Навигация
Оптимизация химического состава сплава
22964
знака
11
таблиц
3
изображения
МИНИСТЕРСТВО ВЫСШЕГО И СРЕДНЕГО СПЕЦИАЛЬНОГО ОБРАЗОВАНИЯ РФ
УРАЛЬСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Нижнетагильский институт
Кафедра металлургической технологии Расчетно-пояснительная записка по дисциплинам«Математическое моделирование и оптимизация металлургических
процессов»
«Вычислительная техника в инженерных расчетах»
Оптимизация химического состава сплава
Студент: Бородин А.Н.
Группа: 321 – ОМД
Преподаватель: Грузман В.М.
Преподаватель: Баранов Ю.М.
1998г.
Содержание
| Введение | 4 | |
| Глава 1 | Верхний, нижний и основной уровень. Расчет интервала варьирования | 5 |
| Глава 2 | Расчет уравнений | 7 |
| Расчет уравнения для C, Si и σ текучести | 7 | |
| Расчет уравнения для С, Si, относительного удлинения | 11 | |
| Расчет уравнения для С, Si, предела прочности | 13 | |
| Глава 3 | Проверка уравнений | 17 |
| Глава 4 | Оптимизация состава сплава | 18 |
Целью нашей работы является нахождение оптимального состава стали М74 для получения наилучших физических свойств сплава: предела текучести, предела прочности, абсолютного удлинения. В данной работе использован метод линейного программирования и дальнейшая оптимизация по двухфакторной модели, что позволило получить одновременно решение графическим методом и на ЭВМ.
В ходе работы был определен наилучший состав стали по заданным требованиям:
- для получения минимального предела текучести содержание углерода и кремния должно быть следующим: C=0,7%; Si=0,4%;
- для получения максимального предела прочности: C=0,8%; Si=0,25%;
- для получения максимального абсолютного удлинения: C=0,7%; Si=0,4%.
ВВЕДЕНИЕ
Математическая модель является эффективным современным средством управления производством. В современных условиях быстроизменяющейся обстановке во всех сферах металлургического производства, от исходных материалов до готовой продукции, когда необходимо быстро и с минимальной ошибкой принимать ответственные решения, необходимо знание основ математического моделирования, уметь не только пользоваться готовыми моделями, но и принимать участие в их создании.
Линейное программирование - один из самых распространенных методов решения оптимизационных задач на практике. Он является частью математического программирования вообще, направленного на решение задач о распределении дефицитных ресурсов с учетом технологических, экономических и других ограничений, накладываемых условиями функционирования реального моделируемого объекта. Для линейного программирования используют линейные математические зависимости. Рождение метода линейного программирования связано с именами фон Неймана, Хичкока, Стиглера, которые использования положения теории линейных неравенств и выпуклых множеств, сформулированные в прошлом веке, для оказания помощи руководителям в принятии оптимальных решений. Основная задача линейного программирования была сформулирована в 1947 году Георгом Данцигом из управления ВВС США, который высказал гипотезу, что к анализу взаимосвязей между различными сторонами деятельности крупного предприятия можно подходить с позиций линейного программирования, и что оптимизация программы может быть достигнута максимизацией (минимизацией) линейной целевой функции.
В металлургической технологии наибольшее распространение получила задача составления технологических смесей, а конкретно, задача оптимизации химического состава сплавов.
Для того, чтобы исследовать метод «Оптимизации химического состава сплава», я воспользовался данными из прокатного цеха НТМК, которые отражают влияние содержания углерода и кремния в стали М74 на ее физические свойства: предел текучести, предел прочности и абсолютное удлинение. Данные взяты в ЦЛК (см. приложение 2).
ГЛАВА 1
ОПРЕДЕЛЕНИЕ ВЕРХНЕГО, НИЖНЕГО И ОСНОВНОГО УРОВНЯ. РАСЧЕТ ИНТЕРВАЛА ВАРЬИРОВАНИЯ
По данным выборки назначим верхний и нижний уровень варьирования факторов и рассчитаем интервал варьирования и средний (основной, нулевой) уровень.
Для этого построим таблицу, отражающую частоту «попадания» каждого числа:
Таблица 1
Подсчет частот
| Х1 | К1 | Х2 | К2 |
| 0,71 | 7 | 0,25 | 2 |
| 0,72 | 26 | 0,26 | 5 |
| 0,73 | 50 | 0,27 | 0 |
| 0,74 | 49 | 0,28 | 6 |
| 0,75 | 79 | 0,29 | 11 |
| 0,76 | 35 | 0,30 | 21 |
| 0,77 | 53 | 0,31 | 38 |
| 0,78 | 48 | 0,32 | 88 |
| 0,79 | 36 | 0,33 | 66 |
| 0,8 | 9 | 0,34 | 44 |
| 0,81 | 4 | 0,35 | 28 |
| 0,82 | 4 | 0,36 | 42 |
| 0,37 | 29 | ||
| 0,38 | 7 | ||
| 0,39 | 13 | ||
| Итого | 400 | 400 |
Таблица 2
Нижний, верхний, основной уровень и интервал варьирования
| Факторы | Х1 | Х2 |
| Нижний уровень | 0,71 –0,74 | 0,25 – 0,29 |
| Верхний уровень | 0,80 – 0,83 | 0,37 – 0,41 |
| Основной уровень | 0,77 | 0,32 |
| Интервал варьирования | 0,04 | 0,05 |
Для нахождения среднего уровня выполняем следующие расчеты:
Найдем средние значения каждого интервала и основной уровень.
![]()
![]()
![]() основной уровень
основной уровень
![]()
![]()
основной уровень х2= ![]() 0
0
ГЛАВА 2
РАСЧЕТ УРАВНЕНИЙ
Необходимо рассчитать три уравнения:
- уравнение для C, Si и σ текучести,
- уравнение для C, Si и относительного удлинения,
- уравнение для C, Si и σ прочности.
Похожие работы
... турбин, из которого следует, что для никелевых сплавов повышение рабочих температур и напряжений связывается с применением литейных сплавов с равноосной и направленной структурой. Повышение жаропрочности достигается усложнением химического состава сплава, увеличением содержания упрочняющей γ-фазы (рис.8). Для работах лопаток энергетических газотурбинных установок разработаны деформируемые ...
... публикаций [1, 2], снижается от - (35-37)-10 -6 ( для чистого никеля) до -(28-33)-10-6 Относительно небольшая магнитострикция "компенсируется" увеличением коэффициента k от 0,25 до 0,44 соответственно. Двойной сплав Ni - 4 % Со имеет невысокие прочность (на уровне чистого никеля) и электросопротивление, что вызвало необходимость разработки более сложных сплавов на основе этой системы [1, 3, 4]. ...

... различных приборов и механизмов возникли новые требования в отношении свойств покрытий, в частности магнитных свойств. Эти требования в какой-то степени могут быть удовлетворены с помощью нанесения покрытий химическим способом из растворов, содержащих кобальт. Особое значение для звукозаписи и запоминающих устройств ЭВМ имеют тонкие магнитные пленки, которые получаются путем осаждения Со—Me на ...

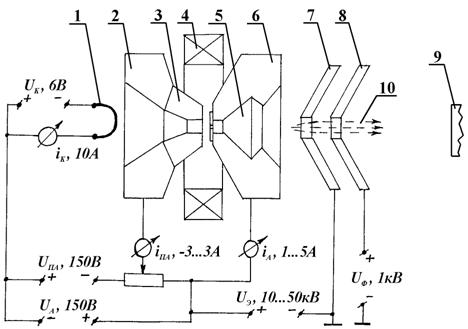
... является то, что рабочий стол 6 с обрабатываемыми образцами 5 размещается внутри данного устройства. Разрабатываемое оборудование позволит осуществлять имплантацию ионов азота с энергией 1 – 10 кэВ ( Дж) в металлы и сплавы, модифицируя их свойства в нужном направлении. Заключение Несмотря на большое количество исследований в области ионной имплантации, остаётся ещё множество вопросов, ...
0 комментариев