Навигация
3.3 Концевые фрезы
В отличие от насадных фрез у концевых нет посадочного отверстия, а есть хвостовик, которым они закрепляются на шпинделе станка. Хвостовики бывают цилиндрические, конусные или резьбовые. Фрезы закрепляют в конусном или резьбовом гнезде шпинделя, патроне или цанге. В зависимости от формы поверхности, описываемой режущими кромками при вращении инструмента, фрезы подразделяют на цилиндрические и фасонные.
Концевые фрезы применяют для выборки гнезд и пазов, обработки деталей по контуру, фасонной обработки боковых поверхностей деталей, снятия свесов у щитов, облицованных различными материалами, объемного копирования и т. п. В отличие от насадных концевые фрезы имеют небольшой диаметр (практически от 3 до 60 мм). В связи с этим для обеспечения необходимых скоростей резания концевые фрезы работают при частоте вращения 9000— 24000 мин-1. При таких частотах вращения и сравнительно небольших скоростях подачи (5—10 м/мин) подача на один зуб (при 2=1... 2) незначительна, что обеспечивает высокое качество обработки.
Концевые фрезы изготавливают в основном цельными, но существуют конструкции и сборных концевых фрез. При выборке продольных пазов, фрезеровании четверти, обработке внутренних контуров деталей (для заглубления) концевые фрезы кроме боковых режущих кромок должны иметь и торцовые режущие кромки.
В зависимости от оформления задних поверхностей зубьев концевые фрезы разделяются на затылованные, незатылованные и с остроконечными зубьями. Сведения о затылованных фрезах и фрезах с остроконечными зубьями приведены выше. Под незатылованными здесь понимаются фрезы, у которых задняя поверхность для любой точки боковой режущей кромки оформлена по дуге окружностей из центра фрезы. Для создания необходимых углов резания незатылованные фрезы устанавливают в эксцентриковый зажимной патрон. По мере переточек уменьшается масса инструмента, поэтому незатылованные концевые фрезы необходимо периодически балансировать вместе с патроном. Балансируют их также и при изменении установочных углов в патроне.
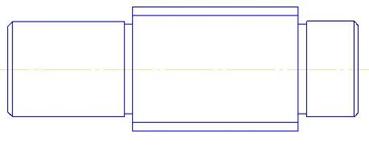
Цельные концевые фрезы могут быть изготовлены целиком из легированной или быстрорежущей стали с припаянными пластинками из твердого сплава, монолитными (целиком из твердого сплава), в виде монолитной рабочей части из твердого сплава и напаянным хвостовиком из конструкционной стали. Фрезы концевые цилиндрические из легированной стали марок Х6ВФ и 8Х4В4Ф1 (Р4) изготавливают трех типов (рис. 10): незатылованные для фрезерования по контуру (а); затылованные для фрезерования по контуру (б); для выборки гнезд (в). Фрезы типов -а и б-однорезцовые, типа в — двухрезцовые. Диаметр фрез типа а 3— 20 мм с градацией через 1 мм до диаметра 8 мм и через 2 имевшие 8 мм. Диаметр фрез типов б и в. 5; 6; 8; 10; 12; 16; 20 и 25 мм. Для уменьшения' трения торцовых кромок о древесину при выборке пазов и гнезд дается поднутрение к центру фрезы под углом 2...30. Задний угол торцевых кромок 20—25°. Угловые параметры для боковых режущих кромок следующие: а=10 15°; у = 30;..35°.
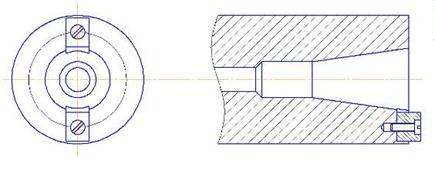
Для фрезерования различных древесных материалов (ДСтП,
ДВП, пластики и др.) следует применять концевые фрезы, осна- щенные пластинками твердого сплава. На рис. 10, г показана одно-резцовая незатылованная фреза, корпус которой изготовлен из стали 40Х или стали 45, а пластинка — из твердого сплава ВК15. Диаметр таких фрез 8—18 мм с градацией через 2 мм, диаметр посадочной шейки 8 и 10 мм, длина 55—70 мм. Эти фрезы изготавливают Сестрорецкий и Томский инструментальные заводы.
4. Понятие о качестве продукции
Качество продукции — один из важнейших показателей деятельности предприятия. Под качеством продукции понимают совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенные потребности применительно к ее назначению (ГОСТ 15467—70).
Качество машин зависит от многих факторов. Перечислим основные:
· технические, определяющие технический уровень конструкции, надежность и другие показатели качества конструкции выпускаемого оборудования, а также технологические и контрольные процессы его изготовления;
· производственные, характеризующиеся техническим уровнем технологического оборудования и прежде всего его способностью обеспечить точность и заданный класс шероховатости поверхности;
· квалификационные, к которым относится квалификация занятых в производстве рабочих, контролеров и других исполнителей;
· организационные, характеризующие состояние технологической дисциплины, соблюдение принципов и методов научной организации труда;
· экономические, к числу которых относятся уровень цен на продукцию машиностроения и потребляемые им материалы и комплектующие изделия, порядок кредитования и финансирования мероприятий по повышению качества продукции, системы материального стимулирования за достижения в этой области и др.
Улучшение качества продукции обычно связано с дополнительными затратами труда. Поэтому уровень качества продукции должен быть оптимальным, обеспечивающим удовлетворение потребностей по определенному назначению при минимальных затратах на производство и эксплуатацию этой продукции. В большинстве случаев оптимальный уровень качества должен быть максимально достижимым при современном состоянии науки и техники.
Похожие работы
... основных узлов и агрегатов, выявление наиболее оптимальных технических решений и внедрение их в производство. Целью данного курсового проекта является разработка автоматической коробки подач горизонтально – фрезерного станка, переключение передач в которой осуществляется при помощи электромагнитных муфт. 1. Общая характеристика и назначение металлорежущих станков, для которых проектируется ...
... колесо-рейка). Приводы должны обеспечивать широкий диапазон режимов обработки, максимальную производительность, высокую точность позиционирования исполнительных органов. Анализируя существующую гамму вертикально фрезерных станков, приходим к выводу, что целесообразно применить традиционную схему цепи подач со ступенчатым регулированием режимов обработки. Вращение от электродвигателя передаётся ...
... . Фрезерование шпоночной фрезой обеспечивает получение более точного паза; при переточке по торцовым зубьям диаметр фрезы практически не изменяется. Фрезерование цилиндрических зубчатых колес на вертикально-фрезерных станках осуществляется пальцевой фрезой (рис 2.10). Сложно-профильные поверхности могут включать в себя выпуклые, вогнутые и прямолинейные участки. Причем в качестве инструмента ...
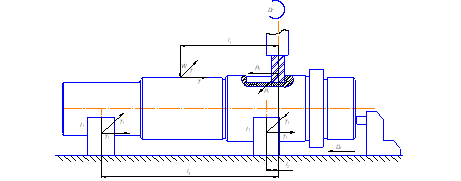
... полость гидроцилиндра, толкатель отходит назад, тянет за собой прихват и отжимает вал. Заключение В результате проделанной работы нами разработано приспособление для обработки шпоночных пазов на вертикально - фрезерном станке 6Р12. Простота конструкции, использование типовых и стандартных деталей и узлов существенно облегчает изготовление приспособление, а использование гидравлического ...
0 комментариев