Навигация
Письменная экзаменационная работа по предмету:
Оборудование и технология выполнения работ по профессии
«Электрогазосварщик»
На тему:
Учащийся ПУ-№33
Иванов Сергей Викторович
гр. №45
г. НОВОМИЧУРИНСК
2001г.
ПЛАН
Введение
1. История развития сварочного производства
2. Описание назначение данного узла
3. Физические, химические и технологические свойства стали
из которой выполнены детали данного узла.
а) физические свойства;
б) химические свойства;
в) технологические свойства;
4. Организация рабочего места при сварке узла
5. Оборудование, применяемое при сборке и сварке данного
узла.
6. Согласно технологической карте описать: электроды.
7. Выбор режима сварки.
8. Подготовка металла к сварке.
9. Сборка и техника сварки.
а) техника сварки.
10. Предупреждение деформации.
11. Прогрессивные методы сборки и сварки узла.12. Контроль качества сварки.
13. Техника безопасности и противопожарная безопасность
при сварке.
14. Нормы расходов электродов.
Используемая литература
ВВЕДЕНИЕ 1. История развития сварочного производства.
В решение задач научно- технического прогресса важное место принадлежит сварке. Сварка является технологическим процессом, широко применяемая практически во всех отраслях народного хозяйства.
С применением сварки создаются серийные и уникальные машины. Сварка внесла коренные изменения в конструкцию и технологию производства многих изделий. При изготовлении металлоконструкций, прокладке трубопроводов, установке технологического оборудования, на сварку приходится четвертая часть всех строительно-монтажных работ. Основным видом сварки является дуговая сварка.
Основоположниками сварки являются русские ученые и инженеры – В.В. Петров, Н.Н. Бенардос и Н.Г.Славянов. В 1802г. профессор физики Петров открыл и наблюдал дуговой разряд от построенного им мощного «вольтового столба». Этот столб или батарея был самым мощным источником электрического тока того времени. В то время электротехника только начинала создаваться, и открытие Петровым дугового разряда значительно опередило свой век.
До практического применения дуги для целей сварки прошло 80 лет. Н.Н.Бенардос впервые применил электрическую дугу между угольным электродом и металлом для сварки. Он применил созданный им способ не только для сварки, но и для наплавки и резки металлов.
Другой русский изобретатель-Славянов, разработал способ дуговой сварки металлическим электродом с защитой сварочной зоны слоем порошкообразного вещества ,то есть флюса, и первый в мире механизм для полуавтоматической подачи электронного прутка в зону сварки Способ сварки плавящимся металлическим электродом получил название «дуговая сварка по способу Славянова».
Изобретения Бенардоса и Славянова нашли заметное применение по тем временам, и в первую очередь на железных дорогах, а затем на нескольких крупных машиностроительных и металлургических заводах России. Однако, несмотря на первоначальные успехи русских изобретателей в деле разработки и внедрения дуговой сварки, к началу XX века страны Европы опередили Россию.Только после революции 1917г. сварка получила интенсивное развитие в нашей стране. В нашей стране тогда впервые в мире были разработаны новые высокопроизводительные виды сварки, это электрошлаковая, в углекислом газе, диффузная и другие. Фундаментальные исследования по разработке новых процессов и технологии сварки проводятся в ряде научно-исследовательских организациях, ВУЗах и крупных предприятиях судостроительной, авиационной, нефтехимической, атомной и других.
На современном этапе развития сварочного производства в связи с развитием научно-технической революции резко возрос диагноз свариваемых толщин, материалов видов сварки. В настоящее время сваривают материалы толщиной от несколько микрон (в микроэлектронике) до нескольких метров (в тяжелом машиностроении).
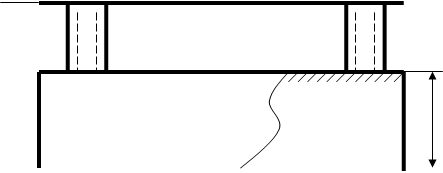
2. Описать назначение данного узла.
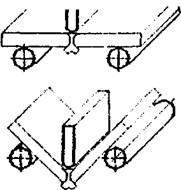
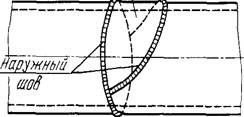
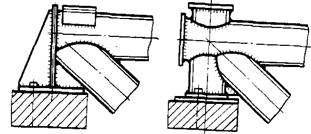
Батарея отопления из труб, предназначена для поддерживания теплового баланса (тепла), в холодное время года в рабочих помещениях, а так же на фермах, колхозных постройках, теплицах, производственных и гражданских зданиях, и.т.д.
Сварка батареи отопления из труб Ф 63 мм: патрубок 32 мм, длина труб 1500 мм и стали ст 3.
![]()
![]()
![]() 1500
1500
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() 63
63
 | |||
![]()
![]()
![]()
![]()
![]() 32
32
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() 63
63
![]()
![]()
![]()
![]()
Похожие работы
... , или, другими словами, устройство настенных вводов. Правда, возможность устройства настенных вводов в большой степени зависит от грунтовых условий. Преимущество вводов газопроводов из полиэтиленовых труб заключается в исключении риска разрушения стальных участков от действия электрохимической коррозии. К недостаткам можно отнести опасность механических повреждений и повреждений от теплового ...
... , возникающей при трении поверхностей свариваемых деталей, с последующим приложением сжимающих усилий. Прочное сварное соединение образуется в результате возникновения металлических связей между контактирующими поверхностями свариваемых деталей. Высокочастотная сварка основана на нагревании металла пропусканием через него токов высокой частоты с последующим сдавливанием обжимными роликами. Такая ...
... о снижении силы давления дуги на сварочную ванну остается актуальным. 1.4 Цель и задачи исследования Целью настоящей работы является исследование процесса сварки вольфрамовым электродом в аргоне с присадочной проволокой титанового сплава ОТ4 применительно к проблеме повышения качества формирования швов при сварке с повышенной скоростью. Для достижения поставленной цели решались следующие ...
... сварки являются невысокая производительность при использовании ручного варианта. Применение же автоматической сварки не всегда возможно для коротких и разноориентированных швов. 5. Технология ручной сварки неплавящимся электродом в инертных газах Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и ...
0 комментариев