Навигация
9.1 Полный отжиг.
Основные цели полного отжига - устранение пороков структуры , возникших при предыдущей обработке ( лить , горячей деформации или сварке ) , смягчение стали перед обработкой резанием и уменьшение напряжений , для придания стали определенных характеристик. Вцелом отжиг II рода проводят для приближения системя к равновесию.
При полном отжиге происходит полная фазовая перекристаллизация стали.При нагреве выше точки Ас3 образуется аустенит , характеризующийся мелким зерном ,который при охлаждении дает мелкозернистую структуру , обеспечивающую высокую вязкость , пластичность и получение высоких свойств после окончательной обработки.
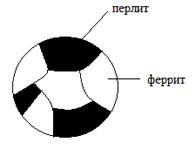
Структура доэвтектоидной стали после полного отжига состоит из избыточного феррита и перлита.
Существует отжиг противоположный по целям обычному отжигу .Это отжиг на крупное зерно с нагревом до 950-1100 С , который применяют для улучшения обработки резанием мягких низкоуглеродистых сталей .
9.2 Неплный отжиг .
Неполный отжиг доэвтектоидной стали проводят при нагреве до температур выше Ас1 , но ниже Ас3 . При таких температурах происходит частичная перекристаллизация стали , а именно лишь переход перлита в аустенит . избыточный феррит частично превращается в аустенит и значительная часть его не подвергается перерекристаллизации . Поэтому неполный отжиг не устраняет пороки стали связанные с нежелательными размерами и формой избыточного феррита . Для доэвтектоидной стали неполный отжиг применяется лишь тогда , когда отсутствует перегрев , ферритная полосчатость, и требуется только снижение твердости и смягчения перед обработкой резанием .
9.3 Сфероидизирующий отжиг .
Сфероидизирующий отжиг с нагревом несколько выше температуры Ас1 и несколько ниже точки Аr1 (740 -780 C ) и последующем медленном охлаждением применяют к заэвтектоидным сталям , что позволяет получить зернистую форму перлита вместо пластинчатой .
Для режима сфероидизирующего отжига заэвтектоидных сталей характерен узкий температурный интервал отжигаемости . Верхняя граница не должна быть выше слишком высокой , т.к. иначе при растворении центров карбидного выделения при охлаждении образуется пластинчатый перлит . а для сталей близких к эвтектоидному составу этот интервал особенно узок т.к. точки Асm и А1 сходятся при эвтектоидной концентрации .
Выдержка при постоянной температуре необходима для окончательного распада переохлажденного аустенита и коагуляции карбидов и составляет 4-6 часов в зависимости от массы отжигаемого металла .
Скорость охлаждения очень сильно влияет на конечную структуру . чем меньше скорость , тем до больших размеров вырастают глобули карбида при распаде аустенита. Регулируя скорость охлаждения , можно получать структуры глобулярного перлита от точечного до крупнозернистого . Более мелкозернистый перлит обладает повышенной твердостью .
На твердость будет оказывать влияние и повышение температуры отжига до 800-820 С .Твердость будет снижаться из-за развития сфероидизации , а при дальнейшем повышении температуры отжига твердость растет из-за появления все в большем количестве пластинчатого перлита .
Вчем состоит механизм сфероидизации ?
В результате деления цементитных пластин получаются мелкие частички цементита . Если избыточный цементит находится в виде сетки, что является дефектом , то перед отжигом предварительно проводят нормализацию для растворения сетки цементита в с последующем охлаждении на воздухе . При делении цементитные пластины растворяются в наиболее тонких участках , а также в местах выхода на межфазную поверхность Ц/А субграниц в цементите или аустените .Деление можно ускорить применив холодную пластическую или теплую деформацию при температурах ниже А1 . После деления пластин мелкие их частицы сфероидизируются , путем переноса углерода через окружающий твердый раствор .
Сфероидизирующему отжигу подвергают углеродистые , легированные инструментальные и шарикоподшипниковые стали . Кроме того , структкра зернистого перлита является наилучшей перед закалкой - меньше склонность к росту аустенитного зерна , шире допустимый интервал закалочных температур ,
Если при при однократном отжиге не происходит полной сфероидизации цементита , то можно применить циклический отжиг . Например , углеродистую сталь несколько раз попеременно нагревают до 740 С и охлаждают до 680 С .
Похожие работы
... , отличающихся только направленностью движения соседних проволок А и В, позволяет выявить неизвестные особенности режимов термообработки проволок на встречных курсах. 2. Простой отжиг проволок на встречных курсах в муфельном термоаппарате Этот процесс описывается зависимостями (1.10), (1.11), (1.18), (1.21) – (1.23). Условия его осуществления сохраняем идентичными условиям процесса ...
... буквой “У” , следующая за буквой цифра обозначает среднее содержание углерода в десятых долях процента . Сталь У10 . Характеристики , структура , термообработка . Предложенная для изготовления метчиков и плашек сталь У10 относится к углеродистым сталям небольшой прокаливаемости , необладающим теплостойкостью . Углеродистые инструментальные стали этого класса имеют небольшую прокаливаемость ...
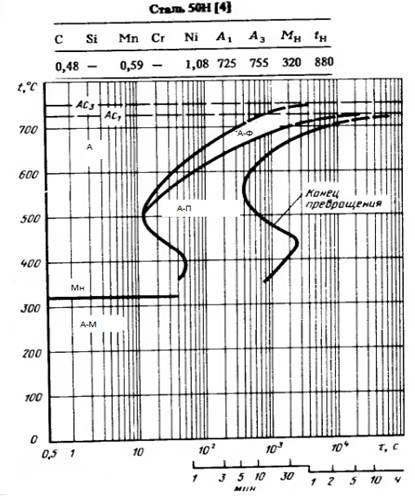
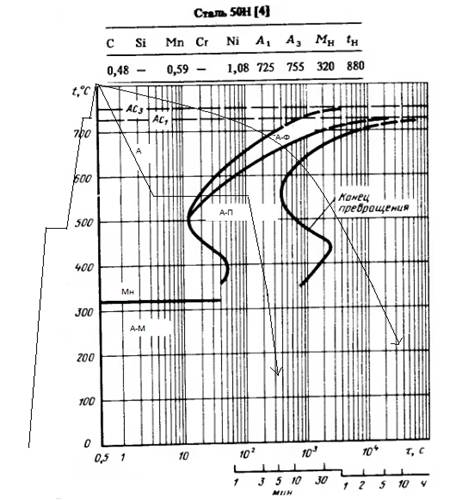
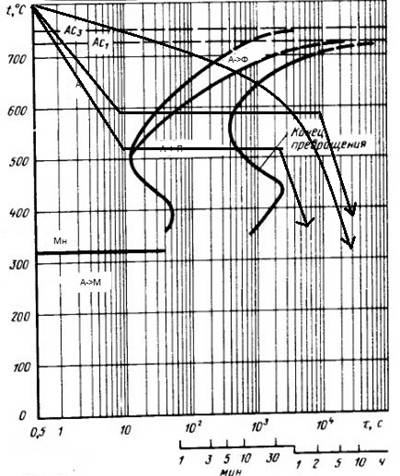
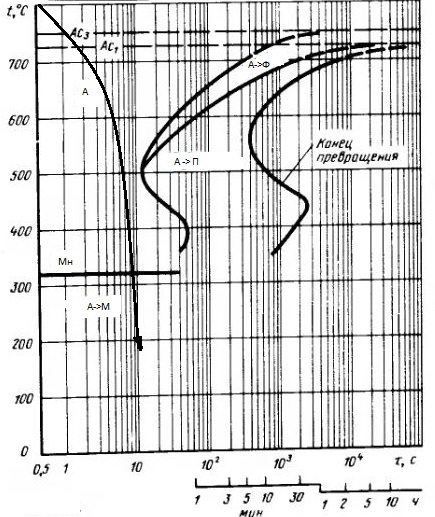
... = =520 – 320*0,48 – 50*0,59–20*1,08=315,3 ̊С Если сравнить с температурой начала мартенситного превращения на диаграмме, то рассчитанная отличается на 5 ̊С Vвкз – верхняя критическая скорость закалки. Для стали 50Н эта скорость определяется началом перлитного превращения ~500 ̊С и =10с 2 Получение структур Образец стали 50Н нагревают выше температуры Ас1 с учетом ...



... фазы. Эти выделения, располагаясь на плоскостях скольжения, препятствуют перемещению дислокаций, требуют увеличение скалывающего напряжения. Соответственно, прочность и твердость сплава увеличиваются. Химико-термическая обработка (ХТО). Это одновременное воздействие на металл химической среды, тепла с целью направленного изменения состава и свойств поверхности детали. Различные виды ХТО ...
0 комментариев