Навигация
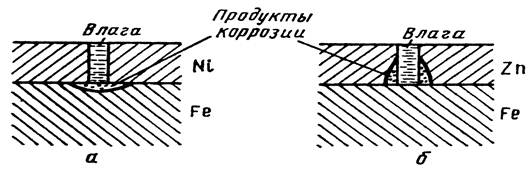
Различные концентрации электролитов или воздуха, растворенного в жидком электролите
30854
знака
2
таблицы
5
изображений
3. Различные концентрации электролитов или воздуха, растворенного в жидком электролите.
4. Различный уровень механических напряжений в одной и той же детали.
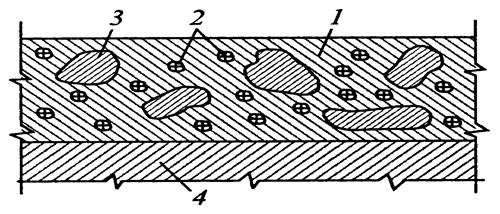
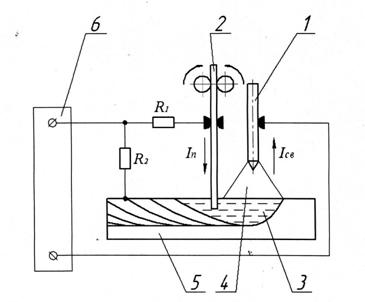
Рассмотрим более подробнее последний случай возникновения коррозионной гальванической пары. Коррозионные пары могут возникать при действии внешних или внутренних механических напряжений (остаточных напряжений, например при сварке). Если пластинку стали, дюраля или титанового сплава согнуть и в напряженном состоянии погрузить в коррозионную среду, то на растянутом слое (внешний) через относительно короткое время возникнут трещины (рис. 1), а внутренний сжатый слой будет оставаться без изменений. Растягивающие усилия особенно опасны, так как в этом случае металл повышает свою активность.
Рисунок 1 - Коррозия пластинки в напряженном состоянии
Если согнутую упруго пластинку (см. рис. 1) термически обработать и упругие деформации перейдут в пластические (явление релаксации), то разности потенциалов не возникает. Таким образом, при изготовлении деталей и узлов машин для снятия остаточных напряжений всегда следует термически обрабатывать изделия, если эти изделия предназначены для работы в сильно коррелирующих средах.
С этой целью в ИПСМ РАН при изготовлении тонких листов СМК - сплава ВТ6, полученных изотермической прокаткой, для более полного снятия остаточных напряжений и формирования зеренной структуры применяется крип-отжиг, который заключается в следующем: листы укладываются стопой между плоскими бойками и прижимаются под давлением 3-5 МПа при температуре 550 ˚С. После 20 мин выдержки нагрев выключается, и пакет остывает вместе со штамповым блоком в течение 12 часов.
Особенности взаимодействия титана с воздухом.
Воздух, представляющий собой смесь различных газов, является сложной газовой фазой, воздействие которой на титан может быть весьма многообразным. При этом взаимодействие титана с кислородом воздуха отличается от взаимодействия титана с чистым кислородом, так как на это взаимодействие оказывает влияние азот и другие составные части воздуха. Вместе с тем следует иметь в виду, что при всей сложности газовой фазы (воздуха) воздействие ее на титан следует рассматривать прежде всего как реакцию взаимодействия с ним самой активной и довольно значительной по количеству составляющей – кислорода.
Взаимодействие титана с кислородом.При взаимодействии титана с кислородом происходит образование различных фаз химических соединений и твердых растворов.
При достаточно низких температурах взаимодействие титана с кислородом ограничивается адсорбцией. Начальная теплота адсорбции кислорода на титане при 25ОС составляет 989 кДж/моль; начальный коэффициент прилипания равен 1;0,8 и 0,67 при температурах -196; 25 и 300ОС соответственно. При дальнейшем взаимодействии на поверхности титана образуется оксидная плёнка.
В соответствии с термодинамическими расчетами оксидная пленка на титане должна состоять из слоев оксидов в последовательности:
Ti6O®Ti3O®Ti2O®Ti3O2®TiO®Ti13O5®TiO2
В действительности при окислении титана при температурах ниже 300OС оксидные слои состоят в основном из Ti3O5, при окислении в интервале температур 400-800OС образуется преимущественно рутил TiO2, а при температурах выше 800OС обнаружены оксиды TiO и Ti2O3. Согласно работе, окисление титана на воздухе и в кислороде до температур £ 600-650°С сопровождается образованием на образцах тонких оксидных пленок толщиной »0,1 мкм. Долей кислорода, растворенного в металлической основе при температурах ниже 450-500°С, по-видимому, можно пренебречь.
В работе [5] взаимодействие титана с кислородом описано следующим образом. Через возникающую на первых стадиях процесса пленку двуокиси титана TiO2 осуществляется диффузия кислорода к границе раздела пленка-металл, где происходит химическая реакция и дальнейший рост толщины пленки. Слой низших окислов титана, который должен присутствовать между слоем двуокиси и металлом, оказывается очень тонким и обычно не влияет на характер окисления. Скорость диффузии ионов титана через пленку по сравнению со скоростью диффузии титана очень мала. Однако при повышении температуры диффузия титана несколько увеличивается.
При небольшой продолжительности процесса, когда толщина пленки еще невелика, количество поступающего через пленку кислорода оказывается достаточным для окисления всего титана до двуокиси его. Вместе с тем по мере увеличения толщины пленки количество поступающего в зону кислорода уменьшается, а поступление титана остается постоянным, так как реакция происходит на границе раздела пленка-металл. В результате этого при достижении определенной толщины слоя окалины соотношение количеств титана и кислорода в зоне реакции становится таким, что между TiO2 и металлом образуется слой TiO. Появление его ослабляет сцепление окалины с металлом, которая под действием сжимающих напряжений деформируется и отслаивается, обнажая поверхность металла и обеспечивая скачкообразное увеличение скорости окисления. Однако возросшее поступление кислорода при отслаивании окалины приводит к окислению TiO до TiO2 и описанный выше процесс повторяется.
Газонасыщение титановых сплавов при окисленииВзаимодействие титана с кислородом сопровождается двумя параллельно идущими процессами: образованием оксидов и растворением кислорода в металлической основе.
При температурах ниже 8820С и нормальном давлении титан имеет гексагональную плотно упакованную решетку - a-Ti. Решетка a-Ti содержит четыре октаэдрических поры радиусом 0,414 rат.(0,60A) и восемь тетраэдрических пор радиусом 0,225 rат.(0,36A). Экспериментально установлено, что кислород, атомный радиус которого равен 0,60A растворяется в октапорах. Выше 8820С структура титана характеризуется объемноцентрированной решеткой - b-Ti. Решетка b-Ti содержит шесть октапор радиусом 0,115 rат.(0,22A) и двенадцать тетрапор радиусом 0,29rат.(0,41), то есть тетраэдрические пустоты в ОЦК-структуре более просторны. С позиций геометрии решеток a- и b-Ti растворение кислорода более благоприятно в высокотемпературной модификации.
В образовавшемся диффузионном слое выделяют альфированный и переходный слои. Альфированный слой отличается по структуре от основного металла повышенным содержанием a-фазы, что легко оценивается металлографическим анализом, часто этот слой представлен одной a-фазой. Переходный слой по микроструктуре не отличается заметно от основного металла, но его наличие и глубину проникновения можно оценить по более высокой микротвердости по сравнению с основным металлом.
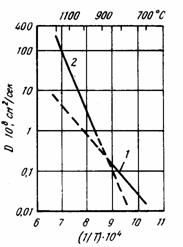
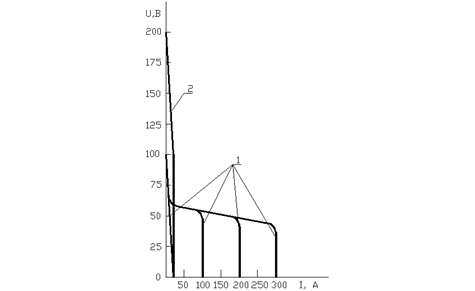
Рисунок 2-Зависимость коэффициентов диффузии кислорода от температуры:
в a-титане; 2- в b-титане.
Газонасыщение поверхности титанового сплава ВТ6.
В работе [6] проводилось исследование влияния газонасыщения на структуру и свойства титанового сплава ВТ6 на воздухе и в вакууме при температурах от 750 до 12000С и выдержках 5,30,60,180 и 360 минут.
Изменение микротвердости от поверхности вглубь образца в зависимости от температуры и времени выдержки представлено на рис 3. Микротвердость снижается от поверхности внутрь образца при всех режимах газонасыщения.
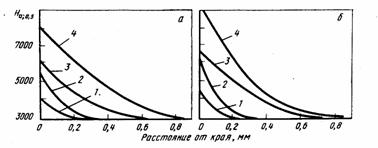
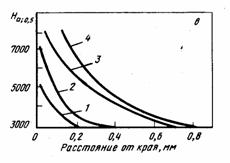
Рисунок 3 - Зависимость микротвердости титанового сплава ВТ6 от расстояния до поверхности после нагрева на воздухе в течение 1(а), 3(б) и 6(в)ч при 750(1), 950(2), 1050(3), 1200°С(4).
Нагрев сплава ВТ6 при сравнительно невысоких температурах 750-8000С в течение 1ч приводит к повышению поверхностной микротвердости от H300 до H400. Увеличение температуры и времени выдержки значительно интенсифицирует процесс газонасыщения вследствие увеличения скорости диффузии, в результате поверхностная микротвердость сильно повышается (рис.3). Так, увеличение времени выдержки от 1 до 6ч приводит при различных температурах к увеличению поверхностной микротвердости на H100-200.
При повышении температуры и увеличении времени выдержки увеличивается глубина газонасыщенного слоя (рис.4). Газонасыщенный слой формируется практически при выдержке в течение 1ч, а дальнейшее увеличение продолжительности газонасыщения мало влияет на глубину поверхностного газонасыщенного слоя.
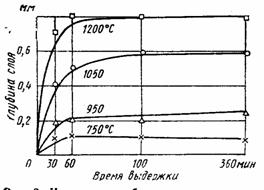
Рисунок 4 - Изменение глубины газонасыщенного слоя при различных температурах в зависимости от времени выдержки.
В работе [7] рассмотрены особенности газонасыщения титанового сплава ВТ6, которые заключаются в следующем. После выдержки при высокой температуре и последующего охлаждения на воздухе у сплава ВТ6 образуются трещины, которые выходят на поверхность. Причинами их возникновения являются внутренние напряжения и пониженная пластичность особо хрупкого газонасыщенного слоя. Фазовый состав и свойства поверхностного слоя резко отличаются от состава и свойств основного металла. В частности, температура полиморфного превращения этого слоя значительно выше, объемный эффект превращения меньше, а коэффициент линейного расширения больше, чем у основного металла. В результате при охлаждении внутренние части заготовки претерпевают меньшую температурную усадку и принудительно растягивают поверхностный слой. Возникающие при этом растягивающие напряжения в совокупности с пониженной пластичностью газонасыщенного слоя приводят к образованию трещин. При послойном измерении микротвердости после газонасыщенной зоны повышенной твердости идет небольшой участок, граничащий с основным металлом и имеющий по сравнению с ним пониженную твердость. Это объясняется процессами взаимной диффузии газов с поверхности вглубь металла и атомов основного металла и легирующих элементов к границе раздела газ-металл. В результате этого граница раздела металл - газонасыщенный слой оказывается обедненной легирующими элементами и дает пониженную твердость при испытании.
Явление коррозийного растрескиванияВ металле, подверженном коррозионному растрескиванию, при отсутствии внешних напряжений обычно происходит очень незначительное коррозионное разрушение, а при отсутствии коррозионной среды под воздействием напряжений почти не происходит изменения прочности или пластичности металла. Таким образом, в процессе коррозионного растрескивания, т. е. при одновременном воздействии статических напряжений и коррозионной среды, наблюдается существенно большее ухудшение механических свойств металла, чем это имело бы место в результате раздельного, но аддитивного действия этих факторов. Коррозионное растрескивание является характерным случаем, когда взаимодействует химическая реакция и механические силы, что приводит к структурному разрушению. Такое разрушение носит хрупкий характер и возникает в обычных пластичных металлах, а также в медных, никелевых сплавах, нержавеющих сталях и др. в присутствии определенной коррозионной среды. При исследовании процесса хрупкого разрушения в результате коррозионного растрескивания особое значение имеет исследование раздельного воздействия на металл напряжений и коррозионной среды, а также их одновременное воздействие. Однако в процессе коррозионного растрескивания первостепенное значение имеют следующие стадии: 1) зарождение и возникновение трещин и 2) последующее развитие коррозионных трещин. Обе стадии, как будет показано ниже, являются индивидуальными ступенями в процессе коррозионного растрескивания.
Средами, в которых происходит коррозионное растрескивание металлов, являются такие среды, в которых процессы коррозии сильно локализованы обычно при отсутствии заметной общей поверхностной коррозии. Интенсивность локализованной коррозии может быть весьма значительной, в результате чего прогрессирует процесс развития очень узких углублений, достигая, вероятно, наибольшей величины на дне углублений, имеющих радиусы порядка одного междуатомного расстояния.
При воздействии на материал коррозионной среды, которая влияет на склонность сплава к коррозионному растрескиванию и характер разрушения, основными факторами являются следующие:
1) относительная разность потенциалов микроструктурных фаз, присутствующих в сплаве, что вызывает вероятность местного разрушения
2) поляризационные процессы на анодных и катодных участках
3) образование продуктов коррозии, которые оказывают влияние на коррозионный процесс.
Для того чтобы произошел процесс коррозионного растрескивания, необходимо наличие поверхностных или внутренних растягивающих напряжений. Обычно встречающиеся на практике разрушения обусловлены наличием остаточных напряжений, возникающих, при производстве и обработке металла, но в целях исследования не следует делать разграничения между остаточными напряжениями и напряжениями, возникшими в результате приложенных внешних нагрузок. Коррозионное растрескивание никогда не наблюдалось в результате действия поверхностных сжимающих напряжений; наоборот, сжимающие поверхностные напряжения разрушения могут использоваться для защиты от коррозионного растрескивания.
При увеличении величины приложенных напряжений уменьшается время до полного разрушения металла. Для коррозионного растрескивания обычно необходимы высокие напряжения, приближающиеся к пределу текучести, однако, часто разрушение может наступить и при напряжениях, значительно меньших предела текучести. Для многих систем сплавов наблюдается какой-то «порог» или «предел» напряжений, т. е. напряжения, ниже которых коррозионное растрескивание не происходит за определенный период времени. Такая зависимость, наблюдавшаяся, например, при замедленном растрескивании сталей, указывает, что основную роль в процессе разрушения играют напряжения.
Наиболее эффективный метод повышения устойчивости металлов против коррозионного растрескивания состоит в использовании соответствующих конструктивных мероприятий и способов обработки, сокращающих до минимума величину остаточных напряжений. Если остаточные напряжения неизбежны, успешно может быть применена термообработка, снимающая эти напряжения. Если позволяют условия, может быть использована, например, дробеструйная обработка, вызывающая сжимающие поверхностные напряжения, которые впоследствии дают возможность нагружать материал, не вызывая напряженного состояния поверхности. Одним из методов, который получает все большее признание и который связан с электрохимическим фактором процесса растрескивания, является применение катодной защиты.
Защита конструкций и машин, выполненных из титана и его сплавов, от коррозииЗащита конструкций выполненных из титана и его сплавов от коррозионного разрушения состоит из целого комплекса мероприятий по увеличению работоспособности и надежности данных конструкций и машин в коррозионной среде. Часть этих мер закладывается еще в процессе проектирования, часть — в процессе изготовления машин или конструкций, а остальные меры должны быть приняты в процессе эксплуатации.
1) Создание рациональных конструкций. Выбор материалов и их сочетаний для данного изделия, конечно, диктуется технической и экономической целесообразностью, но должен обеспечивать его коррозионную устойчивость. Конструктор должен предусмотреть рациональные формы частей машины, допускающие быструю очистку от грязи; машина не должна иметь мест скопления влаги, которая является возбудителем коррозии.
2)Обработка окружающей среды. Для разных видов коррозионных процессов обработка среды принимает различные формы. Сюда можно отнести удаление или снижение концентрации веществ, вызывающих или ускоряющих коррозионные процессы, а также введение замедлителей или ингибиторов коррозии.
Так, например, высокотемпературная газовая коррозия происходит главным образом за счет кислорода воздуха или других окисляющих сред, удалить кислород из которых нельзя, так как это нарушит работу машин (двигателей) или конструкций (оболочки, плоскости и т. д.). Поэтому обработка сводится только к удалению катализирующих веществ или веществ, наличие которых приводит к нарушению устойчивых оксидных слоев, пассивирующих металл.
На устойчивость оксидных слоев вредно влияет наличие галогенов, образующих летучие соединения. Поглощение галогенов или изменение состава окислительной среды (без галогенов) значительно повышает устойчивость металлических поверхностей.
К обработке среды можно в полной мере отнести и общие мероприятия по сохранению окружающей среды, требующие очистки промышленных и выхлопных газов, так как увеличение содержания в воздухе SO2, CO2, оксидов азота и других газов не только пагубно действует на окружающую природу, но и форсирует разрушение металлических конструкций в результате атмосферной коррозии, особенно в больших городах и вблизи промышленных предприятий.
В приборостроительной практике при герметизации схем обычно заменяют воздух на гелий или аргон высокой чистоты, что вообще исключает коррозию. Если есть возможность, то создается вакуум 1,33 • 10-2 — 1,33 • 10-3 Па. При необходимости сообщения приборного устройства с атмосферой и невозможности герметизации его ставят поглотители, сорбирующие влагу и диоксид углерода из воздуха и тем самым снижают возможность появления коррозионных пар.
3)Создание защитных покрытий. Цель их нанесения – предотвратить непосредственный контакт поверхности металлов, сплавов с агрессивными компонентами среды (Н2O, О2, Н+, NOx, SO2. SO3 и т.д.) Такие покрытия не только обеспечивают защиту от коррозии, но и сообщают изделиям эстетические качества (декоративность). Защитные покрытия должны быть более устойчивы к коррозии, чем защищаемые металлы. Такие покрытия должны быть сплошными, хорошо удерживаться на металлической основе (хорошая агдез
Похожие работы
... в процессе его производства. Первая стадия производства титана заключается в рудно-восстановительной плавке, которая проводится с целью обогащения исходного материала окисными соединениями титана. Во всех последующих стадиях производства взаимодействие титана и его соединений с кислородом нежелательно. Титан растворяет такие элементы, как азот, водород и углерод. С последним он образует стойкие ...
... В 1925 г. в работе Эдвардса опубликованы некоторые сведения о физических и механических свойствах такого алюминия. В 1938г. Тэйлор, Уиллей, Смит и Эдвардс опубликовали статью, в которой приведены некоторые свойства алюминия чистотой 99,996%, полученного во Франции также электролизом. Первое издание монографии о свойствах алюминия вышло в свет в 1967г. В последующие годы благодаря сравнительной ...
... Основным критерием, характеризующим состояние поверхности металла, является электродный потенциал. Обычно возможность применения анодной защиты для конкретного металла или сплава определяют методом снятия анодных поляризационных кривых. При этом получают следующие данные: а) потенциал коррозии металла в исследуемом растворе; б) протяженность области устойчивой пассивности; в) плотность тока в ...
... о снижении силы давления дуги на сварочную ванну остается актуальным. 1.4 Цель и задачи исследования Целью настоящей работы является исследование процесса сварки вольфрамовым электродом в аргоне с присадочной проволокой титанового сплава ОТ4 применительно к проблеме повышения качества формирования швов при сварке с повышенной скоростью. Для достижения поставленной цели решались следующие ...
0 комментариев