Навигация
Химико – термическая обработка. Её виды
49068
знаков
1
таблица
11
изображений
2. Химико – термическая обработка. Её виды.
Целью химико-термической обработки является получение поверхностного слоя стальных изделий, обладающего повышенными твердостью, износоустойчивостью, жаростойкостью или коррозионной стойкостью. Для этого нагретые заготовки подвергают воздействию среды, из которой путем диффузии в поверхностный слой заготовок переходят нужные для получения заданных свойств элементы: углерод, азот, алюминии, хром, кремний и др.
Эти элементы диффундируют в поверхностный слой лучше, когда они выделяются в атомарном состоянии при разложении какого-либо соединения. Подобное разложение легче всего происходит в газах, поэтому их и стремятся применять для химико-термической обработки стали. Выделяющийся при разложении газа активизированный атом элемента проникает в решетку кристаллов стали и образует твердый раствор или химическое соединение. Наиболее распространенными видами химико-термической обработки стали являются цементация, азотирование, цианирование.
Цементация. Цементацией называется поглощение углерода поверхностным слоем заготовки, который после закалки становится твердым; в сердцевине за готовка остается вязкой. Цементации подвергают такие изделия, которые работают одновременно на истирание и удар.
Существуют два вида цементации: цементация твердым карбюризатором и газовая цементация.
При цементации твердым карбюризатором применяют древесный уголь в смеси с углекислыми солями — карбонатами (ВаСО3, Nа2СО3, К2СО3, СаСО3 и др.).
Цементации подвергают заготовки из углеродистой или легированной стали с массовым содержанием углерода до 0,08 %. Для деталей, подверженных большим напряжениям, применяют стали, содержащие до 0,3 % С. Такое содержание углерода обеспечивает высокую вязкость сердцевины после цементации.
Для цементации заготовки помещают в стальные цементационные ящики, засыпают карбюризатором, покрывают крышками, тщательно обмазывают щели глиной, помещают ящики в печь и выдерживают там 5—10 ч при температуре 930—950 °С.
Технология цементации деталей в твердом карбюризаторе заключается в следующем. Детали очищают от грязи, масла, окалины и упаковывают в цементационный ящик. На дно ящика насыпают карбюризатор слоем 25—30 мм,
на него укладывают первый ряд деталей.
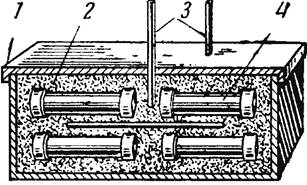
Расстояние между деталями должно быть 15—20 мм, а между деталями и стенкой ящика 15—25 мм. На первый ряд деталей насыпают карбюризатор и укладывают следующий ряд деталей, снова засыпают карбюризатор, и так до заполнения ящика до верха. Сверху ящик закрывают крышкой и обмазывают глиной (рис. 3).
Рис. 3. Упаковка деталей в цементационный ящик:
1 — ящик; 2 — карбюризатор; 8 — «свидетели»; 4 — детали.
При нагревании в присутствии угля углекислый барий при температуре 900 °С распадается по реакции
ВаСО3 + С ® ВаО + 2СО.
В результате образуется оксид углерода, который на поверхности стальных заготовок диссоциирует с выделением активного атомарного углерода; этот углерод адсорбируется и диффундирует в поверхностный слой заготовки, в результате повышается его массовое содержание в аустените, далее по достижении предела растворимости образуется цементит
3Fe + С ® Fe3С.
Поверхности, не подлежащие цементации, изолируют от карбюризатора нанесением на них обмазок или омедняют электролитическим способом. Глубина цементации обычно составляет 0,5—3 мм; цементированные заготовки содержат в поверхностном слое 0,95— 1,1 % С.
При газовой цементации в качестве карбюризатора применяют различные газы и газовые смеси (природный, светильный, генераторный газы и др.). В их состав кроме оксида углерода входят углеводороды, из которых особое значение имеет метан СН4. Газовую цементацию выполняют в герметически закрытых безмуфельных или муфельных печах непрерывного действия при температуре 900— 950 °С и непрерывном потоке цементирующего газа или в шахтных печах периодического действия. В шахтных печах для цементации используют жидкие углеводороды (керосин, синтин), которые каплями подаются в печь и, испаряясь, образуют газы- карбюризаторы.
Преимуществом газовой цементации перед цементацией твердым карбюризатором являются двух-трехкратное ускорение процесса, чистота рабочего места, возможность лучшего управления процессом. Газовая цементация применяется очень широко.
Цементированные заготовки подвергают однократной или двойной закалке и низкому отпуску. Однократную закалку с нагревом до 820—850 °С применяют в большинстве случаев, особенно для наследственно-мелкозернистых сталей, когда продолжительная вы-держка в горячей печи при цементации не сопровождается большим ростом зёрен аустенита. Такая закалка обеспечивает частичную перекристаллизацию и измельчение зерна сердцевины заготовки, а также измельчение зерна и полную закалку цементированного слоя. Закалка после газовой цементации часто производится из цементационной печи после подструживания заготовок до 840— 860 °С.
Двойную закалку применяют, когда нужно получить высокую ударную вязкость и твёрдость поверхностного слоя (например, для зубчатых колес). При этом производят;
I) закалку пли нормализацию с нагревом до температуры 880- 9000 С для исправления структуры сердцевины и ликвидации (растворения) цементитной сетки поверхностного слоя; 2) закалку с нагревом до температуры 760— 780 °С для измельчения структуры цементированного слоя и придания ему высокой твердости (до 60—64 HRC для углеродистой стали). Закаленные заготовки подвергают низкому отпуску (150— 170 °С).
Углеродистая сталь имеет очень большую критическую скорость закалки, и сердцевина заготовок из такой стали независимо от скорости охлаждения имеет структуру перлит + феррит. Поэтому, чтобы получить детали с сердцевиной высокой прочности (сорбит + феррит), применяют легированную сталь, имеющую меньшую критическую скорость закалки (например, сталь марок 20Х, 18ХГТ, 25ХГМ и др.).
Азотирование. Цель азотирования — придание поверхностному слою деталей высокой твердости, износостойкости и коррозионной стойкости. Азотирование осуществляется при выделении активного азота из диссоциирующего аммиака
2NH3 ® 2N + ЗН2.
Азотируют легированную сталь, содержащую алюминий, титан, вольфрам, ванадий, молибден или хром (например, сталь марок 35ХМЮА, 35ХЮА и др.).
Перед азотированием заготовки подвергают закалке и высокому отпуску. Азотирование производят в печах при температуре 500— 600 °С. Активный азот, выделяющийся при диссоциации аммиака, диффундирует в поверхностный слой и вместе с перечисленными легирующими элементами и железом образует очень твердые химические соединения — нитриды (A1N, MoN, Fe3N и др.).
Азотирование на глубину 0,2—0,5 мм продолжается 25—60 ч и в этом его основной недостаток. Однако азотирование имеет ряд преимуществ перед цементацией: температура нагрева сравнительно низкая, а твердость более высокая (1100—1200 по Виккерсу, вместо 800—900 после цементации и закалки); у азотированных изделий большие коррозионная стойкость, сопротивление усталости и меньшая хрупкость. Поэтому азотирование широко применяют для деталей из стали и чугуна (шестерен, коленчатых валов, цилиндров двигателей внутреннего сгорания и т. д.).
Азотирование приводит к некоторому увеличению размеров заготовок, поэтому после азотирования их подвергают шлифованию.
Цианирование. Цианирование — насыщение поверхностного слоя одновременно углеродом и азотом; оно бывает жидкостным и газовым.
Жидкостное цианирование производится в ваннах с расплавами цианистых солей (NaCН, KCН, Са(CN)2., и др.) при температуре, достаточной для разложения их с выделением активных атомов Си N.
Низкотемпературное (550—600 °С) цианирование применяют главным образом для инструментов из быстрорежущей стали с целью повышения их стойкости и производится в расплавах чистых цианистых солей. Высокотемпературное (800—850 °С) цианирование осуществляется в ваннах, содержащих 20—40 %-ные расплавы цианистых солей с нейтральными солями (NaCl, Na.2CO3 и др.) для повышения температуры плавления ванны. Продолжительность жидкостного цианирования от 5 мин до 1 ч. Глубина цианирования 0,2—0,5 мм.
После цианирования заготовки подвергают закалке и низкому отпуску. Цианирование, как и цементацию, применяют для различных изделий, при этом коробление заготовок значительно меньше, чем при цементации, а износо- и коррозионная стойкость более высокие. Недостатком жидкостного цианирования является ядовитость цианистых солей, а также их высокая стоимость.
Газовое цианирование отличается от газовой цементации тем, что к цементирующему газу добавляют аммиак, дающий активизированные атомы азота. Газовое цианирование, так же как и жидкостное, разделяется на низкотемпературное и высокотемпературное.
При низкотемпературном (500—700 °С) газовом цианировании в сталь преимущественно диффундирует азот (с образованием нитридов), а углерод диффундирует в малых количествах. Это цианирование так же как и жидкостное низкотемпературное, применяют для обработки инструментов из быстрорежущей стали.
При высокотемпературном газовом цианировании (800—850 °С) в сталь диффундирует значительное количество углерода с образованием аустенита. После высокотемпературного цианирования заготовки закаливают.
При газовом цианировании, называемом также нитроцементацией, отпадает необходимость в применении ядовитых солей и, кроме того, имеется возможность обработки более крупных деталей.
Диффузионная металлизация. Наиболее распространенными видами диффузионной металлизации являются алитирование, хромирование, силицирование.
Алитирование представляет собой поверхностное насыщение стальных и чугунных заготовок алюминием с образованием твердого раствора алюминия в железе. Его применяют преимущественно для деталей, работающих при высоких температурах (колосников, дымогарных труб и др.), так как при этом значительно (до 10000С) повышается жаростойкость стали.
Для алитирования алюминий сначала наносят на заготовку распылением жидкой струи сжатым воздухом, затем нанесенный слой алюминия защищают жаростойкой обмазкой и производят диффузионный отжиг заготовок при температуре 920 °С в течение 3 ч. В процессе отжига поверхностный слой заготовки насыщается алюминием на глубину в среднем 0,5 мм.
Диффузионное хромирование производится в порошковых смесях, составленных из феррохрома и шамота, смоченных соляной кислотой или в газовой среде при разложении паров хлорида хрома СrCl2. Хромированию подвергаются в основном стали с массовым содержанием углерода не более 0,2 %. Хромированный слой низкоуглеродистой стали незначительно повышает твердость, но обладает большой вязкостью, что позволяет подвергать хромированные детали сплющиванию, прокатке и т. п. Хромированные детали имеют высокую коррозионную стойкость в некоторых агрессивных средах (азотной кислоте, морской воде). Это позволяет заменять ими детали из дефицитной высокохромовой стали.
Силицирование — насыщение поверхностного слоя стальных заготовок кремнием, обеспечивающее повышение стойкости против коррозии и эрозии в морской воде, азотной, серной и соляной кислотах, применяется для деталей, используемых в химической промышленности.
Силицированный слой представляет собой твердый раствор кремния в a-железе. Существует силицирование в порошкообразных смесях ферросилиция, а также газовое силицирование в среде хлорида кремния SiCl4.
Похожие работы
... , водостойкость удовлетворительная. Более теплостоек клей ВС-10Т, который отличается высокими характеристиками длительной прочности, выносливости и термостабильности при склеивании металлов и теплостойких неметаллических материалов. Фенолокремнийорганические клеи содержат в качестве наполнителей асбест, алюминиевый порошок и др. Клеи являются термостойкими, они устойчивы к воде и тропическому ...
... химическое, макроструктурное модифицирование и одновременное обогащение бентопорошка, позволяют повысить сорбционные свойства и качество готовой продукции. 3.4 Разработка полимерных композиционных материалов на основе органоглин на основе бентонита месторождения «Герпегеж» Объектами исследований в данной части работы являются нанокомпозиты, полученные на основе органомодифицированных ...
... из газовой фазы. 2.2. Фазовые и структурные превращения при плазменном нагреве металлов Несмотря на различие физических процессов, лежащих в основе того ими иного способа поверхностного упрочнения металлов (плазменного, лазерного, электронно-лучевого и т.д.), для всех характерна общая особенность - фазовые и структурные превращения протекают в условиях далеких от равновесия. Рассмотрим ...
... в ХХI век и целесообразно рассмотреть требования этого века в технологиям получения материалов. Для развития техники высоких температур необходимы композиционные материалы (КМ) на основе углеродных волокон (УВ), углеродных и карбидо–углеродных матриц. Основные требования к таким КМ в настоящее время и, особенно, в недалеком будущем сведутся к следующему: В двигателях современных и будущих ракет, ...
0 комментариев