Навигация
Инструментальные материалы для фрез
43355
знаков
6
таблиц
0
изображений
3.1 Инструментальные материалы для фрез.
Одно из основных условий высокопроизводительной работы режущего инструмента — правильный выбор инструментального материала. Для изготовления режущих элементов фрезерного инструмента в деревообработке применяют инструментальные стали (легированные, быстрорежущие), твердые сплавы, металлокерамические материалы. Для изготовления корпусов инструментов используют конструкционную качественную сталь, конструкционную легированную сталь, а также специальные легкие сплавы.
Легированные инструментальные стали. Эти стали в своем составе содержат легирующие элементы (хром X, вольфрам В, ванадий Ф и др.), повышающие их режущие и другие свойства (например, износостойкость возрастает в 2—2,5 раза по сравнению с износостойкостью углеродистых инструментальных сталей). Для изготовления цельных насадных фрез, а также сменных резцов и ножей в сборных фрезах широко используют хромовольфрамованадиевые стали марок Х6ВФ и 9Х5ВФ.
Быстрорежущие инструментальные стали. Эти стали обладают более высокими режущими свойствами по сравнению с обычными легированными сталями вследствие большего содержания вольфрама В, а также присутствия молибдена М. Для дереворежущих инструментов используют следующие марки быстрорежущих сталей: Р4, Р9, Р12, Р18, Р6МЗ, Р6М5. Вольфрамомолибденовые стали марок 6РМЗ и Р6М5 значительно повышают прочность и износостойкость инструмента. Вследствие значительного содержания молибдена режущие свойства этих сталей близки к режущим свойствам быстрорежущих сталей Р12 и Р18, несмотря на то, что содержание вольфрама в них в 2—3 раза меньше.
Твердые металлокерамические сплавы. Основные компоненты твердых сплавов — карбиды вольфрама, титана и тантала. Кобальт в составе твердых сплавов играет роль цементирующей связки. В деревообработке наибольшее распространение получили однокарбидные металлокерамические твердые сплавы, содержащие карбиды вольфрама (марки ВК6, ВК6М, ВК8, ВК8В, ВК15).
При изготовлении инструмента с пластинками твердого сплава, как правило, используют стандартные пластинки, которые крепят к державке или корпусу методом пайки или механическими устройствами.
3.2 Насадные фрезы
Для фрезерования древесины и древесных материалов широко используют насадные фрезы, отличительная особенность которых— отверстия для насадки на шпиндель станка или непосредственно на вал электродвигателя.
Насадные фрезы в зависимости от конструктивного исполнения разделяют на цельные и сборные. В свою очередь цельные насадные фрезы могут быть одинарными и в виде наборов фрез (составные). Набор цельных фрез чаще всего представляет собой группу фрез, подобранных для обработки профилей деталей, получение которых одинарными фрезами трудно, непроизводительно или невозможно. Набор цельных фрез закрепляют на одном общем валу. В набор могут входить фрезы одинаковые по параметрам или разные. Цельные, фрезы изготавливают из одной заготовки легированной стали или из конструкционной стали с припаянными пластинками твердого сплава или легированной стали. По оформлению задней поверхности зуба дельные фрезы разделяют на затылованные и с прямой задней гранью (с остроконечными зубьями). Затылованные цельные фрезы чаще всего предназначены для фасонного фрезерования различных профилей, режущая кромка у них фасонная.
В зависимости от формы режущих кромок получается тот или иной профиль обрабатываемых деталей. Зубья фасонных затылованных фрез имеют плоскую переднюю грань; заднюю их грань чаще всего оформляют по кривым архимедовой спирали или по дугам окружности, проведенным из смещенного центра. Особенность затылованных фрез в том, что при переточках по передней грани они сохраняют постоянство профиля режущей кромки в осевом сечении зуба фрезы.
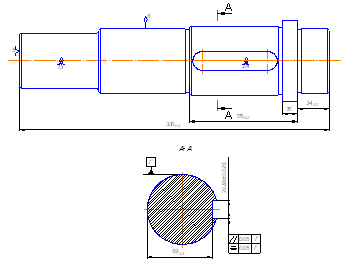
Диаметры посадочного отверстия d у фрез цельных фасонных составляют 22; 27 и 32 мм, что в большинстве случаев совпадает с соответствующими размерами оправок фрезерных станков. Внешний диаметр D фасонных фрез 80; 100 и 125 мм.
Фасонные цельные затылованные фрезы имеют ряд достоинств: сохраняют угловые параметры за весь срок службы инструмента, что обеспечивает постоянство профиля обрабатываемых деталей, удобны в эксплуатации, хорошо сбалансированы. Однако имеют и недостатки, основной из которых — нерациональное использование легированной инструментальной стали: эффективно используется не более 10—20 % массы фрезы.
У фрез с остроконечными зубьями передняя и задняя грани имеют плоскую форму в плоскостях перпендикулярных оси вращения фрезы. Конструкции фрез данного типа довольно разнообразны. К группе фрез с остроконечными зубьями относятся фрезы для фасонного фрезерования, пазовые, для фрезерования шипов и др. В зависимости от назначения и конструкции фрезы с остроконечными зубьями затачивают по передней или задней грани. Эти фрезы могут быть изготовлены целиком из легированной или конструкционной стали (корпус) с припаянными пластинками быстрорежущей стали или твердого сплава на зубьях фрезы. В зависимости от вида выполняемых работ и сложности профиля детали фрезы с остроконечными зубьями могут быть одинарными, составными (составлены из разных фрез) или в виде комплектов из нескольких однотипных фрез.
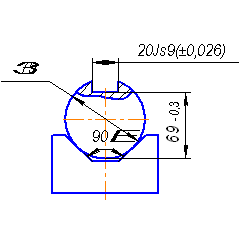
Боковые режущие кромки фрез, обеспечивающие размер по ширине В паза, имеют задний угол 3°. Для сохранения ширины В постоянной зубья затачивают по задним граням. Пазовые фрезы для поперечных пазов кроме основных зубьев, формирующих размер В, имеют с двух сторон подрезающие зубья с передним углом 45°. Подрезающие зубья (подрезатели) выступают над основной окружностью резания на 0,5 мм и служат для обеспечения качественной обработки. Существуют аналогичные по конструкции пазовые фрезы, оснащенные пластинками твердого сплава.
Для плоского цилиндрического фрезерования применяют фрезы с остроконечными зубьями, оснащенными пластинками твердого сплава. Эти фрезы чаще всего используют в мебельном производстве при обработке щитов, облицованных шпоном, пластиками и другими материалами. Для повышения качества обработки со стороны облицовочного слоя (устранения сколов) зубья имеют наклон к оси вращения. Наклон режущей кромки выбирают таким образом, чтобы сила Р была направлена в глубь массива. При фрезеровании плит, облицованных с двух сторон, применяют фрезы с двусторонним наклоном режущих кромок, что обеспечивают составные фрезы, состоящие из двух одинаковых фрез, но с разным наклоном зубьев, или одинарные фрезы с двумя рядами зубьев. Угол наклона зубьев к оси фрезы обычно 15—20°.
При фрезеровании древесных материалов (ДСтП, ДВП, пластиков и др.) рационально использовать твердый сплав в качестве инструментального материала. В зависимости от профиля обрабатываемой детали могут быть применены стандартные пластинки или пластинки из пластифицированного твердого сплава. Довольно часто приходится перешлифовывать стандартные пластинки твердого сплава, чтобы придать им требуемую форму и размеры. Перешлифовку .делают алмазными кругами повышенной производительности. В целях рационального использования твердого сплава, а также в зависимости от профиля режущей кромки пластинки припаивают по передней или задней грани зуба. Так, для фрез, предназначенных для плоского или углового фрезерования, более экономичное использование пластинки будет при расположении ее по задней грани, однако при этом должна быть обеспечена надлежащая прочность припайки. У фрез для фасонной обработки пластинки твердого сплава, как правило, припаивают к передней грани.
Окончательное профилирование режущих кромок фрезы делают после припайки пластинок. Очертание профильных режущих кромок у фасонных фрез, оснащенных твердым сплавом, может быть самым разнообразным.
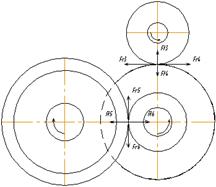
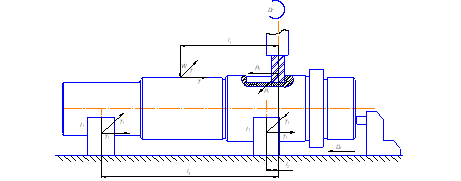
Для фрезерных станков наибольшее распространение получили конструкции сборных насадных фрез, представленные на рис. 9. Дисковая пазовая фреза предназначена для фрезерования пазов и проушин на станках с шипорезной кареткой. Такая фреза содержит вставные ножи 1, укрепляемые в клиновых пазах корпуса 4 клиньями 2 и распорными винтами 3. Внешний диаметр D фрез 200; 250; 320 и 360 мм. Ножи изготавливают из стали или оснащают пластинками твердого сплава длиной 50 мм и шириной 8; 12; 16; 20 мм. Диаметр посадочного отверстия 32 и 40 мм.
Цилиндрическая сборная фреза с прямыми ножами (рис. 9,6) имеет центробежно-клиновой способ крепления ножей. Фреза состоит из корпуса 4, ножей 1, клиньев 2 и распорных болтов 3: При вывинчивании болтов 3 клинья 2 прочно закрепляют ножи в корпусе. Для надежного крепления ножей усилие затяжки составляет 30—40 Н при длине ключа 120—140 мм. Во время вращения фрезы под действием центробежных сил усилие зажима ножа в корпусе возрастает.
Фрезы выпускают в двух исполнениях: исполнение А — с плоскими стальными ножами длиной 40; 60; 90; ПО; 130; 170 и 200 мм; исполнение Б — с ножами, оснащенными пластинками твердого сплава ВК15. Внешний диаметр фрез 80; 100; 125; 140; 160 и 180 мм. Существуют аналогичные конструкции фрез для профильного фрезерования, а также нарезки шипов.
Составные фрезы собирают (составляют) из двух и более цельных фрез для обработки сложных (двухсторонних) профилей, имеющих участки, расположенные в плоскости вращения фрезы. Сборные насадные фрезы имеют сменные режущие элементы — резцы или ножи. В этом их основная особенность. Сборные насадные фрезы состоят из корпуса, режущих элементов в виде ножей или резцов, деталей крепления, регулирования, центрирования и зажатия на шпинделе станка. Сборные насадные фрезы обеспечивают постоянство диаметра резания независимо от переточек.
Похожие работы
... основных узлов и агрегатов, выявление наиболее оптимальных технических решений и внедрение их в производство. Целью данного курсового проекта является разработка автоматической коробки подач горизонтально – фрезерного станка, переключение передач в которой осуществляется при помощи электромагнитных муфт. 1. Общая характеристика и назначение металлорежущих станков, для которых проектируется ...
... колесо-рейка). Приводы должны обеспечивать широкий диапазон режимов обработки, максимальную производительность, высокую точность позиционирования исполнительных органов. Анализируя существующую гамму вертикально фрезерных станков, приходим к выводу, что целесообразно применить традиционную схему цепи подач со ступенчатым регулированием режимов обработки. Вращение от электродвигателя передаётся ...
... . Фрезерование шпоночной фрезой обеспечивает получение более точного паза; при переточке по торцовым зубьям диаметр фрезы практически не изменяется. Фрезерование цилиндрических зубчатых колес на вертикально-фрезерных станках осуществляется пальцевой фрезой (рис 2.10). Сложно-профильные поверхности могут включать в себя выпуклые, вогнутые и прямолинейные участки. Причем в качестве инструмента ...
... полость гидроцилиндра, толкатель отходит назад, тянет за собой прихват и отжимает вал. Заключение В результате проделанной работы нами разработано приспособление для обработки шпоночных пазов на вертикально - фрезерном станке 6Р12. Простота конструкции, использование типовых и стандартных деталей и узлов существенно облегчает изготовление приспособление, а использование гидравлического ...
0 комментариев