = 0.7 см²/с
Теплопроводность – λ = 1,7 Дж/см·С°·с
Предел текучести – σт = 2500 кг/см²
Удельное электросопротивление при Тпл - ρт = 7,1·10‾² Ом·см
Технические условия
1. Соединение группы А
2. Ставить по одной точки в перекрестии
40 20
40
180
180
Рис 1. Свариваемая деталь
1,2 8
2,.4
2,4
0,48
Рис 2. Конструкция сварной токи
S = 2,4 мм
h = 0,2...0,7∙S =0,5∙2,4= 1,2 мм
g = 0,2∙S =0,2∙2,4= 0,48 мм
d = 8 мм
t = 30 мм
c = 36 мм
3. Расчет электродов
1. Определение материала электрода
Кадмиевая бронза БрКд
легирующие элементы ------------------------------------ (0,9…1,2)% Cd
твёрдость --------------------------------------------------- (95…115) HB
электропроводность, % к отожженной меди ------ (85…90)%
2. Определение конструктивной формы электрода
Выбираем пальчиковый электрод
3. Определяем размер электрода
3.1.Определяем размер рабочей поверхности электрода
dэ = 2∙S + 3 = 2∙2,4+3 =7,8 - диаметр рабочей поверхности электрода
3.2.Определяем остальные размеры электрода
- диаметр средней части электрода --------------------- D = 20 мм
- диаметр охлаждающего канала --------------- d0 = (0.5…0,6) D=0,6∙20=12 мм
- расстояние от рабочей части до дна охлаждающего канала
h = (0,75…0,8) D= 0,8∙20=16 мм
- длина электрода --- L= 55 мм
- длина посадочной части --- l1=1,2D=1,2∙20=24 мм
- конусность 1:10
12 
24
20
55
10
7,8
Рис 3. Конструкция сварочного электрода
4. Расчет режима сварки
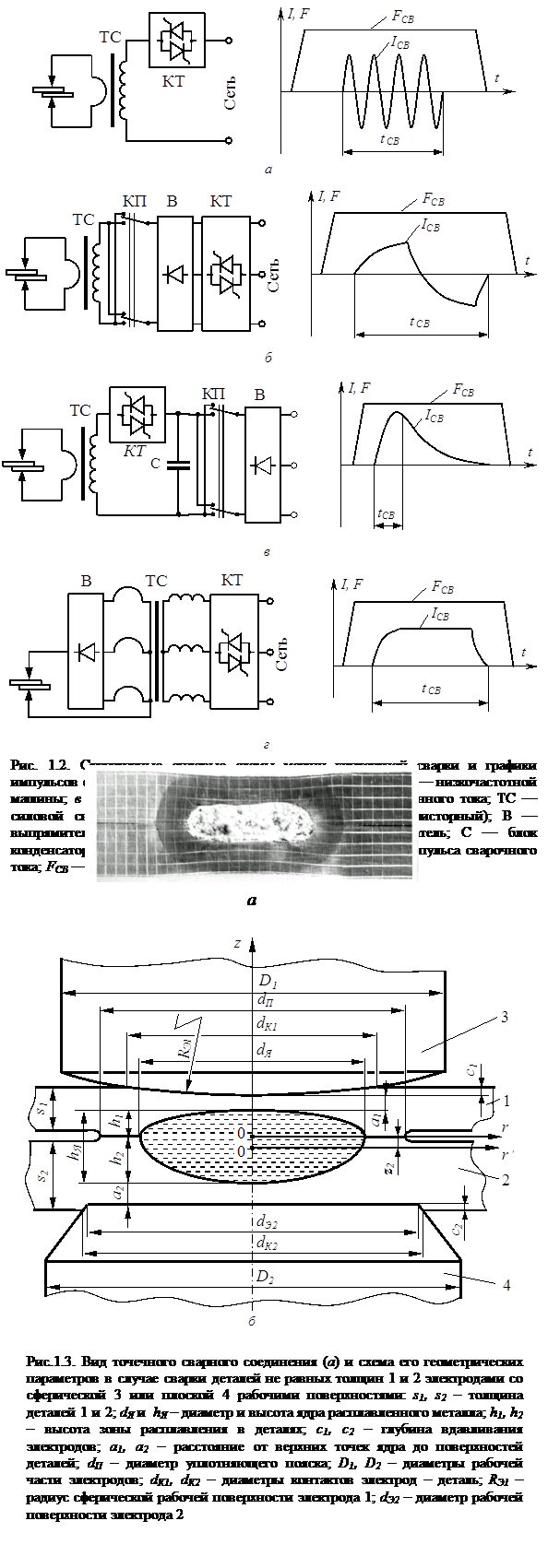
4.1.Определяем форму циклограммы в зависимости от материала детали
tк
 Fк
Fк
Fсв
Iсв
t
tсв
4.2.Находим сварочное давление Fсв кгс в зависимости от толщины и материала
Fсв=(200...250)∙S=250∙2,4=600 кгс
4.3.Определяют расчётное значение сварочного тока из критерия М.В. Кирпичёва
Iсв=d
ρт – значение удельного сопротивления при Тпл, Ом∙см
С – значение критерия Кирпичёва , С=20
Iсв – сварочный ток, А
Iсв=0,8 =43590,93 А
=43590,93 А
4.4.Находим продолжительность импульса сварочного тока
tсв=
tсв – продолжительность импульса сварки, сек
σт – предел текучести металла в холодном состоянии, кг/см²
d – диаметр сварной точки, см
h – высота сварной точки, см
Тпл – температура плавления металла, Сº
![]() - коэффициент аккумуляции тепла, Дж/см²·С°·с
- коэффициент аккумуляции тепла, Дж/см²·С°·с
Fсв – давление сварки, кг
К – критерий технологического подобия, К=50
tсв=  = 0,27 сек
= 0,27 сек
4.5.Определяем дополнительные параметры режима сварки Fk
Fк=1,5∙ Fсв=1,5∙600=900 кгс
4.6.Определение тока шунтирования
- Рассчитываем активное сопротивление горячей точки rт, Ом
rт = ![]() =
=  = 3,4∙10
= 3,4∙10![]() Ом
Ом
- Рассчитываем падение напряжения на этом сопротивлении, В
Uш = rт∙ Iс в= (3,4∙10![]() )∙43590,93 = 0,15 В
)∙43590,93 = 0,15 В
- Значение критерия Неймана χ
χ = =
=  = 0,46
= 0,46
- Определяют электрическое сопротивление постоянному току обеих пластин, Ом
R0ш= =
= =12∙10
=12∙10![]() Ом
Ом
- Активное , индуктивное и полное сопротивления ветви шунтирования
Rш= R0ш∙(1+0,6∙ χ∙![]() )=0,00012∙(1+0,6∙0,46∙
)=0,00012∙(1+0,6∙0,46∙![]() )=14∙10
)=14∙10![]() Ом
Ом
Xш= R0ш∙0,84∙χ=0,00012∙0,84∙0,46=4,6∙10![]() Ом
Ом
Zш=![]() =
=![]() =15∙10
=15∙10![]() Ом
Ом
- Определяем ток шунтирования
Iш=![]() =
= =1000 А
=1000 А
4.7.Определяют расчётный вторичный ток
I2р=Iсв+ Iш≈45000 А
4.8.Сводная таблица значений параметров режима сварки и циклограмма сварки
Таблица 1.
| Обозначение | Iсв, А | Fсв, кгс | tсв, сек | Fк, кгс | Iш, А | Uш, В | Zш, Ом | I2р, А |
| Размерность | 43590,93 | 600 | 0,27 | 900 | 1000 | 0,15 | 15∙10 | 45000 |
0,3 сек
900 кгс
600 кгс
43590,93 А
t
0,27 сек
Рис 4. Циклограмма точечной сварки
Похожие работы
... , при обработке металлов давлением. Экспериментальные исследования процессов пластической деформации металла в зоне формирования соединения при контактной точечной сварке по этой методике проводятся на натурных образцах с предварительно нанесенной координатной сеткой, технология изготовления которых предложена и описана в работе [128]. При исследованиях пластических деформаций в плоскостях ...
... , возникающей при трении поверхностей свариваемых деталей, с последующим приложением сжимающих усилий. Прочное сварное соединение образуется в результате возникновения металлических связей между контактирующими поверхностями свариваемых деталей. Высокочастотная сварка основана на нагревании металла пропусканием через него токов высокой частоты с последующим сдавливанием обжимными роликами. Такая ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
... или двигателя. · Местное управление – это управление приводом выключателя, разъединителя и другой аппаратуры непосредственно на месте. · Автоматическое управление – его используют в системе электроснабжения предприятий с большой потребляемой мощностью. Автоматическое управление осуществляется с помощью вычислительных машин управления ВМУ. Информация, поступающая в ВМУ, обрабатывается и ...
0 комментариев