Паяння
друкованих
плат
Паяння
хвилею припою
Перевірка
паяних з’єднань
Вивчення приладу
та технологічне
доопрацювання
його
Розділення
процесу складення
і монтажу на
операції
Відкласти
інструмент
Розрахунок
типових ділянок
складання і
монтажу печатних
Взяти в
коробці деталь
або електроелемент
і роздивитись
Навигация
Паяння хвилею припою
Технология сборки и монтажа печатных плат
64435
знаков
22
таблицы
7
изображений
1.3.2 Паяння хвилею припою
Паяння хвилею припою найбільш придатне при контактуванні стержневих ЕРЕ з друкованою платою. Переважна більшість всіх односторонніх друкованих плат і друкованих плат з металізованими отворами в масовому виробництві контактують за допомогою хвилевого паяння.
Принцип методу полягає в тому, що плата прямолінійно рухається через гребінь хвилі припою. Хвиля припою залишається вільною від окислів завдяки постійному рухові, і друкована плата теоретично занурюється тільки на невеликій площі. Для якості паяння важливий кут входу і виходу, а також форма хвилі припою. Завдяки цьому в основному вирішується питання, утворяться чи ні перемички й висячі краплини. На заповнення металізованих отворів впливає форма хвилі, яка формується завдяки геометричному виконанню хвилеутворюючих сопел в широких межах (додаток 5).
Доведено, що найбільш сприятливою умовою паяння є рух друкованої плати назустріч припою і при цьому витримується кут від 0° до 10° відносно хвилі припою. Злегка навпроти текуче дзеркало припою запобігає утворенню перемичок. Вторинною хвилею, яка підтримується трохи нижче, ніж основна хвиля розплавляються висячі краплини, так що паяні з’єднання не перевищують встановленої довжини.
Плоска хвиля забезпечує більш довгочасний контакт з друкованою платою. Завдяки цьому забезпечується паяння металізованих отворів, але підвищується теплове навантаження.
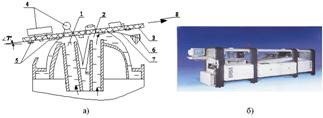
Сучасні машини паяння хвилею припою є комплексними нормалізованими вузлами, котрі розміщуються в кінці складальної лінії. Вони виконують одна за одною наступні етапи (рисунок 2):
1 Флюсування. Під час цієї операції на сторону паяння наноситься флюс. При хвилевому флюсуванні у відповідному пристрої створюється хвиля флюсу заввишки біля 1 см та шириною 30-35 см, над якою проходить друкована плата. При цьому флюс змочує поверхню і на основі капілярної дії проникає на сторону установки ЕРЕ.
При продуванні повітрям певного тиску через вузькі сопла флюс запінюється. Якщо із хвилі рідини виходить пінна хвиля, то говориться про пінне флюсування. Товщина плівки флюсу, що наноситься, не повинна перевищувати 3-4 мкм. Якщо товщина плівки велика, то в процесі паяння для її видалення необхідно багато тепла і це може стати передумовою недоброякісних паяних з’єднань.
Фіксація змонтованої
плати в транспортній рамі
Флюсування
Підігрів
Пайка на хвилі припою
Промивання та сушіння
вузла (після пайки з маслом)
Рисунок 2 – Технологічні етапи процесу хвильової пайки
2 Сушіння й попереднє підігрівання. Після флюсування друкована плата злегка підігрівається і частково продувається гарячим повітрям. При підігріванні з флюсу вивітрюється розчинник. Після цього друковані плати потрапляють на ділянку, де вони підігріваються зі сторони паяння за допомогою нагрітої шляхом теплової радіації плити. Це підготовлює відновлювальну дію флюсу, що починає плавитися при температурі вище 130°С. Друга мета попереднього нагріву – уникнути теплового удару друкованої плати.
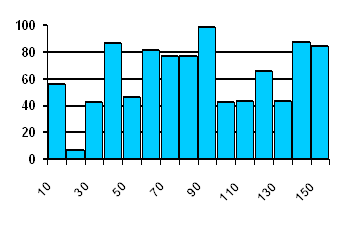
3 Паяння. При цій операції плата проводиться через гребінь хвилі. При цьому в першій фазі флюс стає активним. Утворюється металева поверхня, і після цього флюс разом з продуктами реакції витісняється припоєм. На очищеній металевій поверхні проходить бажаний процес зв’язку. Паяння проводиться при температурі 240-270°С. Вибрана температура підтримується постійною. При швидкості переміщення від 0,5 до 3,0 м/хв час паяння становить від 1 до 7 секунд. Залежність часу паяння від температури зображена на рисунку 3. В залежності від довжини друкованих плат можна контактувати відповідно за годину від 200 до 800 плат.
t,c
11
10
9
8
7
6
5
4
3
2
1
0 °C
200 220 240 260 280
Рисунок 3 – Залежність часу паяння від температури пайки
Важливою проблемою є окислення олово-свинець. Швидке переміщення припою відкриває доступ кисню повітря до вільної від окислів поверхні, тобто оксидний шар збагачується, а ванна, внаслідок цього, збіднюється оловом, тому в паяльну ванну необхідно додавати припой, збагачений оловом.
Іноді, при хвилевому паянні для гальмування окислення і зменшенні шкідливої дії окислів на паяні з’єднання до рідкого припою додають жири (олія з земляного горіха, пальмова олія з незначною кількістю води). Добавляється жир накладанням олійної хвилі на хвилю припою чи безпосередньо змішуванням в припої. Завдяки цьому досягають деяких переваг (більш низька температура паяння, незначні витрати припою, блискуча поверхня паяних з’єднань). Після паяння необхідне якісне промивання, при якому жир видаляється без залишку, в гіршому разі утворюється поживна основа для всіляких грибкових колоній та знижується кліматична стійкість виробу. При перемішуванні жиру з припоєм в паяних з’єднаннях спостерігається вміст олії. Тому в більшості випадків працюють без жирів і підтримують хорошою фільтрацією незначний вміст окислів у ванні з припоєм.
4 Охолодження. Після проведення хвилевого паяння необхідне часткове чергове оброблювання. Воно може бути складовою в процесі промивання і очищення (жирове паяння). Залишки флюсу в основному не потребують видалення, так як застосовуються флюси, що не спричиняють корозії. Раптового охолодження необхідно уникати, так як із-за різноманітності коефіцієнтів лінійного розширення базового матеріалу і металевої фази (мідь, припой) можуть утворитися тріщини.
Похожие работы
... частота лежит вне диапазона в рабочих частотах проектируемого устройства, следовательно, влияние на работу устройства она не оказывает. 5 Выбор и обоснование технологического процесса сборки и монтажа печатных плат Методы сборки и монтажа печатных плат можно классифицировать по степени автоматизации сборочного – монтажных работ. При этом можно выделить следующие методы сборки: Ручная: Ручная ...
... линии, линии и участки гибкого автоматизированного производства (ГАП). При выполнении курсового проекта достаточно рассмотреть 2 варианта маршрутной технологии сборки и монтажа изделия. При этом необходимо руководствоваться схемами типовых технологических процессов сборки блоков РЭА с применением микросхем и навесных ЭРЭ (ОСТ 4ГО.054.267). Средства технологического оснащения, используемые при ...


... поверхность КП после монтажа на ней компонентов. Чаще всего материалами защитных покрытий являются лаки на основе полиуретановых, эпоксиамидных и других органических смол. 6. Разработка алгоритма реализации основных этапов ТП сборки и монтажа ячейки ИММТ На основании выбранных материалов и оборудования для сборки и монтажа ячейки ИММТ можно составить алгоритм реализации основных этапов ...
... линии, линии и участки гибкого автоматизированного производства (ГАП). При выполнении курсового проекта достаточно рассмотреть 2 варианта маршрутной технологии сборки и монтажа изделия. При этом необходимо руководствоваться схемами типовых технологических процессов сборки блоков РЭА с применением микросхем и навесных ЭРЭ (ОСТ 4ГО.054.267). Средства технологического оснащения, используемые при ...
0 комментариев