Навигация
Назначение и область применения станка
18490
знаков
5
таблиц
0
изображений
1.2. Назначение и область применения станка.
Токарный станок с оперативной системой управления предназначен для механической обработки деталей тел вращения в полуавтоматическом цикле.
Станок может не пользоваться при обработке различных деталей из различных материалов таких как жаропрочные, легированные, алюминиевые и магниевые сплавы, а также для обработки стали и чугуна. Выполняемые операции на станке разнообразны контурное точение, растачивание, подрезка торцов, сверление осевых отверстий деталей, обработки поковок, нарезания различных резьб, как наружных так и внутренних с различным шагом (включая с увеличивающем и уменьшающем шагом), а также поперечные резьбы.
Обработка ведется по программе, заложенной в память системы с пульта управления, с магнитной ленты или ЭВМ, а также из библиотеки управляющих программ в энергонезависимой памяти устройства ЧПУ.
Токарный станок с ЧПУ имеет жесткое литое основание. На нем установлена станина, электродвигатель главного движения, стамухи смазки направляющих каретки к шпиндельной бабке. Станина станка имеет коробчатую форму с поперечными ребрами П – образного профиля и закаленные шлифованные направляющие. На станине станка устанавливаются шпиндельная бабка, каретка, приводы продольной подачи и задняя бабка.
Для базирования каретки на станке передняя направляющая имеет форму не равномерной призмы, задняя направляющая плоская. Задняя бабка базируется на станке по малой задней призматической направляющей и по плоскости на передней направляющей .
На станке установлена шпиндельная бабка имеющая три диапазона регулирования, переключаемая в ручную. Шпиндель станка смонтирован в коническом двухрядном и однорядном подшипниках, которые регулируются при сборке узла и не требуют регулировки вовремя эксплуатации.
Привод продольного перемещения включает шариковую передачу ВГК, опора винта, двигатель постоянного тока, а также датчик обратной связи, соединенный с винтом через муфты. Привод поперечного перемещения аналогичен приводу продольного перемещению.
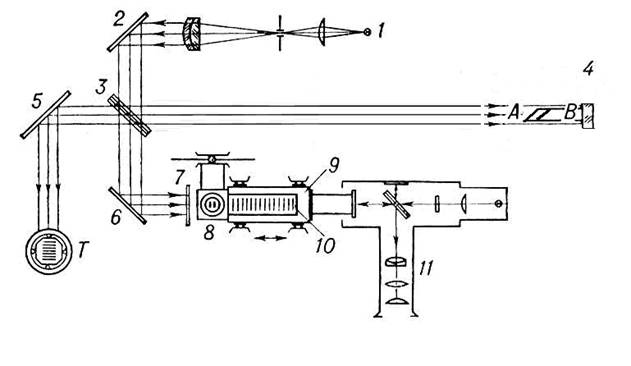
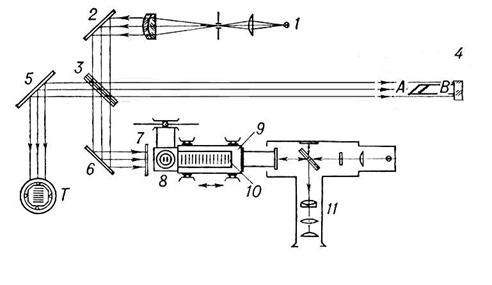
На станке используется 8–ми позиционная автоматическая головка с горизонтальной осью поворота и инструментальным на 8 радиальных и осевых инструментов (блоки под инструменты)
На станке предусмотрена возможность подключения индикатора контакта тока БВ-247400000-07. Этот используется при встраивании станка в ГПМ.
Пульт управления смонтирован на поворотном кронштейне, закрепленным на основании станка и поворачиваемом при наладке станка в удобное положение. На пульте смонтированы панели с органами управления станком.
1.3. Основные технические характеристики станка.
Технические характеристики:
| 1. | Наибольший диаметр изделия | 200 мм |
| 2. | Наибольшая длина изделия в центрах | 750 мм |
| 3. | Число позиций инструментальной головки | 8 |
| 4. | Скорость быстрых перемещений Продольных Поперечных | 1500 мм/мин 7500 мм/мин |
| 5. | Пределы частот вращения шпинделя | 25-2500 об/мин |
| 6. | Пределы скоростей подач: Продольных Поперечных | 10-2000 мм/мин 5-1000 мм/мин |
| 7. | Наибольшая высота резца | 25 мм |
| 8. | Габариты станка Длина Ширина Высота | 3700 мм 2260 мм 1700 мм |
| 9. | Масса станка | 4000 кг |
1.4. Основные технические характеристики УЧПУ
Проектируемый станок оснащен системой ЧПУ типа МС2101.05-021 (Электроника НЦ-81). Это популярная система ЧПУ с линейно круговой интерполятором. Она обеспечивает большие технологические возможности станку, позволяет овеществлять широкий сервис управляющих программ, а так же реагирует на первичные сбои и неисправности как в самой системе ЧПУ, так и в системах станка.
Система ЧПУ имеет следующие характеристики:
| Количество управляемых координат | 2 |
| Наибольшее количество одновременно управляемых координат | 2 |
| Дискретность перемещения Продольных Поперечных |
0,001 0,001 |
| Максимальное количество программных переходов, дискет | 99999999 |
| Система отсчета | Абсолютная Относительная |
| Пределы подач продольных Поперечных | 0,01-40 мм/об 0,01-20 мм/об |
| Пределы шагов нарезаемых зубьев | 0,25¸40 мм |
| Ввод данных: с клавиатуры, кассеты энергонезависимой памяти, перфоленты, ЭВМ. | |
Управляющая программа (УП) обработки деталей состоит из последовательных кадров. Формат кадра (обобщается по ГОСТу 20999-78)
№04. G02.X+053.Z+053.R+053.I+053.J+053.K+053
{F023; F05}.E034.S+04.T04.D02.M02.P08.Q08.H04.L04.(I.F)
Формат дополнительных буквенных адресов:
A+053. B+053. C+053. U+053. V+053. W+053. J+053. Y+053.
Назначение основных буквенных адресов:
N- номер кадра;
G- подготовительная функция;
X, Z- геометрические данные по осям X и Z в абсолютном задании и приращении;
U, W- геометрические данные по осям X и Z в приращении;
R- радиус дуги;
I, K- координаты центра окружности, геометрические данные по осям X и Z;
S- частота вращения шпинделя, скорость резания;
H- количество повторов управляющей программы;
T- функция инструмента, № инструмента, № корректора;
D- номер корректора;
M- вспомогательная функция;
L- вызов управляющей подпрограммы;
P, Q- номе первого и последнего кадра некоторой части управляющей программы;
F, E- функция подачи, шаг резьбы;
A, B, C, J, V, Y, O- дополнительные параметры циклов и управляющих программ.
Подготовительные функции G разбиты на 2 группы.
В первую группу входят построчные G функции не требующие буквенных адресов в качестве параметров, во вторую G функции, требующие буквенных адресов в качестве параметров, а также постоянные циклы.
Вспомогательные функции М также делятся на 2 группы. В первую группу входят М функции, выполняемые до перемещения, во вторую после перемещения. Некоторые М функции должны быть запрограммированы в электронной автоматике.
В кадре под адресом L можно указать вызов управляющей программы. До 4 цифр следующих после L, указывают номер УП.
В одном кадре можно записать:
· F, E- значение подачи (шаг резьбы);
· Любое количество G функций из группы настроенных;
· Функции Т или функции D;
· До шести М-функций, выполняемых до перемещения;
· S функцию;
· Одну функцию G из группы основных;
· До четырех М-функций, выполняемых после перемещения;
· L- функцию (вызов подпрограммы) и после нее любые буквенные адреса в качестве параметров.
Примечание: рассказывать возможности системы можно очень долго, да и переписывать инструкции по программированию в этом разделе не требуется. Более дательная проработка некоторых возможностей ЧПУ, а также программирование управляющей программы будет рассмотрено по данному разделу.
2.1 Состав станка.
В состав станка с оперативной системой ЧПУ входят:
1. Основание.
2. Станина.
3. Суппортная группа.
4. Бабка шпиндельная.
5. Патрон механизированный.
6. Ограждение подвижное.
7. Головка автоматическая.
8. Ограждение неподвижное
9. Бабка задняя.
10. Привод пиноли задней бабки
11. Монитор УЧПУ
12. Пульт УЧПУ
13. Кронштейн пульта УЧПУ
14. Привод продольного перемещения.
15. Разводка комунекаций.
16. Лампа местного освещения.
2.2. Смазка станка, периодичность, материалы.
Система смазки состоит из двух систем:
- Система автоматической централизованной дозированной смазки опор качения всех подвижных узлов, шариковых чаек, шестерён коробки скоростей, подшипника поворота стола.
- Система периодической консистентной смазки подшипников, зубчатых зацеплений.
Применяемые масла и их заменители.
Смазочные материалы Заменители
Похожие работы





... ряде прикладных программ. Сферы применения Лиспа многообразны: наука и промышленность, образование и медицина, от декодирования генома человека до системы проектирования авиалайнеров. 3. Технологическая реализация системы подготовки обработки детали станка с ЧПУ 3.1 Описание кодов программного модуля Любой проект в Delphi состоит из нескольких частей (набора файлов, каждый из которых ...

... калибровки и настройки. 4 Нормативные ссылки 4.1 ГОСТ Р 8-82 Станки металлорежущие. Общие требования к испытаниям на точность. 4.2 ГОСТ Р 22267-76 Станки металлорежущие. Схемы и способы измерений геометрических параметров. 4.3 ГОСТ Р 23597-79 Станки металлорежущие с числовым программным управлением. Обозначение осей координат и направлений движения. Общие положения. 4.4 ГОСТ Р 12.2.009 ...



... станки. Для станков с цикловыми системами ПУ в обозначении модели введен индекс Ц, с оперативными системами - индекс Т (например, 16К2Т1). Системы числового программного управления (СЧПУ)-это совокупность специализированных устройств, методов и средств, необходимых для осуществления ЧПУ станками. Устройство ЧПУ (УЧПУ) станками - это часть СЧПУ, выполненная как единое целое с ней и осуществляющая ...

... ограничения max давления в системе либо для подержания постоянного давления. Делят на: - предохранительные - переливные Коммуникационная часть и группа управления сигналами В станках с программным управлением, копировальными устройствами и электрогидравлическими сидящими системами, а так же в промышленных работах применяются дросселирующие распределители, гидроаппаратура с пропорциональным ...
0 комментариев