Навигация
Определение показателя качества проектируемого изделия
79372
знака
29
таблиц
0
изображений
3.2. Определение показателя качества проектируемого изделия
Важнейшим показателем качества проектируемых изделий РЭТ является их технический уровень.
Абсолютные значения параметров технического уровня рассчитываются по формулам:
xkp xj
xcj = --- xnj = ---
xi xnp
где хcj - безразмерный показатель качества для показателей,
при увеличении абсолютных значений которых возрастает обобщающий
показатель технического уровня;
хnj - безразмерный показатель качества для показателей, увеличение абсолютных значений которых ведет к уменьшению обобщающего показателя качества;
хnp, хkp - показатели качества и технического уровня изделий;
хj - показатели разрабатываемого изделия.
Коэффициент весомости каждого показателя bj рассчитывается по формуле:
1 x
bj = -- 7 Sbjm
Z m=1
Pjm
bjm = --------- ,
c
S Pjm
i=1
где Z - количество специалистов-экспертов;
Рjm - оценка важности j показателя.
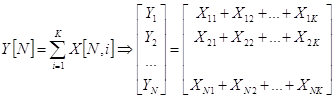
Обобщающий показатель технического уровня радиоизделия определяется по формуле:
n n
hT = S bj 7 хcj + S bj7 хnj,
i=1 i=1
где hT - обобщающий показатель технического уровня изделия;
bj - коэффициенты весомости (значения) j-того показателя.
Данные для определения показателя качества проектируемого изделия сводим в табл.
Таблица Технические показатели
базового и проектируемого изделий
| Показатели качества | проект. изделие | базовое изделие | Оценка важности | ||
| 1 эксперт | 2 эксперт | 3 эксперт | |||
| 1.Выходная мощность, Вт | 20 | 20 | 9 | 10 | 10 |
| 2.Потребляемая мощность, Вт | 30 | 40 | 7 | 8 | 6 |
| 3.Масса, кг | 0,8 | 1,2 | 5 | 6 | 6 |
| 4.Коэффициент полезного действия, % | 75 | 50 | 10 | 10 | 9 |
| 5.Время на мон- таж и установку, час | 0,55 | 0,65 | 8 | 7 | 9 |
| 6.Среднее время наработки на отказ, час | 1000 | 800 | 8 | 9 | 8 |
0
c
1 эксперт S Pjm = 47
j=1
c
2 эксперт S Pjm = 58
j=1
c
3 эксперт S Pjm = 54
j=1
Расчет значения коэффициентов весомости отразим в табл.
Таблица Значение коэффициентов весомости
1
| Показатели качества | Коэффициент весомости | Средний коэфф. весомости | ||
| 1 эксперт | 2 эксперт | 3 эксперт | ||
| 1.Выходная мощность | 0,163 | 0,172 | 0,185 | 0,173 |
| 2.Потребляемая мощность | 0,127 | 0,137 | 0,111 | 0,125 |
| 3.Масса | 0,09 | 0,103 | 0,101 | 0,101 |
| 4.Коэффициент полезного действия | 0,181 | 0,172 | 0,166 | 0,173 |
| 5.Время на монтаж и установку | 0,145 | 0,12 | 0,166 | 0,145 |
| 6.Среднее время наработки на отказ | 0,145 | 0,155 | 0,148 | 0,149 |
| c SPjmj=1 | 0,851 | 0,859 | 0,721 | 0,864 |
0
Коэффициенты уровня качества аттестуемого изделия определятся по формуле:
Пат hат = ---- ,
Пэт
где Пат, Пэт - показатели качества
Расчет показателей качества аттестуемого изделия и эталона отразим в таблице
Таблица
Расчет показателя качества
1
| Показатели качества | Относительный показатель | Безразмерный показатель | ||
| П изделие | Б изделие | П изделие | Б изделие | |
| 1.Выходная мощность | 1 | 1 | 0,173 | 0,173 |
| 2.Потребляемая мощность | 1 | 0,475 | 0,125 | 0,059 |
| 3.Масса | 1 | 0,666 | 0,101 | 0,067 |
| 4.Коэффициент полезного действия | 1 | 0,823 | 0,173 | 0,142 |
| 5.Время на монтаж и установку | 1 | 0,846 | 0,143 | 0,12 |
| 6.Среднее время наработки на отказ | 1 | 0,8 | 0,149 | 0,119 |
| Обобщающий показатель качества изделий | 0,846 | 0,68 | ||
0
Коэффициент уровня качества и технического уровня проектируемого изделия равен 1, а показатель аналога равен:
0,68
hT = ------ = 0,787,
0,864
что соответствует второй категории качества - hT < 0,9
Разработка схемы сборочного состава
Технологии сборки РЭА уделяется много внимания. Это объясняется высокой удельной трудоемкостью сборочных процессов а также значительным вниманием сборочных операций на выходные параметры изделий.
Высокая трудоемкость сборочных работ объясняется рядом особенностей, характерных для производства РЭА.
К ним относятся:
сложность и значительная номенклатура элементов современной РЭА;
наличие в сборочных процессах операций, обеспечивающих выходные параметры изделий (например герметичности) и сложность их выполнения;
низкий уровень механизации и автоматизации процессов сборки.
В общем виде сборочный процесс - это соединение в определенной последовательности отдельных деталей и элементов в сборочные группы, узлы для получения готового изделия. Выбор последова-
тельности операций сборочного процесса зависит от конструкции изделия, группы, подгруппы и узлов различают общую сборку и узловую сборку.
Общей сборкой называется часть технологического процесса сборки, в течение которой происходит фиксация составляющих групп, подгрупп и узлов, входящих в готовое изделие, соответствующее техническим условиям.
Узловой сборкой называется часть технологического процесса сборки, при которой образуются группы, подгруппы и узлы, входящие в данное изделие, в соответствии с техническими условиями, предъявляемыми к ним.
Порядок сборки включает следующие этапы:
- механический монтаж;
- установка крепежных механических деталей;
- механическая установка радиодеталей на основания и платы;
- электрический монтаж.
В соответствии с этими требованиями составляем схему сборочного состава микромодуля.
Исходными данными для разработки технологического процесса сборки является сборочный чертеж.
Сборка модуля ведется в 2 этапа.
На первом этапе происходит параллельная сборка основания и печатной платы.
На втором этапе производят крепление платы к основанию и крепление крышки модуля.
Схеме сборочного состава микромодуля приведена на рисунке
Схема сборочного состава микромодуля
Технологический процесс сборки функционального узла
на печатной плате.
Технологический процесс сборки фугкционального узла разрабатываем по ГОСТ 14.301-73 ЕСТПП. В качестве базовой детали используем печатную плату (ПП), на которую в оптимальной последовательности устанавливаются сборочные единицы и детали. Такой вариант технологии сборки ПП является приемлемым, так как элементы устанавливаются на ПП. При проектировании технологического процесса сборки ПП выбираем за основу типовой технологический процесс (ТП), руководствуясь программой выпуска и типом производства.
Тип производства в первом приближении определяем по программе выпуска. Так как согласно ТЗ программа выпуска составляет 100 штук в год, то можно предположить, что тип производства - единичное.
Оборудование, применяемое для подготовки и сборки функционального узла на ПП, необходимо выбирать опираясь на типовой ТП, программу выпуска и элементную базу, применяемую при сборке ПП. Так как программа выпуска составляет 100 штук в год, количество элементов в 1 модуле: резисторов - 36, транзисторов - 10, диодов -10, конденсаторов - 15, микросхем - 3, стабилитронов - 5, а производительность оборудования: Трал-МК 3000 шт/ч; Трал-П - 9500 шт/ч; Трофей-2М - 9000 шт/ч; агрегат пайки АУБ-28.00.00 - 280 шт/ч, то экономически выгодно при штучном производстве применить ручную сборку ПП.
Для промывки ПП применяем шкаф типа КР-1М с вытяжной вентиляцией.
Для сушки ПП применяем шкаф типа СНОЛ-3,5 с вытяжной вентиляцией.
Для сушки ПП после лакировки применяем сушильный шкаф ГР206. Технологический процесс сборки ПП проводим в следующей пос-
ледовательности:
- расконсервация ПП и определение паяемости печатных проводников платы;
- комплектование навесных элементов, проводя при этом входной контроль внешним осмотром на отсутствие механических повреждений, наличие документации;
- лужение выводов навесных элементов, формовка и обрезка выводов;
- установка подготовленных ЭРЭ на ПП;
- ручная пайка собранной на ПП;
- промывка и очистка ПП от остатков флюса органическим раствором;
- сушка печатной платы;
- правка навесных элементов, маркировка и контроль монтажа;
- отправка собранной ПП на участок сборки микромодуля.
Структурная схема процесса сборки печатной платы изображена на рисунке
1
Структурная схема ТП сборки ПП
| Расконсервация и определение паяемости ПП |
| Формовка, обрезка и лужение ЭРЭ |
| Установка ЭРЭ на плату |
| Пайка навесных элементов |
| Промывка платы |
| Сушка платы |
| Контроль и маркировка платы |
рис.
0
Метрологическое обеспечение при настройке микромодуля
Инструкция по настройке микромодуля.
Настоящая инструкция устанавливает порядок проведения настройки и проверки микромодуля с целью получения заданных параметров.
Инструкция предназначена для проведения настройки и проверки модуля на предприятии-изготовителе.
. Краткие сведения о модуле.
Модуль предназначен для преобразования напряжения бортсети постоянного тока 24-30В в стабилизированное напряжение 25 В.
Похожие работы

... в помещении представлена на рисунке 4.1 Рисунок 4.1 - Схема размещения светильников в аудитории № 209. Заключение В работе проведено исследование использования программ дистанционного обучения для подготовки учебно-методической документации, описаны их положительные стороны и выявлены основные проблемы. В результате проведенного исследования разработано web-приложение "R@Learning ...
... метод доступа с передачей полномочия. Охарактеризовать метод множественного доступа с разделением частоты. Какие существуют варианты использования множественного доступа с разделением во времени? Лекция 5.ЛВС и компоненты ЛВС Компьютерная сеть состоит из трех основных аппаратных компонент и двух программных, которые должны работать согласованно. Для корректной работы устройств в сети их нужно ...


... . Становление рыночной экономики в России породило ряд проблем. Одной из таких проблем является обеспечение безопасности бизнеса. На фоне высокого уровня криминализации общества, проблема безопасности любых видов экономической деятельности становится особенно актуальной. Информационная безопасность среди других составных частей экономической безопасности (финансовой, интеллектуальной, кадровой, ...

... рынке интерес к IP-телефонии возрастает также благодаря тому, что сетевое оборудование приобрело некоторые черты УАТС - в первую очередь это касается проблемы питания IP-телефонов, работающих в полностью сетевом (т. е. без привычных УАТС, даже поддерживающих IP) окружении. Пионером в этом направлении выступает, естественно, компания Cisco Systems. Она весьма оперативно модернизировала свое ...
0 комментариев