Навигация
Выбор методов обработки изделия и оборудования
35116
знаков
15
таблиц
11
изображений
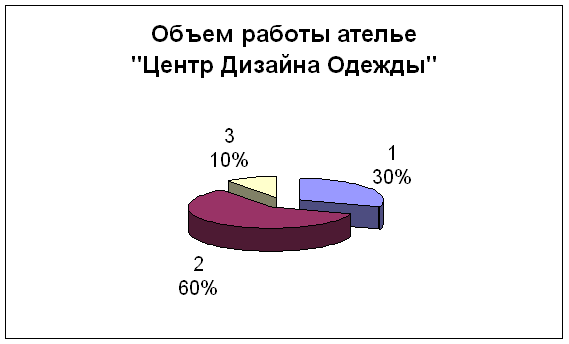
5. Выбор методов обработки изделия и оборудования
5.Выбор методов обработки и оборудования
Детали одежды обрабатывают различными методами в зависимости от применяемых операций, машин, инструментов и приспособлений. Методы обработки деталей одежды — это различные сочетания операций, выполняемых в определенной последовательности и применяемых для соединения, формования, обработки краев и отделки деталей.
При разработке технологических процессов для производства изделий, для каждой операции устанавливают следующие технологические параметры и режимы обработки в соответствии с видом, моделью, конструкцией изделия и применяемыми материалами.
Основной задачей выбора методов обработки изделия, является обеспечение высокого качества обработки основных узлов и деталей одежды при максимальной экономичности и максимальной степени использования оборудования, что и является показателем эффективности технологических процессов.
Высокие требования, предъявляемые к качеству изделий изготовленных по индивидуальным заказам, возможно, удовлетворить, постоянно совершенствуя технологию пошива одежды. При этом повышение качества и эффективность процессов изготовления изделий может быть достигнуто не только за счет использования прогрессивных методов обработки, но и благодаря научно–обоснованному выбору материалов. Прогрессивная технология предусматривает широкое применение клеевых материалов и механизированного труда вместо ручного при обработке деталей и узлов.
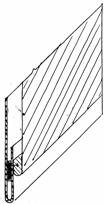
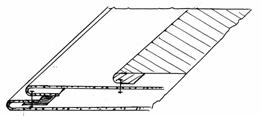
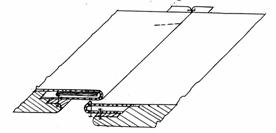
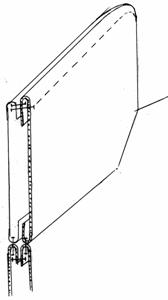
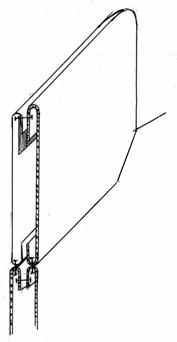
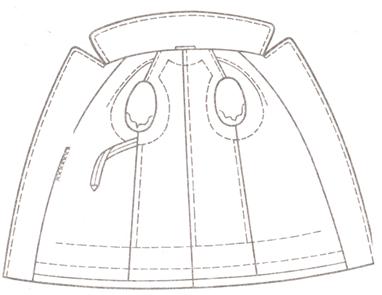
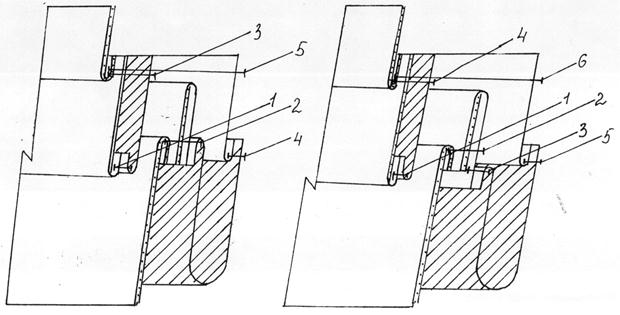
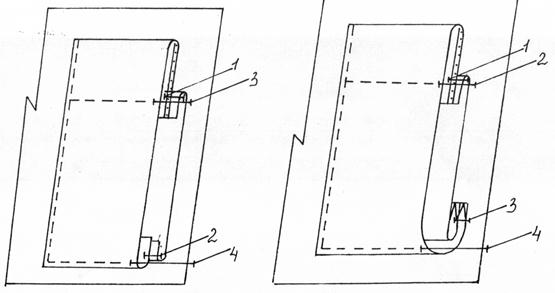
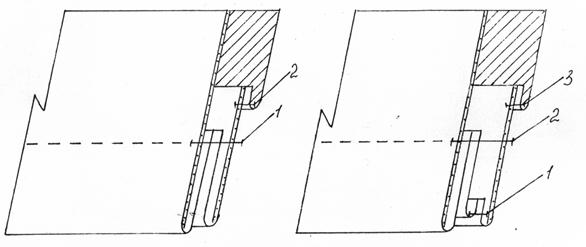
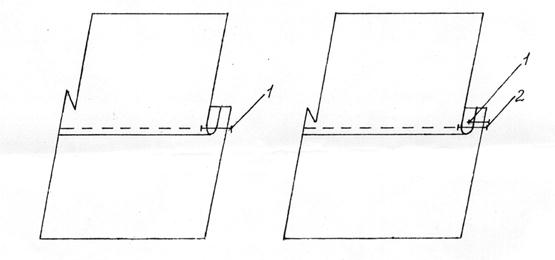
Методы поузловой обработки представлены в виде сечения основных сборочных единиц изделия, с указанием последовательности выполнения операций путем цифровой нумерации. Результаты выбора методов обработки основных узлов изделия представлены инструкционной картой (рис. 2).
| Рис. 2 |
| В-В |
 |
| А-А |
 |
| 5 |
| 4 |
| 3 |
| 2 |
| 1 |
| Ж-Ж |
| 2 |
| 1 |
| Г-Г |
| 5 |
| 4 |
| 3 |
| 2 |
| 1 |
| Б-Б |
| 3 |
| 1 |
| 2 |
| Д-Д |
| 1 |
| 1 |
 |
На заданный узел изделия одежды выполняется детальный анализ по ряду факторов. На три способа обработки узла составляется технологическая последовательность (табл. 5).
Таблица 5
Технологическая последовательность
обработки данного узла изделия (1 вариант)
| Номера неделимых операций | Наименование неделимых операций | Вид работы | Разряд | Затраты времени, мин. | Оборудование, приспособление, инструменты |
| 1 | 2 | 3 | 4 | 5 | 6 |
| 1 | Стачать части нижнего воротника (две части) | М | 3 | 0,97 | JUKI DDL-5550 ножницы |
| 2 | Разутюжить шов стачивания частей нижнего воротника | У | 5 | 0,808 | Утюг весом 6 кг, Пульвилизатор |
| 3 | Подрезать неровности нижнего по стойке | Р | 3 | 0,608 | Ножницы |
| 4 | Соединить нижний воротник с К.П.М. | У | 5 | 0,892 | Утюг весом 6 кг, Пульвилизатор |
| 5 | Обмелить и обрезать неровности нижнего воротника по отлету и концам | Р | 4 | 1,33 | Вспомогательное лекало, мел |
| 6 | Высечь прокладку нижнего воротника по отлету и концам | Р | 3 | 0,988 | Ножницы |
| 7 | Наметать верхний воротник на нижний по отлету и концам, складывая их лицевыми сторонами внутрь, посаживая воротник в углах | Р | 4 | 3,35 | Игла, наперсток, ножницы |
| 8 | Обмелить углы нижнего воротника для обтачивания | Р | 3 | 0,710 | Вспомогательное лекало, мел |
| 9 | Обтачать воротник по отлету и концам со стороны нижнего воротника с одновременным вкладыванием клеевой паутинки | М | 4 | 2,82 | JUKI DDL-5550 Ножницы |
| 10 | Удалить нитки наметывания верхнего воротника | Р | 2 | 0,782 | Колышек Ножницы |
| 11 | Разутюжить шов обтачивания воротника | У | 5 | 2,10 | Утюг весом 6 кг, спецколодка, Пульвилизатор |
| 12 | Подрезать шов обтачивания воротника | Р | 3 | 1,69 | Ножницы |
| 13 | Вывернуть воротник на лицевую сторону, выправляя углы | Р | 3 | 1,22 | Колышек |
| 14 | Выметать воротник одной строчкой | Р | 4 | 4,37 | Игла, наперсток, ножницы |
| 15 | Приутюжить готовый воротник | Пр | 6 | 2,08 | Пресс ПСП-1 |
| 16 | Удалить строчку выметывапия | Р | 2 | 0,984 | Колышек, Ножницы |
| 17 | Уточнить линию втачивания нижнего воротника по горловине, обрезать неровности горловины и излишек подбортов по линии раскепов | Р | 5 | 2,20 | Манекен, сантиметровая лента, мел, ножницы |
| 18 | Вметать нижний воротник в горловину, одновременно сметывая подборта с верхним воротником по линии раскепов | Р | 3 | 5,11 | Игла, наперсток, ножницы |
| 19 | Втачать нижний воротник в горловину, одновременно стачивая подборта с верхним воротником по линии раскепов | М | 4 | 2,57 | JUKI DDL-5550 ножницы |
| 20 | Удалить нитку вметывания воротника и сметывания подбортов с верхним воротником по линии раскепов | Р | 2 | 1,32 | Колышек, Ножницы |
| 21 | Разутюжить шов втачивания нижнего воротника, одновременно разутюживая швы стачивания подбортов с верхним воротником по линии раскепов | У | 5 | 3,14 | Утюг весом 6 кг, спецколодка, Пульвилизатор |
| 22 | Высечь швы втачивания нижнего воротника и стачивания подбортов с верхним воротником по линии раскепов в углах | Р | 3 | 0,630 | Ножницы |
| 23 | Стачать раскепы и шов втачивания нижнего воротника | М | 4 | 0,94 | Ножницы |
| 24 | Приутюжить готовый воротник | Пр | 6 | 2,14 | Пресс ПСП-1 |
Технологическая последовательность обработки данного узла изделия (2 вариант)
| Номера неделимых операций | Наименование неделимых операций | Вид работы | Разряд | Затраты времени, мин. | Оборудование, приспособление, инструменты | |
| 1 | 2 | 3 | 4 | 5 | 6 | |
| 1 | Стачать части нижнего воротника (три части) | М | 3 | 1,27 | JUKI DDL-5550 Ножницы | |
| 2 | Разутюжить шов стачивания частей нижнего воротника | У | 5 | 0,810 | Утюг весом 6 кг, Пульвилизатор | |
| 3 | Подрезать неровности нижнего по стойке | Р | 3 | 0,608 | Ножницы | |
| 4 | Соединить нижний воротник с К.П.М. | У | 5 | 0,892 | Утюг весом 6 кг, Пульвилизатор | |
| 5 | Обмелить и обрезать неровности нижнего воротника по отлету и концам | Р | 4 | 1,33 | Вспомогательное Лекало, мел | |
| 6 | Высечь прокладку нижнего воротника по отлету и концам | Р | 3 | 0,990 | Ножницы | |
| 7 | Наметать верхний воротник на нижний по отлету и концам, складывая их лицевыми сторонами внутрь, посаживая воротник в углах | Р | 4 | 3,35 | Игла, наперсток, Ножницы | |
| 8 | Обмелить углы нижнего воротника для обтачивания | Р | 3 | 0,710 | Вспомогательное Лекало, мел | |
| 9 | Обтачать воротник по отлету и концам со стороны нижнего воротника | М | 4 | 2,82 | JUKI DDL-5550 Ножницы | |
| 10 | Удалить нитки наметывания верхнего воротника | Р | 2 | 0,785 | Колышек, Ножницы | |
| 11 | Настрочить шов обтачивания воротника на нижний воротник | М | 4 | 2,57 | JUKI DDL-5550 Ножницы | |
| 12 | Подрезать шов обтачивания воротника | Р | 3 | 1,69 | Ножницы | |
| 13 | Вывернуть воротник на лицевую сторону, выправляя углы | Р | 3 | 1,22 | Колышек | |
| 14 | Выметать воротник одной строчкой | Р | 4 | 4,37 | Игла, наперсток, Ножницы | |
| 15 | Приутюжить готовый воротник | У | 6 | 2,11 | Утюг весом 6 кг, Спецколодка, Пульвилизатор | |
| 16 | Удалить строчку выметывапия | Р | 2 | 0,984 | Колышек, Ножницы | |
| 17 | Уточнить линию втачивания нижнего воротника по горловине, обрезать неровности горловины и излишек подбортов по линии раскепов | Р | 5 | 2,20 | Манекен, Сантиметровая лента, мел, Ножницы | |
| 18 | Вметать нижний воротник в горловину, одновременно сметывая подборта с верхним воротником по линии раскепов | Р | 3 | 5,11 | Игла, наперсток, Ножницы | |
| 19 | Втачать нижний воротник в горловину, одновременно стачивая подборта с верхним воротником по линии раскепов | М | 4 | 2,57 | JUKI DDL-5550 Ножницы | |
| 20 | Удалить нитку вметывания воротника и сметывания подбортов с верхним воротником по линии раскепов | Р | 2 | 1,32 | Колышек, Ножницы | |
| 21 | Разутюжить шов втачивания нижнего воротника, одновременно разутюживая швы стачивания подбортов с верхним воротником по линии раскепов | У | 5 | 3,14 | Утюг весом 6 кг, Спецколодка, Пульвилизатор | |
| 22 | Высечь швы втачивания нижнего воротника и стачивания подбортов с верхним воротником по линии Раскепов в углах | Р | 3 | 0,630 | Ножницы | |
| 23 | Стачать раскепы и шов втачивания нижнего воротника | М | 4 | 0,94 | JUKI DDL-5550 Ножницы | |
| 24 | Приутюжить готовый воротник | Пр | 6 | 2,14 | ПСП-1 |
Технологическая последовательность
обработки данного узла изделия (3 вариант)
| 1 | Выполнить влажно-тепловую обработку верхнего воротника(из основной ткани),соединить верхний воротник с К.П.М. | У | 5 | 1,53 | Утюг весом 6 кг, Пульвилизатор |
| 2 | Обмелить и обрезать неровности верхнего воротника по отлету и концам и наметить линии раскепов | Р | 5 | 2,84 | Вспомогательное лекало, мел |
| 3 | На нижнем воротнике с лицевой стороны (материал фильц) наметить контрольные линии притачивания концов верхнего воротника | Р | 4 | 1,37 | Вспомогательное лекало, мел |
| 4 | Верхний воротник наметать на лицевую сторону нижнего воротника лицевой стороной вверх , уравнивая срез отлета верхнего воротника с намеченной линией | Р | 3 | 2,46 | Игла, наперсток, Ножницы |
| 5 | Настрочить верхний воротник по отлету, совмещая контрольные меловые отметки | СМ | 4 | 3,16 | Машина 26 кл |
| 6 | Удалить строчку наметывания верхнего воротника на нижний | Р | 2 | 1,03 | Колышек, Ножницы |
| 7 | Приутюжить настроченный верхний воротник | У | 5 | 2.01 | Утюг весом 6 кг, Пульвилизатор |
| 8 | Концы верхнего воротника притачать к нижнему воротнику | М | 3 | 1,11 | JUKI DDL-5550 Ножницы |
| 9 | Высечь швы в углах и вывернуть углы воротника | Р | 1 | 0,930 | Ножницы |
| 10 | Концы верхнего воротника настрочить на нижний воротник | СМ | 3 | 2,65 | Машина 26 кл |
| 11 | Приутюжить воротник на прессе | у | 6 | 2,85 | Утюг 6кг |
| 12 | Обмелить и обрезать неровности нижнего воротника по стойке. | Р | 5 | 1,59 | Вспомогательное лекало, мел |
| 13 | Наметить контрольные линии на нижнем воротнике, на верхний воротник нанести надсечки для соединением с изделием | Р | 5 | 1,23 | Игла, наперсток, Ножницы |
| 14 | Наметить линию раскепов на подбортах, на горловине линию накладывания воротника | Р | 5 | 1,62 | Вспомогательное лекало, мел |
| 15 | Верхний воротник сметать по линии раскепов с подбортами | Р | 3 | 2,65 | Игла, наперсток, Ножницы |
| 16 | Верхний воротник стачать по линии раскепов с подбортами | М | 4 | 1,12 | JUKI DDL-5550 |
| 17 | Удалить строчу сметывания верхнего воротника с подбортами | Р | 1 | 1,03 | Колышек, Ножницы |
| 18 | Разутюжить швы стачивания верхнего воротника и подбортов по линии раскепов | У | 3 | 2,31 | Утюг весом 6 кг, Пульвилизатор |
| 19 | Вметать нижний воротник в горловину накладным швом | Р | 4 | 3,03 | Игла, наперсток, Ножницы |
| 20 | Нижний воротник настрочить по линии разметки | СМ | 3 | 2,08 | Машина 26 кл |
| 21 | Удалить строчку наметывания нижнего воротника | Р | 1 | 1,03 | Ножницы |
| 22 | Приутюжить шов настрачивания нижнего воротника, одновременно разутюживая швы стачивания подбортов с верхним воротником по линии раскепов | У | 5 | 3,14 | Утюг весом 6 кг, Спецколодка, Пульвилизатор |
| 23 | Высечь швы втачивания нижнего воротника и стачивания подбортов с верхним воротником по линии Раскепов в углах | Р | 3 | 0,630 | Ножницы |
| 24 | Стачать раскепы и шов втачивания нижнего воротника | М | 4 | 0,94 | JUKI DDL-5550 Ножницы |
| 25 | Приутюжить готовый воротник | Пр | 6 | 2,14 | ПСП-1 |
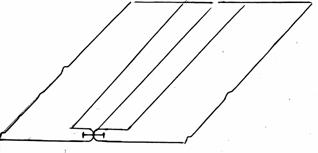
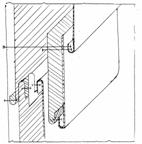
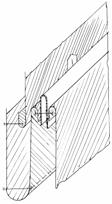
Дается сравнительная оценка методов по сокращению затрат времени, повышению производительности труда и качества обработки. Для детального анализа (рис. 3) приведены три варианта обработки воротника в мужском пальто.
| 2. | 3. | ||||||||
 | |||||||||
| 1 2 3 | |||||||||
| 1 2 3 4 5 | |||||||||
Сокращение затрат времени и повышение производительности труда определяют в зависимости от трудоемкости узла при различных методах обработки.
Рз.в.=(Тg-Тнов.)/Тg*100%
Рп.т.=(Тg-Тнов.)/Тнов.*100%,
Где: Тg – затрата времени по узлу при менее производительном
способе обработки, мин.;
Тнов - затрата времени по узлу при более производительном способе обработки, мин.
Экономическая оценка осуществляется путем сравнения наиболее трудоемкого метода обработки с другими предложенными вариантами. Результаты расчета представлены в табл. 6.
Таблица 6
Сокращение затраты времени и повышение производительности труда
| Показатели | Варианты методов обработки | ||
| 1 | 2 | 3 | |
| Затрата времени на обработку узла, Тобщ., мин | 43,8 | 44,6 | 46,4 |
| Сокращение затраты времени, Рзв, % | 5,6 | 3,8 | 0 |
| Повышение производительности труда, Рпт, % | 5,9 | 4,0 | 0 |
Степень механизации при обработке заданного узла, различными методами определяются в процентном соотношении времени механизированных операций к общей затрате времени на узел одежды (табл. 7):
См=Тм/Тобщ*100%
Где, См – степень механизации;
Тм – время механизированных операций, мин.;
Тобщ – время обработки узла;
Таблица 7
Степень механизации по вариантам обработки узла
| Показатели | Варианты методов обработки | ||
| 1 | 2 | 3 | |
| Общая затрата времени на обработку зла, Тобщ, мин. | 43,8 | 44,6 | 46,4 |
| Затрата времени на механизированные технологические операции, Тм, мин. | 7,3 | 10,3 | 11,06 |
| Степень механизации обработки узла, См, % | 16,6 | 22,8 | 23,8 |
Дальнейший анализ выбранных методов обработки узла проводят по видам работ. Этот показатель характеризует эффективность методов обработки, на сколько велика доля механизированных работ в каждом варианте обработки. Для проведения данного анализа определяют доли времени по видам работ в общей трудоемкости изготовлении узла, по каждому варианту обработки. Полученные результаты заносят в табл. 8 и на графике рис. 4.
Таблица 8
Характеристика методов обработки узла по видам работ
| Вид работ | Доля работ различных видов в трех вариантах методов обработки, % | ||
| I | II | III | |
| Р | 57,5 | 57,8 | 46,1 |
| М | 16,6 | 23 | 6,8 |
| СМ | 0 | 0 | 17 |
| У | 20,6 | 15,5 | 19,3 |
| ПР | 4,8 | 4,7 | 4,6 |
| Рис. 4 |
Анализ методов обработки, целесообразно проводить по отдельным этапам сборки узла одежды. Процесс обработки воротника состоит из трех этапов: обработка нижнего воротника, соединение его с верхним воротником и соединение воротника с горловиной изделия. Затраты времени по этапам обработки представлены в табл. 9 и на основании этих данных выполнен график рис. 5.
Таблица 9
Затрата времени по этапам обработки заданного узла
| Этапы обработки узла | Затраты времени по вариантам обработки, мин. | ||
| I | II | III | |
| Обработка нижнего воротника | 3,3 | 3,5 | 0 |
| Соединение нижнего воротника с верхним | 21,5 | 21,9 | 21,9 |
| Соединение воротника с горловиной | 19 | 19,2 | 24,5 |
| Общая затрата времени на обработку узла, Тобщ.мин. | 43,8 | 44,6 | 46,4 |
| Рис. 5 |
Сравнительную оценку рассматриваемых методов, проводят по всем показателям для выявления основных факторов, по которым тот или иной метод обработки имеет достоинство. Основные факторы, определяющие выбор рациональных методов обработки и оборудования, представлены в табл. 10.
Таблица 10
Основные факторы, определяющие выбор рациональных методов обработки оборудования
| Показатели | Варианты методов обработки | ||
| I | II | III | |
| Трудоемкость, мин. | 43,8 | 44,6 | 46,4 |
| Затраты времени на механизированные работы, мин. | 7,3 | 10,3 | 11,06 |
| Степень механизации работ, % | 16,6 | 22,8 | 23,8 |
| Количество специальных машин, ед. | 0 | 0 | 1 |
| Количество прессов | 1 | 1 | 1 |
Для рационального метода обработки заданного узла изделия выбор оборудования и его техническая характеристика приводится в табл. 11 и табл. 12
Таблица 11
Технологическая характеристика машин
| Класс, завод изготовитель | Назначение машины | Характеристика стежка (переплетения ниток) и рабочих инструментов | Число стежков в минуту | Толщина сшиваемого пакета материалов, см. | Дополнительные данные | ||||
| Стежок | Игла | Челнок | Нитеподатчик | Двигатель материалов | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| JUKI DDL-5550 | стачивающая машина | челночный | 90 -100 | челнок | рейка 3-х рядовая | 5500 | макс. 5мм | Подъем лапки 13мм |
Таблица 12
Технологическая характеристика оборудования, для влажно-тепловой обработки
| Вид оборудования, предприятие изготовитель | Производительность, цикл/ч | Усилия прессования, Па | Тип привода | Тип нагрева подушки | Температура нагрева подушки, С0 | Дополнительные данные (тип подушки и т.д.) | ||
| Верхней | Нижней | Верхней | Нижней | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Пресс ПСП-1 | 70-100 | 0,5 | Пневматический | 200 | 140 | ПЦУ | ||
| Утюг УЭП-6 | 30-120 | Электро привод | 120-240 | Электропаровой |
Рекомендуемое приспособление малой механизации представлено в табл. 13.
Таблица 13
Характеристика приспособлений малой механизации
| Наименование приспособления | Назначение приспособления |
| 1 | 2 |
| Линейка | Для уравнивания срезов обтачивания и втачивания воротника в горловину |
Анализ материала приведенного в таблице:
1. Какие конкретно технологически-неделимые операции сокращаются?
Обтачивание вороника, втачивание нижнего воротника в горловину, одновременно стачивание подборта с верхним воротником по линии раскепов.
2. Перечислите имеющиеся изменения в конструкции узла и их влияние на эффективность проектируемого метода обработки?
Изменений в конструкции нет, но на эффективность проектируемого метода обработки оказывает влияние прогрессивный способ обработки, закрепления срезов вороника с использованием клеевой паутинки.
3. Для каких видов материалов можно рекомендовать ту или иную обработку узла?
Первый и второй способ обработки узла изделия рекомендуется использовать для материалов средней плотности, а так же легких. Третий способ обработки узла изделия рекомендуется использовать для толстых материалов.
4. Для каких производственных структур (Дом моды, ателье, «люкс», высшего, 1 разряда, швейное предприятие массового изготовления одежды) целесообразно использовать ту или иную обработку узла и почему?
Для высшего, 1 разряда ателье рекомендуется использовать первый способ обработки узла потому, что в обработке присутствует значительное количество ручных работ. Третий способ также подходит для данных категорий ателье. В массовом производстве эти три способа не целесообразны так как там в основном используются механизированные работы.
5. Какое влияние на экономичность метода и качество работы оказывают приспособления малой механизации?
В данном случае, приспособлением малой механизации является линейка выравнивания. С ее помощью производится выравнивание срезов обтачивания воротника. Это необходимо для выполнения одинакового (ровного) шва обтачивания воротника, что влияет на его качество.
Похожие работы
... нового прочтения. К тому же они выполнены на разнообразных, часто необычных тканях. 3. ПОДГОТОВИТЕЛЬНО-РАСКРОЙНЫЕ РАБОТЫ Подготовительно-раскройное производство в условиях изготовления одежды по индивидуальным заказам представляет собой комплекс работ, осуществляемых предприятием для выполнения заказов населения. Разработка и внедрение осуществляется с помощью конструкторско-технологической ...
... рабочих и РСЭМО: пальто мужские пальто женские 20/1-26 20/2-26 1554997,8 1262027,2 13 Ведомость выпуска готовой продукции Выпущенная из производства готовая продукция оприходована на склад по фактической себестоимости: пальто мужских пальто женских 43-20/1 43-20/2 11730741,8 8234110 Пункт 1. Составляем шахматную ведомость: ...
... работы Питание процесса Малой мощности Специализированные по женской одежде пальтово-костюмного ассортимента Сменные Штучная подача Оригинальность и сложность моделей Сходны по технологической обработке Модель требует консультации и контроля закройщика за процессом изготовления Минимальное незавершенное производство и непрерывность процесса ...
... рациональные методы обработки деталей и узлов изделия, современное оборудование и его технологические возможности, организацию производства. Учитывая тенденции моды на 2008 - 2009г. и вышеуказанные данные для разработки проектно - конструкторской документации, из журналов мод выбираем шесть моделей зимнего пальто. Все эти модели предназначены для узко сложенных женщин, средней возрастной группы с ...
0 комментариев