Навигация
Оборудование, применяемое при сборке и сварке данного узла
26876
знаков
4
таблицы
7
изображений
5. Оборудование, применяемое при сборке и сварке данного узла.
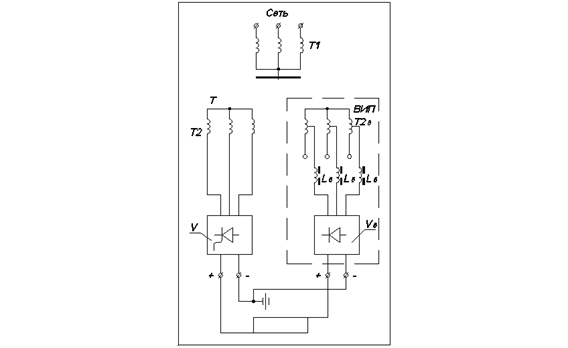
Трансформатор ТСК-500 с повышенным магнитным рассеянием. Трансформатор имеет две обмотки: первичную и вторичную. Первичная закреплена неподвижно, а вторая подвижная. Каждая из обмоток состоит из двух катушек. Сварочный ток регулируется изменением расстояния между обмотками.
Таблица №3

![]() номинальный Напряжение, В
номинальная пределы КПД соs φ габарит масса
номинальный Напряжение, В
номинальная пределы КПД соs φ габарит масса
![]()
![]() сварочный питающей холостого номи
мощность регулирова % ные
сварочный питающей холостого номи
мощность регулирова % ные
ток сети хода наль ния размеры
(ПР=65%)А ное кВ· А сварочного мм
![]() тока А
тока А
840х575
500 380 60 30 20 165-650 85 0,65 х 1060 280
![]()
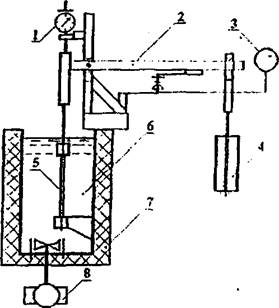
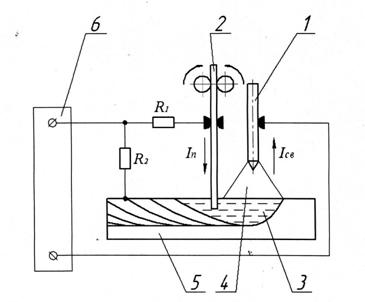
Þ вторичная обмотка (подвижная)
Þ первичная обмотка (неподвижная)
Þ провод подведенный к электродержателю
Þ провод подведенный к изделию
Þ электродержатель
Þ изделие
6. Согласно технологической карте описать: электроды.
Плавящийся электрод представляет собой металлический стержень из электродной проволки, на поверхность которого нанесен слой покрытия.
Электродные покрытия предназначены для стабилизации горения дуги, защиты расплавленного металла от кислорода и азота воздуха и легирования металла шва. В состав электродных покрытий входят стабилизирующие, шлакообразующие, газообразующие, раскисляющие, легирующие и связующие группы компонентов.
Для сварки батареи отопления я использую электроды типа Э42 марка ВСП-1 и ОМА-2. Эти электроды содержат целлюлозное (ц) покрытие.
Содержит органические составляющие, образующие защитные газы, в основном электродную целлюлозу марки ЭЦ. В качестве раскислителей вводятся ферросплавы марганца. Шлакообразующие добавки: рутил, карбонаты, алюмосиликаты и др.
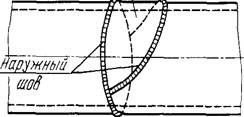
Легирование металла шва осуществляется через проволку, а так же, введением в состав покрытия металлических порошков и ферросплавов. Эти покрытия образуют на шве тонкий слой шлака. Электроды с целлюлозными покрытиями удобны для монтажных работ, когда необходимо накладывать швы во всех пространственных положениях. Они хорошо обеспечивают провар корня и формирования обратной стороны шва.
7. Выбор режима сварки.
Режимом сварки называется группа показателей, определяющих характер протекания процесса сварки. Эти показатели влияют на количество теплоты, вводимой в изделие при сварке.
Основными показателями режима сварки являются: диаметр электрода, сварочный ток, напряжение на дуге и скорость сварки.
Дополнительными показателями режима сварки являются: род и полярность тока, тип и марка покрытого электрода, угол наклона электрода, температура предварительного нагрева металла. Диаметр электрода выбирается в зависимости от толщины свариваемого металла, типа сваренного соединения, типа шва и.т.д.
При сварки встык в нижнем положении диаметр электрода должен равняться толщине свариваемого металла. В многослойных становых и угловых швах первый слой выполняется электродом диаметром 2-4 мм, последующие слои выполняются электродами большего диаметра.
В вертикальном и потолочном положении сварку производят электродами диаметром не более 4 мм.
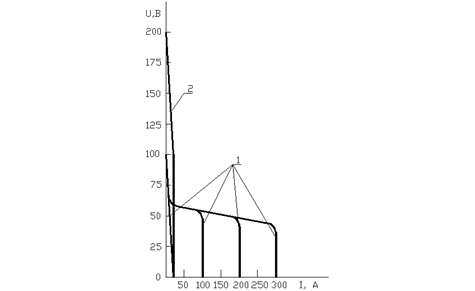
Ток выбирают в зависимости от диаметра электрода по формуле:
J =Кd, где К=35: 60А/мм, d- диаметр электрода.
Малый сварочный ток ведет к неустойчивому горению дуги, непровару и малой производительности.
Черезмерно большой ток ведет к сильному нагреву электрода при сварке, увеличению скорости плавления электрода и непровару.
При сварке в вертикальном и горизонтальном положении ток должен быть уменьшен против принятого для сварки в нижнем положении примерно на 5-10%, для потолочных на 10-15% с тем, чтобы жидкий металл не вытекал из сварочной ванны. Уменьшение диаметра электрода при постоянном сварочном токе повышает плотность тока в электроде и глубину проварки.
С уменьшением диаметра электрода ширина шва уменьшается, вследствие уменьшения катодного и анодного пятен. С изменением тока меняется глубина провара. Повышение напряжения дуги за счет увеличения ее длины приводит к снижению сварочного тока и глубины провара. Ширина шва при этом повышается независимо от полярности сварки. С увеличением скорости ручной сварки глубина провара и ширина шва понижаются.
J = Kd K = 40 A/MM d = 4MM J = 40 x 4 = 160A
Похожие работы
... , или, другими словами, устройство настенных вводов. Правда, возможность устройства настенных вводов в большой степени зависит от грунтовых условий. Преимущество вводов газопроводов из полиэтиленовых труб заключается в исключении риска разрушения стальных участков от действия электрохимической коррозии. К недостаткам можно отнести опасность механических повреждений и повреждений от теплового ...
... , возникающей при трении поверхностей свариваемых деталей, с последующим приложением сжимающих усилий. Прочное сварное соединение образуется в результате возникновения металлических связей между контактирующими поверхностями свариваемых деталей. Высокочастотная сварка основана на нагревании металла пропусканием через него токов высокой частоты с последующим сдавливанием обжимными роликами. Такая ...
... о снижении силы давления дуги на сварочную ванну остается актуальным. 1.4 Цель и задачи исследования Целью настоящей работы является исследование процесса сварки вольфрамовым электродом в аргоне с присадочной проволокой титанового сплава ОТ4 применительно к проблеме повышения качества формирования швов при сварке с повышенной скоростью. Для достижения поставленной цели решались следующие ...
... сварки являются невысокая производительность при использовании ручного варианта. Применение же автоматической сварки не всегда возможно для коротких и разноориентированных швов. 5. Технология ручной сварки неплавящимся электродом в инертных газах Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и ...
0 комментариев