Навигация
Содержание
Введение
1. Назначение и классификация фрезерных станков
2. Рациональные правила и приемы работы
3. Виды режущих инструментов
3.1 Инструментальные материалы для фрез
3.2 Насадные фрезы
3.3 Концевые фрезы
4. Понятие о качестве продукции
4.1 Показатели качества машин
4.2 Оценка уровня качества и аттестация машин
4.3 Управление качеством продукции
Список использованной литературы
Введение
На фрезерных станках производится обработка заготовок из древесины и древесных композиционных материалов (древесностружечных, столярных, древесноволокнистых плит и фанеры).
Заготовками называются отрезки древесины или древесных материалов, имеющие размеры равные или кратные размерам деталей с учетом припусков на последующую обработку, в том числе на усушку. Заготовки получают в результате раскроя пиломатериалов или композиционных материалов, имеющих большие размеры по сечению, длине или площади.
В зависимости от методов получения деревянных заготовок различают: пиленые, полученные в результате обработки на круглопильных или ленточнопильных станках, и калиброванные (строганые), полученные из пиленых фрезерованием в заданный размер но сечению на четырехсторонних продольно-фрезерных станках ••ли соответствующих линиях обработки брусковых деталей. В настоящее время широкое распространение получают клееные заготовки, полученные путем склеивания по длине и по ширине более мелких заготовок. На фрезерных станках в большинстве случаев обрабатываются строганые заготовки, предназначенные для изготовления разнообразных деталей в производстве мебели, столярно-строительных деталей, судо-, авто-, вагоностроении, сельхозмашиностроении и ряде других отраслей промышленности.
Заготовки изготавливают из древесины различных пород: хвойных (сосны, ели, лиственницы, кедра, пихты и др.), твердых лиственных (березы, бука, дуба, ясеня), мягких лиственных (осины, липы и др.).
Промышленность выпускает заготовки для специализированных производств: лыж, музыкальных инструментов, бочек, ткацких челноков, катушек, шпуль и т. д. по соответствующим ГОСТам и техническим условиям (ТУ).
С целью увеличения полезного выхода древесины номинальные размеры сечений заготовок приближены к соответствующим размерам выпускаемых пиломатериалов и установлены ГОСТ для древесины влажностью 15%. Заготовки влажностью более 15% должны выпускаться с припуском на усушку. Влажность заготовок обычно должна соответствовать заданной техническими условиями или стандартами влажности для выпускаемых деталей.
1. Назначение и классификация фрезерных станков
Технологический процесс получения готовой детали из заготовки в общем случае включает ряд последовательных операций, выполняемых на фуговальных, рейсмусовых, четырехсторонних продольно-фрезерных, собственно фрезерных, шлифовальных и других станках. В результате выполнения этих операций на заготовке формируются новые поверхности, точное положение которых относительно друг друга достигается соответствующим положением технологической базы заготовки на установочных и направляющих поверхностях конструктивных элементов станка.
По конструктивным и технологическим признакам различают следующие основные типы фрезерных станков: с нижним расположением шпинделя, копировальные с верхним расположением шпинделя, карусельные и модельные. Фрезерные станки предназначены для плоской, профильной и рельефной обработки прямолинейных и криволинейных деталей и узлов способом фрезерования, в том числе формирования сквозных и несквозных профилей, контуров, выборки пазов, гнезд, шипов и т. д.
На станках с нижним расположением шпинделя производят следующие виды обработки деталей: продольную плоскую и. фасонную, криволинейную обработку прямых и фасонных кромок, по наружному и внутреннему контуру щитов и рамок, несквозную зарезку пазов, а также шипов и проушин. Следует отметить, что в условиях специализированных производств продольную обработку деталей производительнее выполнять на станках проходного типа продольно-фрезерных: рейсмусовых и четырехсторонних.
На копировальных станках с верхним расположением шпинделя фрезеруют прямолинейные и криволинейные боковые поверхности, щиты и рамки, выбирают пазы, гнезда, полости различной конфигурации, сверлят и зенкуют отверстия, а при наличии специальных приспособлений нарезают короткие резьбы, вырезают пробки, выполняют различные художественные работы.
На карусельных станках с большой производительностью выполняют криволинейную обработку по копиру прямых и фасонных кромок брусковых и щитовых деталей, в том числе и по контуру. Модельные станки позволяют производить фрезерование верхних и боковых поверхностей деталей сложной конфигурации, а также расточку, обточку, сверление и другие подобные операции при изготовлении литейных моделей и стержневых ящиков в специализированных литейных производствах.
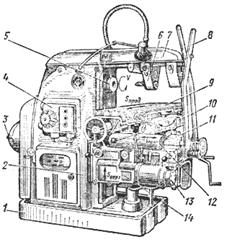
Фрезерные станки с нижним расположением шпинделя. Фрезерные станки с нижним расположением шпинделя наиболее универсальны и находят широкое применение во всех отраслях деревообработки, т. к. позволяют выполнять широкий ряд технологических операций: плоское и профильное фрезерование кромок, криволинейное фрезерование по шаблону (копиру), несквозное фрезерование пазов, нарезание шипов и выборку проушин и т. д. Эти операции можно выполнять как с ручной, так и механизированной подачей заготовок.
Станкостроительная промышленность выпускает следующие модели фрезерных станков с нижним расположением шпинделя: ФС-1
(фрезерный средний с ручной подачей заготовок толщиной до
100 мм — базовая модель), ФСШ-1 (то же, но оснащен шипорезной кареткой для нарезания простых шипов), ФСШ-П (то же, но
с механизированной подачей шипорезной каретки). Имеются фрезерные станки с нижним расположением шпинделя типов ФЛ (легкие с шириной фрезерования до 80 мм), ФС (средние—до 100 мм),
ФТ (тяжелые — до 125 мм), а также их модификации с ручной
подачей шипорезной каретки (ФЛШ, ФСШ и ФТШ) и автоподатчиком заготовок (ФЛА, ФСА и ФТА).
На деревообрабатывающих предприятиях часто встречаются фрезерные станки с нижним расположением шпинделя и ручной подачей заготовок типов Ф-5, Ф-6, ФШ-4, а также станок ФА-4 с механизированной подачей заготовок звездочкой. Ведущее предприятие по выпуску фрезерных станков — Днепропетровский станкостроительный завод.
Фрезерные станки с верхним расположением шпинделя. В эту группу входят копировальные станки (ВФК-1, ВФК-2), карусельные (Ф1К-2, Ф1К-2А) и модельные (ФМ25, ФМС). Фрезерные копировальные станки с верхним расположением шпинделя универсальные. Эти станки находят широкое применение при производстве мебели, различных изделий широкого потребления, радиоаппаратуры, вагоностроении и т. д.
Технические характеристики фрезерных станков с нижним расположением шпинделя.
| ФС-I | ФСШ-I | ФСШ-II | |
| Наибольшая толщина обрабатываемого изделия, мм….. | 100 | 100 | 100 |
| Длина стола, мм………………….. | 1000 | 1000 | 1000 |
| Ширина стола, мм……………….. | 800 | 800 | 800 |
| Размер внутреннего конуса Морзе по СТ СЭВ 147-75……….. | 4 | 4 | 4 |
| Частота вращения шпинделя, мин-1……………………………… | 3550; 7100 | 4500; 9000 | 3000; 6000; 4500; 9000 |
| Вертикальное перемещение шпинделя, мм……………………. | 160 | 160 | 160 |
| Диаметр шпиндельной насадки, мм………………………………… | 32 | 32; 27* | 32 |
| Наибольший диаметр режущего инструмента, мм………………… | 250 | 250 | 250 |
| Наибольшая ширина заготовки, устанавливаемой на столе шипорезной каретки при глубине шипа 100 мм, мм………………… | --- | 230 | 230 |
| Ход шипорезной каретки, мм…... | --- | 500 | 500 |
| Привод подачи шипорезной каретки……………………………. | --- | Ручной | Механический |
| Наибольшая скорость механической подачи, м/мин, не менее……………………………… | --- | --- | 20,0 |
| Габаритные размеры станка (длина х ширина х высота), мм…. | 1085 х 1150 х 1320 | 1550 х 1500 х 1320 | 1420 х 1510 х 1360 |
| Масса станка, кг…………………. | 840 | 940 | 920 |
Техническая характеристика фрезерных копировальных станков с верхним расположением шпинделя.
| ВФК-1 | ВФК-2 | |
| Размер стола, мм…………………………….......... | 700 х 760 | 800 х 1180 |
| Частота вращения шпинделя, мин-1……………… | 18 000 | 18 000 |
| Диаметр фрезы, мм……………………………….. | 2 – 36 | 2 – 36 |
| Вертикальное перемещение шпинделя, мм…….. | Ручное 130 | Пневматическое 130 |
| Мощность электродвигателя механизма резания, кВт…………………………………………………. | 1,5 | 1,5 |
| Вылет шпинделя, мм……………………………… | 600 | 710 |
| Наибольший просвет между шпинделем и столом, мм………………………………………………….. | 460 | 300 |
| Высота стола от пола, мм: | ||
| наибольшая………………………………………… | 1000 | 1000 |
| наименьшая……………………………………….. | 800 | 800 |
| Габаритные размеры (длина х ширина х высота) | 1170 х 1240 х 1670 | 1180 х 1450 х 1600 |
| Масса, кг, не более…………………………………. | 750 | 870 |
Станки фрезерные карусельные предназначены для плоскостного и фигурного фрезерования брусковых и щитовых деталей из древесины и древесных материалов по копирам в различных деревообрабатывающих производствах. Различают фрезерные карусельные станки с верхним Ф1К-2, Ф1К-2А и нижним Ф2К-ШЗ расположением шпинделя.
Для получения деталей с высокими требованиями к.шероховатости обработанной поверхности (чаще всего детали, поверхность которых в дальнейшем должна подвергнуться облагораживанию — лакированию, крашению (например, ножки, царги и сиденья стульев), фрезерные карусельные станки оснащаются шлифовальными головками.
Техническая характеристика фрезерных карусельных станков
| Ф1К-2 | Ф1К-2А | Ф2К-Ш3 | |
| Фрезерных шпинделей, шт……………… | 1 | 1 | 2 |
| Шлифованных головок, шт……………… | --- | 1 | 3 |
| Размеры обрабатываемых деталей, мм: | |||
| диаметр (длина)………………………….. | 230 – 1200 | 230 – 1200 | 310 – 920 |
| ширина……………………………………. | 230 | 230 | 30 – 130 |
| Наибольшая высота фрезерования, мм…. | 100 | 100 | 20 |
| Диаметр стола, мм………………………… | 1000 | 1000 | 2400 |
| Частота вращения шпинделя, мин -1…….. | 7000 | 7000 | 7000 |
| Частота вращения шлифованной головки, мин -1……………………………………….. | 3000 | 3000 | 3000 |
| Частота вращения стола, мин -1…………... | 0,3 – 5,5 | 0,3 – 5,5 | 1 – 5 |
| Наибольшее вертикальное перемещение шпинделя, мм……………………………… | 50 | 50 | 50 |
| Частота осцилляции шлифованной ленты, мин -1……………………………………….. | 120 | 120 | 95 |
| Габаритные размеры станка (длина х ширина х высота), мм, не более………… | 2470 х 1150 х 2100 | 2470 х 1550 х 2100 | 4130 х 4050 х 1150 |
| Масса станка, не более……………………. | 2300 | 2460 | 4000 |
Техническая характеристика одношпиндельных фрезерных станков с ручной подачей
| ФЛ | ФС-1 | ФТ | |
| Толщина обрабатываемого изделия, мм……………… | 80 | 100 | 125 |
| Размеры стола (длина х ширина), мм……………………………….. | 800 х 630 | 1000 х 800 | 1250 х 1000 |
| Частота вращения шпинделя, мин-1……………………………… | 600; 12 000 | 3550; 7100 | 4000; 8000 |
| 4500; 9000 | |||
| Вертикальное относительное перемещение шпинделя, мм…… | 100 | 100 | 100 |
| Диаметр шпиндельной насадки, мм……………………………….. | 22 | 32 | 32 |
| Наибольший диаметр режущего инструмента, мм………………… | 250 | 250 | 250 |
| Мощность электродвигателя, кВт | 1,8 (2,3) | 4,7 (5,5) | 4,7 (5,5) |
| Габаритные размеры, мм: | |||
| длина……………………… | 950 | 1085 | 1175 |
| ширина…………………… | 875 | 1150 | 1250 |
| высота…………………….. | 1255 | 1225 | 1285 |
| Масса, т.......................... ………. | 0,68 | 0,8 | 0,8 |
Фрезерные станки с нижним расположением шпинделя бывают: с ручной подачей для профильного фрезерования по линейке, кольцу и копиру (легкие — ФЛ, средние — ФС, тяжелые — ФТ); с шипорезной кареткой, позволяющей вырабатывать на концах деталей шипы и проушины (средние— ФСШ, тяжелые—ФТШ); с механической подачей для прямолинейной обработки (легкие—ФЛА, средние — ФСА, тяжелые — ФТА).
Техническая характеристика одношпиндельных фрезерных станков с механической подачей
| ФЛА | ФСА-1 | ФТА | |
| Толщина обрабатываемого изделия, мм……………… | 80 | 100 | 125 |
| Размеры стола (длина х ширина), мм……………………………….. | 1000 х 800 | 1000 х 800 | 1250 х 1000 |
| Диаметр шпиндельной насадки, мм………………………………… | 22 | 32 | 32 |
| Частота вращения шпинделя, мин-1……………………………… | 6000; 12 000 | 4500; 9000 | 4000; 8000 |
| Вертикальное относительное перемещение шпинделя, мм…… | 100 | 100 | 100 |
| Наибольший диаметр режущего инструмента, мм………………… | 250 | 250 | 250 |
| Величина подачи, м/мин……….. | 8 – 25 | 8 – 25 | 8 - 25 |
| Мощность электродвигателя, кВт | 2,25 (2,9) | 5,15 (6,1) | 5,15 (6,1) |
| Габаритные размеры, мм: | |||
| длина……………………… | 1000 | 1000 | 1180 |
| ширина…………………… | 1000 | 1090 | 1250 |
| высота…………………….. | 1355 | 1355 | 1360 |
| Масса, т.......................... ………. | 0,84 | 0,85 | 1,1 |
Техническая характеристика одношпиндельных фрезерных станков с шипорезной кареткой
| ФТШ | ФСШ-1 | ФЛШ | |
| Толщина обрабатываемого изделия, мм……………… | 125 | 100 | 80 |
| Размеры стола (длина х ширина), мм……………………………….. | 1250 х 1000 | 1000 х 800 | 1000 х 800 |
| Диаметр шпиндельной насадки, мм………………………………… | 32 | 27 | 22 |
| Частота вращения шпинделя, мин-1……………………………… | 4000; 8000 | 3500; 7000 | 3500; 6000 |
| 4500; 9000 | 70000 | ||
| Вертикальное относительное перемещение шпинделя, мм…… | 100 | 100 | 100 |
| Диаметр шипорезного диска, мм. | 250 | 250 | 250 |
| Ход шипорезной каретки, мм….. | 500 | 500 | 500 |
| Мощность электродвигателя, кВт | 4,7 (5,5) | 4,7 (5,5) | 1,8 (2,3) |
| Габаритные размеры, мм: | |||
| длина……………………… | 1550 | 1550 | 1550 |
| ширина…………………… | 1750 | 1500 | 1500 |
| высота…………………….. | 1320 | 1320 | 1320 |
| Масса, т.......................... ………. | 1,1 | 0,87 | 0,87 |
Похожие работы
... основных узлов и агрегатов, выявление наиболее оптимальных технических решений и внедрение их в производство. Целью данного курсового проекта является разработка автоматической коробки подач горизонтально – фрезерного станка, переключение передач в которой осуществляется при помощи электромагнитных муфт. 1. Общая характеристика и назначение металлорежущих станков, для которых проектируется ...
... колесо-рейка). Приводы должны обеспечивать широкий диапазон режимов обработки, максимальную производительность, высокую точность позиционирования исполнительных органов. Анализируя существующую гамму вертикально фрезерных станков, приходим к выводу, что целесообразно применить традиционную схему цепи подач со ступенчатым регулированием режимов обработки. Вращение от электродвигателя передаётся ...
... . Фрезерование шпоночной фрезой обеспечивает получение более точного паза; при переточке по торцовым зубьям диаметр фрезы практически не изменяется. Фрезерование цилиндрических зубчатых колес на вертикально-фрезерных станках осуществляется пальцевой фрезой (рис 2.10). Сложно-профильные поверхности могут включать в себя выпуклые, вогнутые и прямолинейные участки. Причем в качестве инструмента ...
... полость гидроцилиндра, толкатель отходит назад, тянет за собой прихват и отжимает вал. Заключение В результате проделанной работы нами разработано приспособление для обработки шпоночных пазов на вертикально - фрезерном станке 6Р12. Простота конструкции, использование типовых и стандартных деталей и узлов существенно облегчает изготовление приспособление, а использование гидравлического ...
0 комментариев