Навигация
Предпочтительные значения параметров подчеркнуты
78575
знаков
36
таблиц
0
изображений
2. Предпочтительные значения параметров подчеркнуты
Таблица 26Варианты заданий по расчёту режима резания
при торцовом фрезеровании стали
| Вариант | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| предел прочности sв , МПа | 1000 | 950 | 900 | 850 | 800 | 800 | 700 | 650 | 600 | 550 | 500 |
| твердость, НВ | 280 | 265 | 250 | 235 | 220 | 210 | 205 | 200 | 185 | 160 | 150 |
| припуск на обработку, h мм | 2 | 3,2 | 3,5 | 4 | 4,5 | 5 | 5,5 | 6.5 | 7,5 | 8,5 | 9 |
| Размеры заготовки : ширина В, мм длина L, мм | 70 500 | 80 550 | 90 600 | 70 600 | 80 650 | 90 700 | 90 650 | 100 700 | 120 800 | 130 700 | 140 800 |
| шероховатость, Rа , мкм | 3,2 | 1,6 | 0,8 | 0,4 | 3,2 | 1,6 | 0,8 | 0,4 | 3,2 | 1,6 | 0,8 |
| Род заготовки | прокат | поковка | отливка | прокат | |||||||
| Станок | 6Р11 | 6Н12 | 6Н13 | 6Р12 | |||||||
| Вариант | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 |
| предел прочности sв , МПа | 1000 | 950 | 900 | 850 | 800 | 700 | 700 | 650 | 600 | 550 | 500 |
| твердость, НВ | 280 | 265 | 250 | 235 | 220 | 210 | 205 | 185 | 185 | 160 | 150 |
| припуск на обработку, h мм | 8 | 13 | 15 | 14 | 10 | 8 | 9 | 8 | 7,5 | 6,5 | 10 |
| Размеры заготовки : ширина В, мм длина L, мм | 90 600 | 100 650 | 120 700 | 80 700 | 90 850 | 110 900 | 100 550 | 120 600 | 140 700 | 130 900 | 150 900 |
| шероховатость, Rа , мкм | 3,2 | 1,6 | 0,8 | 0,4 | 3,2 | 1,6 | 0,8 | 0,4 | 3,2 | 1,6 | 0,8 |
| Род заготовки | прокат | поковка | отливка | прокат | |||||||
| Станок | 6Р13 | 6Н13 | 6Н12 | 6Р11 | |||||||
Баграмов Л.Г. Колокатов А.М.
РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ
ПРИ ФРЕЗЕРОВАНИИ
Часть I Торцовое фрезерование.
Методические рекомендации
План 2000, п.
Подписало в печать "__"______2000 г. Объем п.л. Тираж 100 экз.
Формат Заказ Цена - на халяву - руб.
------------------------------------------------------------------------------------------
Ротапринт Московского государственного агроинженерного
университета имени В.П. Горячкина
12755О, Москва, И-55О, Тимирязевская ул., 58
Подрисуночные подписи
Рис. 1. Элементы движений в процессе резания при периферийном фрезеровании.
1 - направление скорости результирующего движения резания; 2 - направление скорости главного движения резания; 3 - рабочая плоскость Рs; 4 - рассматриваемая точка режущей кромки; 5 - направление скорости движения подачи.
Рис. 2. Схема встречного и попутного фрезерования.
1 - обрабатываемая заготовка; 2 - стол станка; аmax - наибольшая толщина срезаемого слоя; Sz - подача на зуб фрезы; Рг, Рв - силы, действующие на заготовку; t - глубина резания.
Рис. 3. Геометрические элементы цилиндрической фрезы.
1 - передняя поверхность лезвия Аγ; 2 - главная режущая кромка К; 3 - вспомогательная режущая кромка К'; 4 - главная задняя поверхность лезвия Аα; 5 - вспомогательная задняя поверхность лезвия А'α; 6 - вершина лезвия; 7 - корпус фрезы; 8 - зуб фрезы; 9 - спинка зуба; 10 - фаска; D - диаметр, L - длина фрезы; γ, α - передний и задний углы в главной секущей плоскости; γН - передний угол в нормальной секущей плоскости; ω - угол наклона зуба.
Рис. 4. Координатные плоскости в статической системе координат при периферийном фрезеровании.
Рvc - основная плоскость, Рnc - плоскость резания, Рτ - главная секущая плоскость, РН - нормальная секущая плоскость.
Рис. 5. Геометрические элементы торцовой фрезы.
φ, φп, φ1 - углы в плане главный, переходной режущей кромки и вспомогательный, DS - движение подачи, Sz - подача на зуб, t - глубина резания, а - толщина срезаемого слоя одним зубом, f - величина переходной режущей кромки.
1.3. Схемы фрезерования и обрабатываемые поверхности.
Рис. 6. Схема обработки поверхностей заготовок на горизонтально и вертикально-фрезерных станках.
Рис. 7. Углы торцовой фрезы со вставными зубьями.
Рис. 8. Схемы торцового фрезерования.
а - симметричное неполное; б - несимметричное встречное; в - несимметричное попутное.
Рис. 9. Элементы режима резания при фрезеровании.
1 - заготовка, 2 - фреза цилиндрическая, 3 - фреза торцовая, t - глубина резания, DSпр - движение продольной подачи, Dr - главное движение резания, B - ширина фрезерования.
Похожие работы
... (фрезерный, токарный, шлифовальный). Оно не требует больших затрат на изготовление, но в тоже время позволяет значительно ускорить обработку отверстий в держателе. Данное приспособление целесообразно применять в любом типе производства. 1.7.2 Разработка технологической схемы сборки Последовательность общей сборки изделия в основном определяется его конструктивными особенностями и принятыми ...





... ТП изготовления детали "Корпус ТМ966.2120-57" и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали "Корпус ТМ966.2120-57" представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. Статистическое ...
... 2, 3, 4 8 0,63 Точение черновое Точение чистовое ТО Шлифование пред. 7, 8, 9, 11 6 0,32 Точение черновое Точение чистовое ТО Круглошлиф. пред. Круглошлиф. чист. 7. Разработка технологического маршрута (плана) обработки детали При разработке технологического маршрута придерживаемся следующих принципов: 1. Технологические операции разрабатываем по принципу концентрации ...
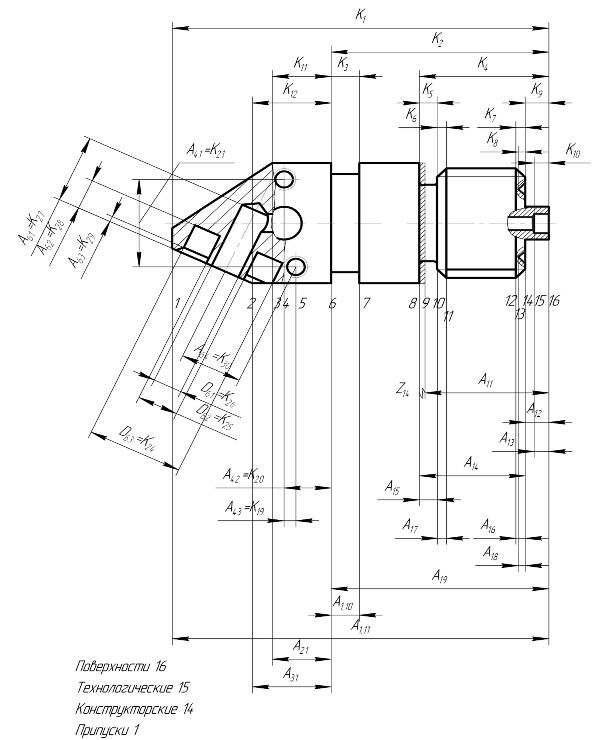
... , включающий в себя только один конструкторский размер или один припуск, образует технологическую размерную цепь. Значения минимальных припусков Zi-jmin на формообразующие операции принимаем из расчета операционных размеров-координат нормативным методом и заносим в табл. 7.2. Определив Zi-jmin составляем исходные уравнения размерных цепей относительно Zi-jmin: где Хr min – наименьший ...
0 комментариев