Навигация
Система формирования качества промышленной продукции сварочного производства
57263
знака
0
таблиц
0
изображений
4. Система формирования качества промышленной продукции сварочного производства.
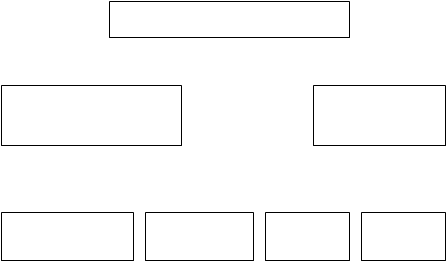
Система формирования качества промышленной продукции сварочного производства охватывает пять основных стадий жизненного цикла продукции и представлена в виде следующей схемы.
1) Стадия проектирования включает научно-исследовательские и опытно-конструкторские работы (НИР и ОКР) по проектированию сварных изделий и разработке директивных (руководящих) технологических материалов (ДТМ, РТМ). На этой стадии прогнозируется технический уровень выпускаемой продукции и определяется её соответствие современному уровню развития техники и технологии, осуществляется контроль разрабатываемой технической документации.
2) На стадии внедрения осуществляется технологическая подготовка производства, и ведутся работы по отладке технологии при выпуске опытных образцов или установочной серии. Основной сущностью технологической подготовки производства является разработка рабочей технологической документации и проектирование технологической оснастки.
На этой стадии контролируется разработанная технологическая документация и конструкторская документация на оснастку.
3) Стадия серийного производства предполагает организацию определенной системы производственного контроля, включающую контроль поставляемых материалов и полуфабрикатов, уровня подготовки производственного и руководящего персонала, технического состояния оборудования, контроль технологического процесса изготовления и испытания сварных изделий. На этой стадии осуществляют мероприятия по управлению технологическим процессом с целью устранения возникающих отклонений. Контроль на стадии серийного производства обеспечивает планируемый уровень качества выпускаемой продукции.
4) На стадии обращения контролируют условия хранения продукции и её транспортировки с целью сохранения всех показателей качества, заложенных в продукцию на предыдущих стадиях.
5) Стадия эксплуатации предполагает организацию определённой системы технического обслуживания и ремонта сварных изделий с целью поддержания высокого уровня их качества. Для этого необходим эксплутационный контроль. Контроль производится и после ремонта сварных соединений.
Анализ приведённой системы показывает, что качество продукции формируется и складывается из суммы качеств продукции на каждой стадии её жизненного цикла. Такая система формирования качества является частью общей системы качества, которая предусматривает контроль всех элементов, обеспечивающих её функционирование и соответствующих требованиям международных стандартов серии ISO -9000.
5. Система разработки и постановки продукции в производство.
Система разработки и постановки продукции в производство устанавливает порядок создания новой продукции, осуществляемой на основе хозяйственных договоров между заказчиком, разработчиком и изготовителем. Взаимодействие организаций-исполнителей при разработке и постанове продукции в производство осуществляется по следующей схеме.
Приведенная схема в общем случае отражает порядок создания продукции. При этом заказчик формирует заявку на разработку продукции, в которой определяет целевое назначение, область применения, технические требования, тип и характеристики производства, разработчик создает нормативно-техническую документацию (НТД) на изготавливаемую продукцию, а изготовитель выпускает продукцию и несёт ответственность за соответствие её НТД.
Запуску продукции в производство предшествует большая и трудоемкая подготовительная работа, которая охватывает две стадии жизненного цикла продукции (проектирование и внедрение). Результатом этой работы является разработка технической документации, включающей конструкторскую документацию на изделие и технологическую оснастку, и технологическую документацию на технологию его изготовления, а также отладка и освоение технологического процесса, выпуск установочной серии изделий в цехах предприятия-изготовителя продукции.
Порядок разработки и постановки продукции в сварочном производстве предусматривает несколько этапов работ, некоторые из которых выполняются последовательно, а другие параллельно. Эти этапы конкретизируются блок-схемой, приведенной ниже.
Начало разработки начинается с выдачи технического задания (ТЗ). ТЗ содержит исходные данные, необходимые для создания сварного изделия. Оно является основным документом, определяющим назначение изделия, его технические показатели и объем выпуска. ТЗ устанавливает требования к материалу изделия, его сварным соединениям и технологии изготовления.
На основе ТЗ конструктор выбирает материал и разрабатывает техническое предложение на изделие. Техническое предложение предусматривает разработку вариантов сварных изделий, отличающихся конструктивным исполнением и использованием различных технологических процессов, способов сварки. Затем начинается конструкторское проектирование изделия. Оно включает последовательно этапы разработки эскизного, технического и рабочего проектов.
Этап эскизного проектирования предусматривает разработку компановочного чертежа сварного изделия и расчленения его на самостоятельно изготавливаемые узлы и подузлы. Результатом разработки эскизных проектов является окончательный выбор принципиальных конструкторских решений проектируемого изделия.
Параллельно эскизному проектированию выдается ТЗ на проектирование технологии изготовления изделия, разработка которой осуществляется в два этапа. На первом этапе разрабатывается директивная технология, предусматривающая выбор высокоэффективных технологических процессов производства, включая и способа сварки. Второй этап заключается в проектировании рабочей технологии изготовления изделия.
На этапе технического проекта изделия выполняются чертежи его отдельных узлов, а также чертежи наиболее трудоемких и металлоемких деталей. На этапе технического проекта решаются вопросы по отработке конструкции изделия на технологичность. Она предусматривает анализ затрат труда, средств, материалов и времени при выборе оптимальных технологических решений изготовления изделий и способа сварки конкретных соединений.
На этапе рабочего проекта изделия разрабатывают рабочие чертежи отдельных деталей, определяют технические условия на материалы, производится оценка технического уровня спроектированного изделия.
После разработки конструкторской документации начинается работа по технологической подготовке производства, которая предусматривает второй этап разработки технологического процесса, включающего разработку рабочей технологической документации.
Параллельно с разработкой технологической документации выполняется проектирование и изготовление технологической оснастки, а также проектирование производственного цеха или участка. Отработка технологической документации и окончательная корректировка конструкторской документации выполняется исходя из практики изготовления и испытания опытного образца.
Для освоения выпуска спроектированного изделия на предприятии-изготовителе создаются соответствующие цеха или участки, на которых производится отладка производства при выпуске и испытании установочной серии изделий (первой промышленной партии).
Таким образом, разработка сварной конструкции и технологии ее изготовления является комплексной задачей, решаемой совместно конструкторами и технологами в течение всего процесса проектирования и внедрения продукции в серийное производство.
Глава I.Сварка, понятие, виды и классы.
Сварка - технологический процесс получения неразъемных соединений материалов посредством установления межатомных связей между свариваемыми частями при их местном или пластическом деформировании, или совместным действием того и другого. Сваркой соединяют однородные и разнородные металлы и их сплавы, металлы с некоторыми неметаллическими материалами (керамикой, графитом, стеклом и др.), а также пластмассы.
Сварка - экономически выгодный, высокопроизводительный и в значительной степени механизированный технологический процесс, широко применяемый практически во всех отраслях машиностроения.
Физическая сущность процесса сварки заключается в образовании прочных связей между атомами и молекулами на соединяемых поверхностях заготовок. Для образования соединений необходимо выполнение следующих условий: освобождение свариваемых поверхностей от загрязнений, оксидов и адсорбированных на них инородных атомов; энергетическая активация поверхностных атомов, облегчающая их взаимодействие друг с другом; сближение свариваемых поверхностей на расстояния, сопоставимым с межатомным расстоянием в свариваемых заготовках.
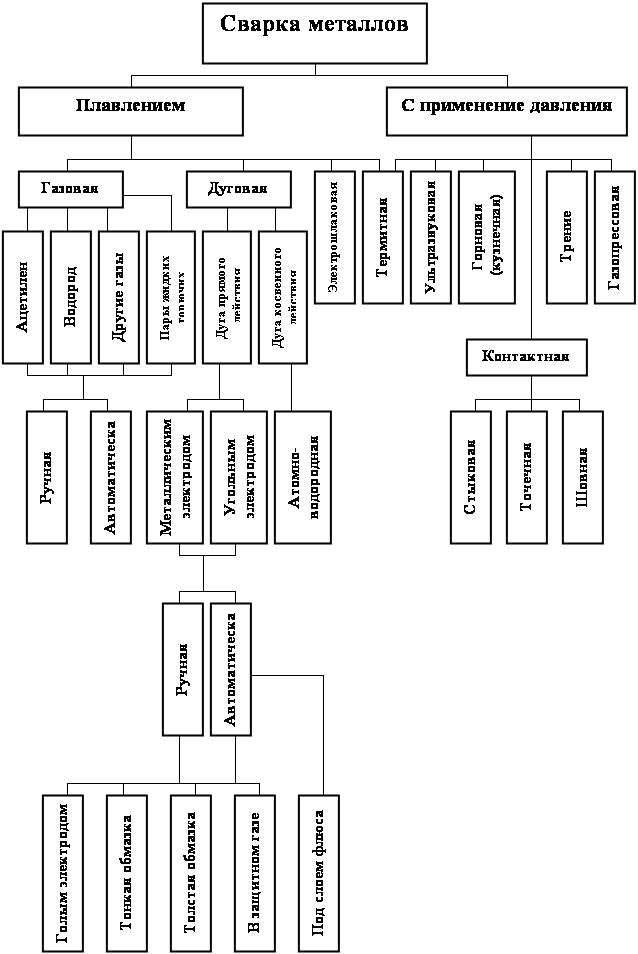
В зависимости от формы энергии, используемой для образования сварного соединения, все виды сварки разделяют на три класса: термический, термомеханический и механический.
К термическому классу относятся виды сварки, осуществляемые плавлением с использованием тепловой энергии (дуговая, плазменная, электрошлаковая, электронно-лучевая, лазерная, газовая и др.).
К термомеханическому классу относятся виды сварки, осуществляемые с использованием тепловой энергии и давления (контактная, диффузионная и др.).
К механическому классу относятся виды сварки, осуществляемые с использованием механической энергии и давления (ультразвуковая, взрывом, трением, холодная и др.).
Похожие работы
... Основным критерием, характеризующим состояние поверхности металла, является электродный потенциал. Обычно возможность применения анодной защиты для конкретного металла или сплава определяют методом снятия анодных поляризационных кривых. При этом получают следующие данные: а) потенциал коррозии металла в исследуемом растворе; б) протяженность области устойчивой пассивности; в) плотность тока в ...
... к деталям толщина последних практически не ограничивается. Особые преимущества этот процесс имеет при соединении разнородных и термочувствительных элементов. Областями использования ультразвуковой сварки являются: производство полупроводников, микроприборов и микроэлементов для электроники, конденсаторов, предохранителей, реле, трансформаторов, нагревателей бытовых холодильников, приборов ...
... в конденсаторах; образование волн сжатия и пульсация газового пузыря после разряда; взаимодействие ударной волны и гидропотока с заготовкой. По сравнению с традиционными методами обработки металлов давлением электрогидравлическая штамповка имеет следующие преимущества: упрощается и удешевляется технологическая оснастка, что способствует сокращению сроков технологической подготовки производства ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев