Навигация
Определение основных исходных данных
48017
знаков
3
таблицы
11
изображений
2.2 Определение основных исходных данных.
Как видно из диаграммы состояния, в сплаве 1 (Cu+2,3%Be) в твердом состоянии происходит 2-а фазовых превращения. Это растворение-выделение и эвтектоидное. Рассмотрим их:
· при температурах, ниже 740°С (интервал R- U на рис.1) идут реакции выделения из a-фазы b и g-фазы:
![]() ;
;
![]()
· при температуре 605°С (т. Y на рис.1) идет эвтектоидная реакция упорядочения b-фазы:
![]() ;
;
Из жидкости, в интервале температур 980-875°С (интервал S-Q на рис.1) идет реакция выделения кристаллов a-фазы:
![]() .
.
И при температуре солидуса (т. Q) равной 875°С сплав полностью состоит из кристаллов a-фазы.
Полученные в разделе данные сводим в таблицу:
Табл.1 Основные исходные данные по сплаву Cu+2,3%Be.
| Тип фазового превращения | Температура фазового равновесия, °С | Примечания |
| Кристаллизация | 980 | Температура ликвидуса |
| Кристаллизация | 875 | Температура солидуса |
| Растворение-выделение | 740 | |
| Эвтектоидное | 605 |
2.3 Определение возможных видов структурной обработки.
Рассмотрим возможные для этого сплава виды обработок из классов: термической (ТО), деформационно-термической (ДТО) и химико-термической (ХТО) обработок.
2.3.1 ТО.
I) Отжиги I-го рода.
Все отжиги первого рода основаны на структурных превращениях в металле и идут вне зависимости от того, протекает ли в сплаве при обработке фазовые превращения, а следовательно потенциально возможны во всех металлах. Отжиги I рода бывают:
a) гомогенизирующие — подвергаются слитки и заготовки с целью снижения дендритной или внутрикристаллитной ликвации, которая повышает склонность сплава, обрабатываемого давлением, к хрупкому излому, к анизотропии свойств и возникновению таких дефектов, как шиферность (слоистый излом) и флокены (тонкие внутренние трещины, наблюдаемые в изломе в виде белых овальных пятен);
b) рекристаллизационные — подвергаются холоднодеформированные заготовки и детали с целью: частичного сохранения наклепа (неполный рекристаллизационный отжиг), сохранения деформационной или создания собственной текстуры (текстурный рекристаллизационный отжиг), устранения текстуры, получения структурной сверх пластичности (многократная комбинация деформации и рекристаллизационного отжига), получения зерен требуемого размера и монокристаллов (градиентный рекристаллизационный отжиг), снятия наклепа и перевода неравноосных после деформации зерен в более устойчивую, с термодинамической точки зрения, равноосную форму;
c) для снятия остаточных напряжений — подвергаются заготовки и детали, в которых в процессе предыдущих технологических операций, из-за неравномерного охлаждения, неоднородной пластической деформации и т.п. возникли остаточные напряжения (остаточные напряжения могут сниматься и при других видах отжигов).
Исходя из вышесказанного, можно сделать вывод — наш сплав может быть подвергнут любому из вышеприведенных видов отжигов I рода в случае, если исходные параметры состояния заготовки или детали, изготовленных из данного сплава, удовлетворяют условиям проведения соответствующей обработки, т.е.: для гомогенизирующего отжига исходная структура — литая, с выраженной дендритной ликвацией; для рекристаллизационного — холоднодеформированная, с большими степенями деформации; для снятия остаточных напряжений — наличие высоких остаточных напряжений, нежелательных при последующей обработке (в случае отсутствия других технологических операций в этой части технологической цепи, одним из эффектов которых является снятие остаточных напряжений) или использовании.
II) Отжиги II-го рода.
Эти отжиги основаны на фазовых превращениях, происходящих в сплаве в твердом состоянии, поэтому вид возможных отжигов этого подкласса всецело зависит от вида фазовых превращений, происходящих в славе. Они должны обеспечивать фазовую перекристаллизацию сплава.
В зависимости от типа фазовых превращений в данном сплаве могут быть проведены:
a) гетерогенизирующий отжиг — применяется в случае наличия в сплаве процесса выделения из матрицы другой фазы, вследствие изменения равновесной растворимости компонентов при понижении температуры. При этой обработке не происходит коренной ломки структуры по всему объему. Тип кристаллической решетки матричной фазы не меняется. Отжиг приводит к изменению концентрации компонентов в матричной фазе и к изменению количества, размера, а также формы частиц выделяющейся фазы.
b) отжиг с фазовой перекристаллизацией — возможен при наличии в сплаве полиморфного или эвтектоидного (включает полиморфное) превращения и приводит коренной перестройке структуры по всему объему сплава. Он используется для устранения текстуры и измельчения размера зерна.
Исходя из характеристик рассмотренных выше видов отжигов II-го рода, делаем вывод о возможности их применения к рассматриваемому нами сплаву, т.к. в нем присутствуют процессы как растворения-выделения, так и эвтектоидное.
III) Фазовые закалки.
Сущность фазовых закалок — перевод металла в метастабильное структурное состояние с использованием фазового превращения. Различают закалки с полиморфным превращением и без такового. Рассмотрим их:
a) с полиморфным превращением — применяется при наличии в сплаве такового или эвтектоидного, которое включает в себя полиморфное. В случае прохождения этих превращений только по бездиффузионному механизму называются закалкой на мартенсит, если же допускается наличие диффузионного, то — на бейнит.
b) без полиморфного превращения — применяется при наличии в сплаве таких фазовых превращений как: растворение-выделение, порядок-беспорядок, гомогенизация- спиноидальный распад; и называются по названию получаемого после закалки состояния.
Из рассмотренных выше видов фазовых закалок, для нашего сплава применимы закалки как с полиморфным превращением, т.к. в нашем сплаве имеется эвтектоидное фазовое превращение (ФП), так и без полиморфного превращения с использованием такого ФП, как растворение-выделение, которое присутствует в сплаве. Фазовая закалка с ФП растворение-выделение называется закалкой на пересыщенный твердый раствор.
IV) Структурные закалки.
К структурным закалкам относят:
a) вакансионную закалку — упрочнение сплава за счет фиксации большего количества вакансий, имеющееся при высоких температурах.
b) закалку для фиксации высокотемпературной морфологии сплава.
Эти виды закалок универсальны и могут быть применены к любому сплаву, поэтому подходят и для нашего.
V) Стабилизирующие обработки.
К стабилизирующим обработкам относят старение и отпуск. Применяются они обычно в тандеме с закалкой, т.к. в этом случае удается добиться наилучших результатов после обработки. Сущность этих видов обработки — распад метастабильного твердого раствора, с переходом сплава в более стабильное состояние, хотя обычно далекое от истинного равновесия. Процессы распада пересыщенного раствора в закаленном сплаве, так же как возврат и рекристаллизация, протекают самопроизвольно, с выделением тепла.
Для определения возможности проведения данных видов обработки, исходя из вышесказанного, следует заметить, что: старение применяется после закалки на пересыщенный твердый раствор, а отпуск — на мартенсит. Поэтому, т.к. эти два вида закалок возможны в данном сплаве, то и стабилизирующие обработки, следующие после них, так же возможны.
Похожие работы
... отпуска может быть на 10–20оС ниже, а его продолжительность на 20–25% меньше, чем первого отпуска. Охлаждение после отпуска проводится на воздухе. 1.1.5 Влияние термической обработки на свойства штамповых сталей Служебные свойства штампового инструмента и его стойкость в значительной степени определяются соответствующим назначением марки стали, ее термообработкой и условиями эксплуатации ...


... механических нагрузок. Наиболее изнашиваемой частью двигателя гоночного автомобиля является поршень цилиндра. По утверждению специалистов немецкой фирмы Mahle, являющейся лидером в производстве поршней гоночных автомобилей, «стоимость поршня болида Formula –1 практически можно приравнять к цене золота». Основными материалами, используемыми в двигателях Формулы-1, являются алюминиевые магниевые, ...
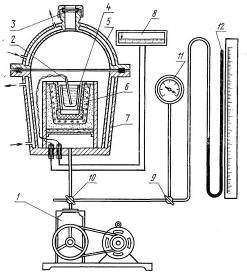
... которая в этот момент равна его растворимости. 1.5 Предложить теоретически обоснованные мероприятия, направленные на предупреждение взаимодействия сплава с кислородом в процессе его приготовления и заливки 1) Плавка в вакууме (отсутствие кислорода). 2) Плавка в среде нейтральных или защитных газов. Исключается процесс окисления, нейтральные газы (Ar и N) создают над поверхность расплава ...





... этапе является более дешевым оборудованием, чем молот. 3. При внедрении и реализации нового технологического процесса штамповки детали типа "фланец" их хромоникелевого жаропрочного сплава уменьшается количество технологических операций, уменьшается суммарная трудоемкость процесса. 4. В рамках разработки нового технологического процесса проведены основные технологические расчеты: определена ...
0 комментариев