Навигация
5. Расчёт вторичного контура
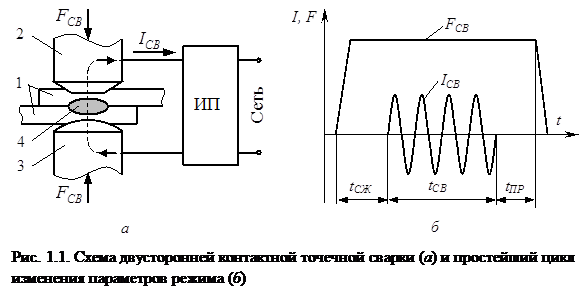
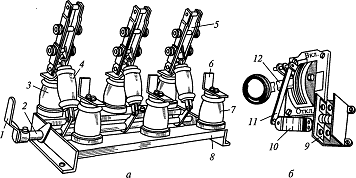
5.1.Конструктивно вычерчиваем схему сварочного (вторичного) контура
370
200
600
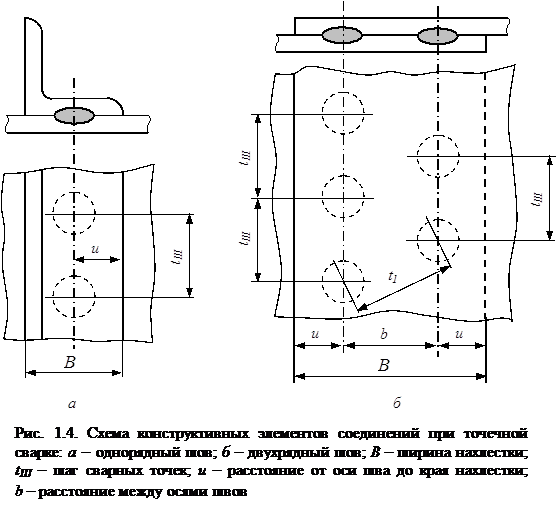
Рис 5. Схема вторичного контура
5.2.По габаритам сварочного контура конструктивно определяют его раствор Hср и вылет электродов lср
lн=lср=200 мм
Hср= 370 мм
l=600 мм
5.3.Расчитываем сечение основных элементов вторичного контура (свечей, гибких шин, вторичного витка, хобота)
F1...n=
где i – допустимая плотность тока А/мм² для данного сечения
Свеча
F1= =1250 мм²
=1250 мм²
Гибкая шина
F2= =8000 мм²
=8000 мм²
Вторичный виток
F3= =6700 мм²
=6700 мм²
Хобот
F4= =5000 мм²
=5000 мм²
5.4.Определяем диаметр нижнего хобота
dn=9∙ =9∙
=9∙ =45 мм²
=45 мм²
Е – модуль продольной упругости меди Е=(1,1…1,3)∙10![]() кгс/мм²
кгс/мм²
5.5.Находим коэффициент поверхностного эффекта для каждого элемента вторичного контура
Свеча
R1=![]() Ом
Ом
![]() =25 < 180
=25 < 180
где f – частота тока f=50 Гц
R – сопротивление 100 м проводника данного сечения Fn
К1= ∙10
∙10![]() =1,08
=1,08
Гибкая шина
R2=![]() Ом
Ом
![]() =70 < 180
=70 < 180
К2=∙10![]() =1,23
=1,23
Вторичный виток
R3=![]() Ом
Ом
![]() =65 < 180
=65 < 180
К3=∙10![]() =1,21
=1,21
Хобот
R4=![]() Ом
Ом
![]() =56 < 180
=56 < 180
К4=∙10![]() =1,18
=1,18
Таблица 2.
| Значение Наимено- ание элемента | Fn, мм² | Rn, Ом | Кn | ln, м |
| Свеча | 1250 | 0,08 | 1,08 | 0,248 |
| Гибкая шина | 8000 | 0,01 | 1,23 | 0,33 |
| Втор. виток трансформатора | 6700 | 0,012 | 1,21 | 1,375 |
| Хобот | 5000 | 0,016 | 1,18 | 0,550 |
5.6.Находим активное сопротивление токоведущих частей вторичного контура
R2к=
ρ1, ρ2,…, ρn – удельное сопротивление материала, Ом∙мм
l1, l2,…, ln – длина элементов вторичного контура по схеме контура, см
R2к=![]()
![]() Ом
Ом
5.7.Находим активное сопротивление контактных соединений
Rкон = nnRn.к.+ nнRн.к.
nn – число подвижных контактов nn=2
Rn.к – сопротивление подвижного контакта Rn.к=1,5![]() Ом
Ом
nн – число неподвижных контактов nн=9
Rн.к. – сопротивление неподвижного контакта Rн.к.=15![]() Ом
Ом
Rкон =13,8![]() Ом
Ом
5.8.Определяем активное сопротивление участка электрод-электрод
Rэ-э=9![]() Ом
Ом
5.9.Находим индуктивное сопротивление вторичного контура
Х2=
L – индуктивность, мкГн
l – вылет электродов, м
Н – раствор электродов, м
f – частота тока, Гц
Х2= Ом
Ом
5.10.Расчитываем полное сопротивление сварочного контура
Z=![]() =
=
=![]() =
=
=77![]() Ом
Ом
5.11.Вторичное напряжение сварочного контура
U2н= I2р Z=45000∙0,00077=34 В
5.12.Потребляемая номинальная мощность
P2н= U2н I2р=34∙45000=1530 кВА
5.13.Коэффициент мощности машины в процессе сварки
cosφсв=![]() =
=
=![]()
6. Расчёт силового трансформатора
6.1.Исходные данные для электрического расчёта трансформатора
U1=380 В I1н=4000 А f=50 Гц
U2н=34 В I2н=45000 А ПВ=20 %
U2max=1,1 U1=37,4 В
U2min=![]() =18,7 В
=18,7 В
6.2.Расчёт числа витков и сечение трансформатора
1. Рассчитываем число витков в первичной обмотке
w1=
2. Рассчитываем эквивалентные токи на номинальной ступени
I2экв.н.= I2н кА I1экв.н.= I1н
кА I1экв.н.= I1н кА
кА
3. Определяем сечение первичной обмотки
 мм²
мм²
iн=2,8…3,2 А/мм²
4. Определяем общее сечение вторичного витка
 мм²
мм²
iн=4…5,5 А/мм² w2=2
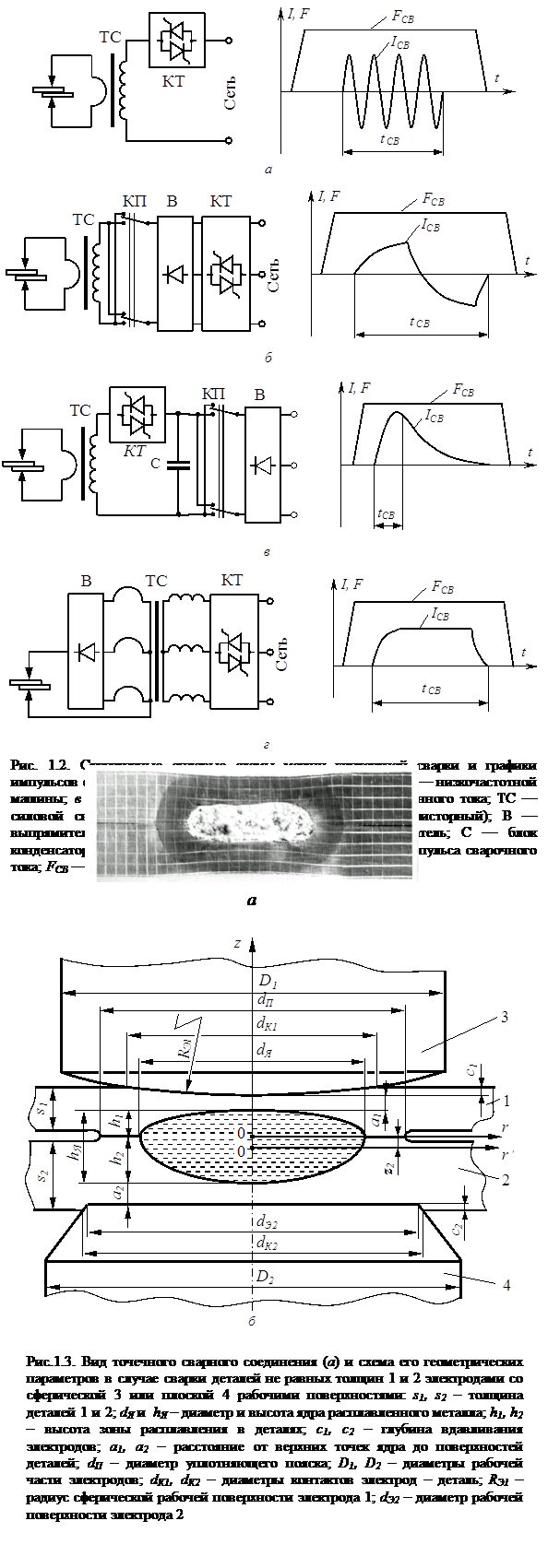
6.3.Расчет сердечника трансформатора
1. Фактическое сечение трансформатора
 см² = 906
см² = 906![]() мм²
мм²
В=(10000 – 14000) Гс ------- магнитная индукция
Кс=0,92 – 0,93 ---------------- коэффициент, учитывающий не плотность сборки
2. Геометрические размеры сердечника
 мм
мм
![]() мм
мм
3. Геометрические размеры окна трансформатора
 мм²
мм²
Кзо – коэффициент заполнения окна
 мм
мм ![]() мм
мм
4. Вес трансформатора
![]() =362200 г = 362,2 кг
=362200 г = 362,2 кг
вес железа
![]() кг
кг
вес меди
![]()
![]() кг
кг
292
425
144 213 144
Рис 6. Общий вид магнитопровода трансформатора
6.4.Проверочный расчёт трансформатора
6.4.1.Расчёт потерь тока холостого хода
1. Определить потери холостого хода в железе трансформатора, Вт
Рж=qж∙Gж=2∙917=1834 Вт
qж - удельные потери в железе, Вт/кг . Они зависят от марки трансформаторной стали, толщины, качества сборки и индукции
2. Определяем активную составляющую тока х.х., А
![]()
![]()
![]() Ia=
Ia= А
А
3. Определяем реактивную составляющую тока х.х., А
 А
А
lср=2(a+b+c)=2(14,4+21,3+29,2)=130 cм – средняя длина магнитного потока
nз,∆з – число и величина зазоров в магнитной цепи
4. Определяем полный ток х.х., А
![]() А
А
5. Сравниваем полученное значение тока х. х. с допустимым
 при
при ![]() А
А
![]() < 10%
< 10%
6.4.2Расчёт нагрева магнитопровода трансформатора
1. Определяем поверхность магнитопровода не закрытую обмотками
Sм=2b(2a+c+2b)+2h(c+2a+3b)+4ac=
=![]() =
=
= 15489 см²
2. Проверка допустимой удельной тепловой нагрузки
 Вт/см²
Вт/см²
 Вт/см²
Вт/см²
6.4.3.Расчёт нагрева обмоток трансформатора
1. Средняя длина витка первичной и вторичной обмоток
![]() см
см
2. Активное сопротивление первичной обмотки
 Ом
Ом
3. Активное сопротивление вторичного витка
 Ом
Ом
4. Потери мощности на нагрев в первичной и вторичной обмотках
![]() Вт
Вт
![]() Вт
Вт
![]() Вт
Вт
5. Расход воды для охлаждения трансформатора
 см³/сек
см³/сек
6. Диаметр труб для охлаждения
 см
см
Список литературы
1. Баннов М. Д. Конспекты лекций “Контактная сварка” часть I, Тольятти , ТГУ, 1998. – 100 с.
2. Рыськова З. Ф. Трансформаторы для контактных электросварочных машин, “Энергия” 1975. 280 с.
3. Кабанов Н. С. Сварка на контактных машинах. В-Ш. М. 1973. – 255 с.
4. Оборудование для контактной сварки : Справочное пособие / Под ред. В.В. Сирнова – СПб.: Энергоатомиздат. Санкт-Петербургское отделение, 2000. – 848 с.
Оглавление
1. Введение 1
2. Описание конструкции изделия и его материала 2
3. Расчёт электродов 3
4. Расчёт режима сварки 4
5. Расчёт вторичного контура 7
6. Расчёт силового трансформатора 11
Список литературы 15
Похожие работы
... , при обработке металлов давлением. Экспериментальные исследования процессов пластической деформации металла в зоне формирования соединения при контактной точечной сварке по этой методике проводятся на натурных образцах с предварительно нанесенной координатной сеткой, технология изготовления которых предложена и описана в работе [128]. При исследованиях пластических деформаций в плоскостях ...
... , возникающей при трении поверхностей свариваемых деталей, с последующим приложением сжимающих усилий. Прочное сварное соединение образуется в результате возникновения металлических связей между контактирующими поверхностями свариваемых деталей. Высокочастотная сварка основана на нагревании металла пропусканием через него токов высокой частоты с последующим сдавливанием обжимными роликами. Такая ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
... или двигателя. · Местное управление – это управление приводом выключателя, разъединителя и другой аппаратуры непосредственно на месте. · Автоматическое управление – его используют в системе электроснабжения предприятий с большой потребляемой мощностью. Автоматическое управление осуществляется с помощью вычислительных машин управления ВМУ. Информация, поступающая в ВМУ, обрабатывается и ...
0 комментариев