Краткая характеристика
предприятия
Годовая программа
цеха
Организационный
режим работы
цеха
Основные параметры
производственного
процесса
Ведомость
оборудования цеха
Расчет площадей
участков
Расчет освещения
Расчет годовой
потребности
в воде
Калькуляция
себестоимости
ремонта станка
1К62 в мастерской
ОХРАНА ТРУДА
Промышленная
санитария
Навигация
Основные параметры производственного процесса
Ремонт металлорежущего оборудования хозяйств Луганской области
66445
знаков
30
таблиц
34
изображения
2.4 Основные параметры производственного процесса
Такт производства
 (7)
(7)
Простой оборудования определяется исходя из нормативов на 1 ед. ремонтной сложности
Нормы простоя при выполнении капитального ремонта оборудования:
Механической части – 1,2 дня
Электротехнической части – 1 день
Таблица 7
Простой оборудования в ремонте
| Наименование оборудования | Модель тип | Категория ремонто- сложности | Время пребывания в ремонте | |
| дней | часов | |||
| Токарно-винторезные | 1К62 | 11 | 13,2 | 105,6 |
| Настольно-сверлильные | НС-12 | 5,5 | 6,6 | 52,8 |
| Вертикально-сверлильные | 2А135 | 8 | 9,6 | 76,8 |
| Универсально-фрезерный | 6Н82 | 12 | 14,4 | 115,2 |
| Станок для шлифовки коленчатых валов | 3А423 | 15 | 18 | 144 |
Фронт ремонта
 (8)
(8)
Таблица 8
Трудоемкость на капитальный ремонт станков по видам работ в чел/час на 1 условный станок 1К62 с трудоемкостью капитального ремонта 430 чел/час
| Вид работ | % от общей трудоемкости кап. ремонта | трудоемкость чел ч | |
| На 1 прив.эт. станок | На весь объем работ | ||
| заготовительные | 0,97 | 4,18 | 579,34 |
| литейные | 2,07 | 8,89 | 1231,10 |
| кузнечные | 0,85 | 3,66 | 506,92 |
| токарные | 17,33 | 74,50 | 10319,53 |
| фрезерные | 6,93 | 29,80 | 4127,81 |
| шлифовальные | 3,47 | 14,90 | 2063,91 |
| слесарные | 49,85 | 214,35 | 29691,28 |
| электромонтажные | 6,93 | 29,80 | 4127,81 |
| прессово-штамповочные | 0,24 | 1,05 | 144,84 |
| термические | 0,55 | 2,35 | 325,88 |
| газоэлектросварочные | 1,70 | 7,32 | 1013,85 |
| гальванические | 0,24 | 1,05 | 144,84 |
| расточные | 3,40 | 14,64 | 2027,70 |
| наплавочные | 0,55 | 2,35 | 325,88 |
| малярные | 2,07 | 8,89 | 1231,10 |
| моечные | 2,86 | 12,29 | 1701,82 |
| Итого | 100,00 | 430 | 59563,60 |
Исходя из реальных данных 1986 года по распределению трудоемкости работ на один приведенный ремонт по технологическим видам работ.
2.5 Расчет участков мастерской
Таблица 9
Расчет участков мастерской
Годовой объем работ мастерской по производственным участкам.
| № п/п | Наименование участка | Вид работ выполняемый на участке | трудоемкость чел ч | |
| По видам работ | По участку | |||
| 1 | Приемки и мойки | моечные | 1701,82 | 1701,82 |
| 2 | Сборочно-разборочный | слесарные | 28441,1 | 27922,38 |
| малярные | 1231,10 | |||
| деффектовочные | 1250,5 | |||
| 3 | Механический | токарные | 10319,53 | 18538,95 |
| фрезерные | 4127,81 | |||
| шлифовальные | 2063,91 | |||
| расточные | 2027,70 | |||
| 4 | Сварочно-термический | термические | 325,88 | 1665,61 |
| Газоэлектросварочные | 1013,85 | |||
| наплавочные | 325,88 | |||
| 5 | Заготовительный | заготовительные | 579,34 | 2462,2 |
| литейные | 1231,10 | |||
| кузнечные | 506,92 | |||
| прессово-штамповочные | 144,84 | |||
| 6 | Электромеханический | электромонтажные | 4127,81 | 4272,65 |
| гальванические | 144,84 | |||
Потребное количество производственных рабочих определяется по формуле:
 , (9)
, (9)
где Р- количество рабочих на участке
Ту- годовой объем (трудоемкость) работ на участке чел.-ч.
Фд- годовой действительный фонд времени рабочего, ч.
Количество рабочих на участках приведено в табл. 10
Таблица 10
Количество производственных рабочих по участкам
| № п/п | Наименование участка | трудоемкость чел.-ч | Количество рабочих | |
| расчетное | принятое | |||
| 1 | Приемки и мойки | 1701,82 | 0,95715 | 1 |
| 2 | Сборочно-разборочный | 27922,38 | 15,7044 | 16 |
| 3 | Механический | 18538,95 | 10,4269 | 10 |
| 4 | Сварочно-термический | 1665,61 | 0,93679 | 1 |
| 5 | Заготовительный | 2462,2 | 1,38481 | 1 |
| 6 | Электромеханический | 4272,65 | 2,40307 | 1 2 |
| Итого | 56563,61 | 31,8131 | 32 | |
| Вспомогательный рабочий Комплектовщик - дефектовщик Кладовщик - инструментальщик ИТР: Начальник цеха Мастер Инженер - контролер СКП : Нет МОП: Уборщики Общая численность работников | 1 1 1 1 1 1 1 39 |
Таблица 11
Похожие работы
... с темпами повышения заработной платы. 4.1. Оплата труда основных рабочих При выборе той или иной формы оплаты труда на предприятии учитывают специфику производства продукции, особенности технологического процесса, состояние организации производства и труда и другие особенности. Для основных рабочих применяется сдельная форма оплаты труда - плата за количество выработанной продукции в единицу ...

... — это те, которые могут занять важное место во внешнеэкономических связях Украины, в частности судостроение, самолетостроение, определенные виды станкостроения, приборостроения. Для интеграции машиностроительного комплекса Украины с машиностроением других стран, особенно соседних и тех, с которыми существовали производственные связи до распада СССР, очень важно формировать межгосударственные ...
... от которых в немалой степени зависит принятие решений по общегосударственным и финансовым проблемам. На выставках наиболее полно и комплексно представлена экономика области, продукция, производимая в области, содействие кооперационным и интеграционным процессам на региональном и межрегиональном уровнях. Это в свою очередь способствует более полной занятости населения и в конечном итоге позволяет ...
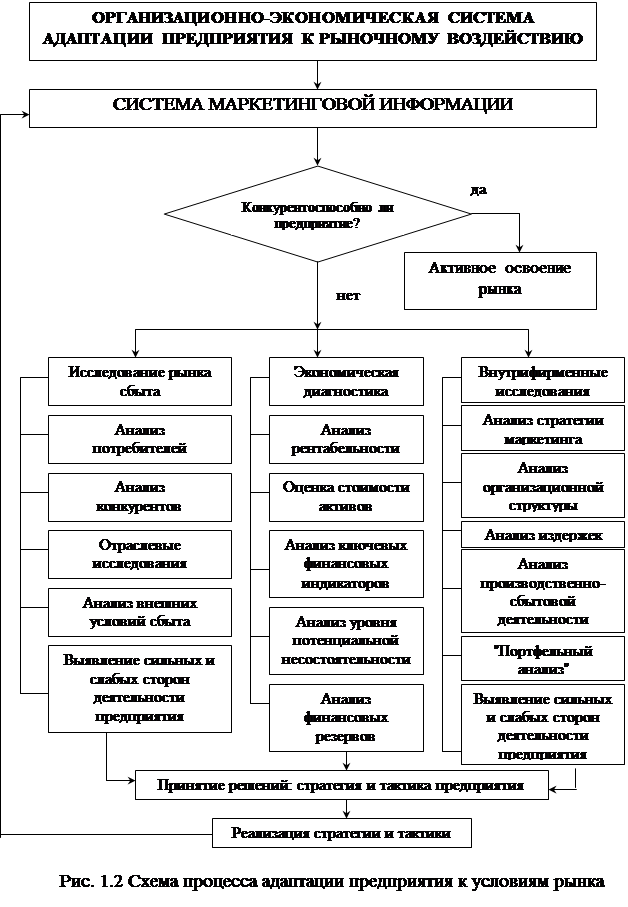
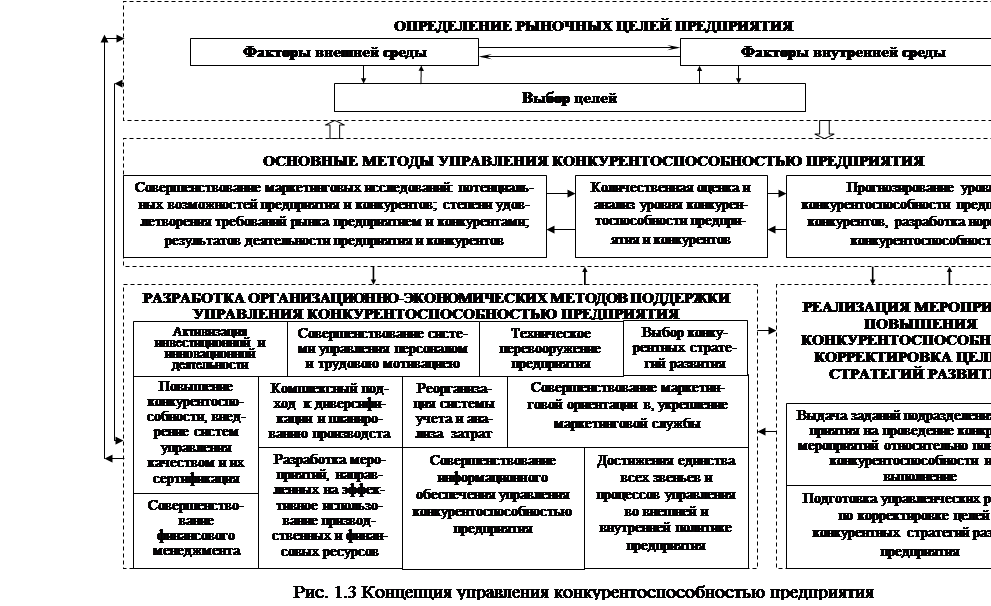
... и укрепления его позиций на внешнем и внутреннем рынках (рис. 1.3). Важность разработки эффективной системы организационно-экономических мероприятий поддержки управления конкурентоспособностью промышленного предприятия подтверждается работами [10, 21, 47,73]. ВЫВОДЫ К ПЕРВОЙ ГЛАВЕ Исследования, проведенные в первой главе, позволили сделать следующие выводы: 1. Высокая ...
0 комментариев