Навигация
Технология восстановительного ремонта шатуна
29566
знаков
2
таблицы
5
изображений
1. Краткое описание назначения, устройства, условий работы и краткое описание технологии ремонта шатуна.
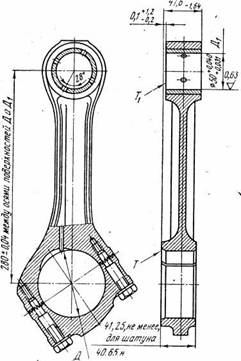
Шатун (рис. 2) изготовлен из стали 40Н2МА (ГОСТ 4543—71), а крышка из стали 40Х (ГОСТ 4543—71). Нижняя головка имеет косой разъем под углом 55°±30' к продольной оси. Шатун соединен с крышкой двумя болтами, ввернутыми в резьбовые отверстия тела шатуна. Фиксация шатуна и крышки осуществляется по шлицам и фиксирующему пояску на одном из шатунных болтов. Очень важно для работы шатунных болтов и вкладышей плотное сопряжение шлицов, поэтому грязь, заусеницы и забоины на шлицах не допускаются. Шатун с крышкой составляют комплект, одна из деталей которого не может быть заменена деталью другого комплекта. Перед сборкой шатуна резьбу болтов смазывают графитной смазкой. Затяжку начинают с длинного болта тарированным ключом крутящим моментом 20—22кгс-м.
На шатуне и крышке вблизи стыка наносятся метки спаренности шатуна с крышкой.
В нижней головке шатуна имеется отверстие диаметром 93+0'021 мм под вкладыши подшипников, в верхней головке —отверстие диаметром 56+0'03 мм под бронзовую втулку. Внутренняя поверхность втулки окончательно обработана до диаметра 50+0.040 мм после запрессовки в отверстие верхней головки шатуна, при этом колебание размера для одного шатуна должно быть не более 0,004 мм.
В процессе эксплуатации двигателя у шатунов могут возникать следующие неисправности: изгиб и скручивание, износ отверстий в нижней головке и бронзовой втулке.
Шатуны с указанными неисправностями восстанавливают. Шатуны, имеющие трещины любого размера и расположения, а также отклонение торцов верхней и нижней головок от положения в одной плоскости более чем на 1,0 мм, выбраковываются. Проверка на отсутствие трещин осуществляется на магнитном дефектоскопе в магнитном поле при силе тока 800 А.
Бронзовую втулку из верхней головки выпрессовывают при износе отверстия во втулке более 50,08 мм или при ослаблении посадки втулки.
Для ремонта устанавливают крышку на шатун и крепят болтами. Окончательную затяжку болтов крутящим моментом 20—22 кгс-м производят на приспособлении.
Шатун торцом нижней головки устанавливают на площадку пленки 1, головку болта крепления крышки шатуна вставляют в головку 2 приспособления и включают электродвигатель 3. В момент затяжки болта с усилием 20—22 кгс-м реактивные силы поднимают правый конец планки / с грузом 7 вверх; планка нажмет на концевой выключатель б, который выключит электродвигатель 3. Затяжку второго болта производят в том же порядке.
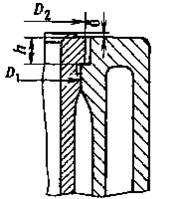
Погнутые шатуны с кривизной, не превышающей 1,0 мм на длине шатуна, допускается исправлять обработкой торцов верхней головки шатуна. Правка шатуна не допускается.
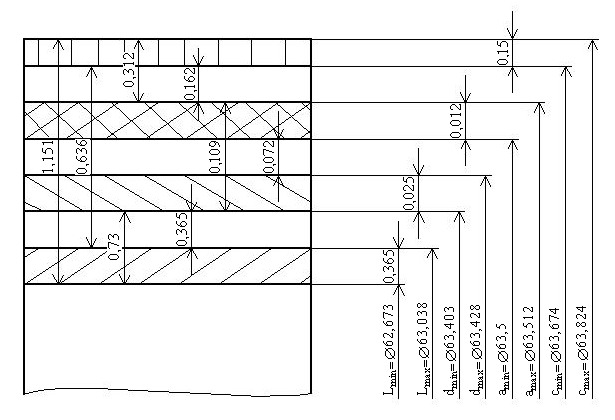
Торец верхней головки обрабатывают с двух сторон в размеры, показанные на рис. 1. Внутренний диаметр нижней головки шатуна проверяется после контрольной затяжки шатунных болтов моментом 20—22 кгс-м. Предельно допустимый диаметр — до 92, 98—93,05 мм, если среднее арифметическое диаметров в плоскости стыка и сечении, перпендикулярном стыку, не выходит за пределы 93,00—93,021 мм..
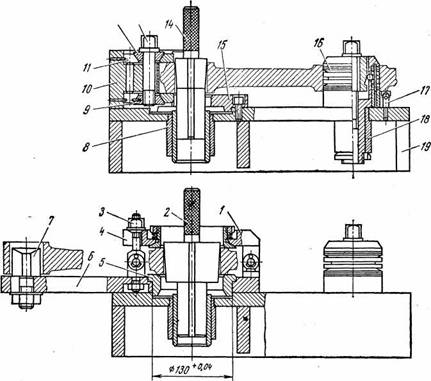
РИС 2. Приспособление для расточки отверстий в головке шатуна.
/ — прижим; 2, 14 — съемные пальцы; 3 — накидная гайка; 4 — планка; 5, 15 — установочные втулки; 6, 10 — съемные приставки; 7 — палец срезанный; 8, 18 — направляющие втулки; 9, 12 — конусные шайбы; 11 — при хват; 13 — болт; 16 —* установочный палец; 17 — упор; 19 — корпус
Восстановление отверстия в нижней головке шатуна производят осталиванием. Предварительную расточку отверстия до диаметра 93,6 мм под осталивание и окончательную расточку до диаметра 92,96+0'035 мм производят на алмазно-расточном станке мр-дели 2705 в специальном приспособлении (рис. 2).
Для расточки отверстия в нижней головке шатуна на корпус 19 устанавливают съемную приставку 6 установочной втулки 5 в базовое отверстие диаметром 130+0'04 мм. На приставку 6 устанавливают шатун отверстием в верхней головке на палец 7, а торцом нижней головки на торец втулки 5 фиксируют отверстие нижней головки относительно оси шпинделя станка съемным пальцем 2. Устанавливают прижимную планку 4, крепят шатун в приспособлении накидной гайкой 3, вынимают съёмный палец 2 и растачивают отверстие. Расточку отверстия после осталивания производят за два прохода. Предварительно растачивают отверстие до диаметра 92,4 мм резцом с пластинкой из твердого сплава Т5КЮ (частота вращения расточной головки 372 об/мин, подача головки — 0,23 мм/об). Окончательно растачивают отверстие до диаметра 92,96+0>034 мм резцом с пластинкой из твердого сплава Т30К4 (частота вращения расточной головки — 520 об/мир, подача —0,1 мм/об). После расточки отверстие в нижней головке шатуна хонингуют в размер 93+0'021 мм.
Кроме процесса осталивания отверстия нижней головки шатуна, в последнее время разработан способ газопорошковой наплавки, заключающийся в том, что самофлюсующийся порошок ПГ-ХН80СР2 (РТУ УССР 1179—67) наносится на восстанавливаемую поверхность посредством ее подачи через пламя ацетилено-кислородной горелки специальной конструкции, использующей эффект эжекции (тип горелки ГАЛ-2-68).
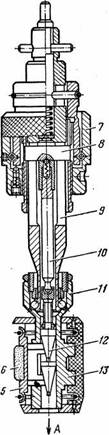
Рис.3 Хонинговальная головка.
1- гидроцилиндр; 2 — опорная втулка: 3 — установочный палец; 4 — планка; 5 — колодка хонинго-вальной головки; 6 — алмазные бруски; 7 — поводок; в —- чека; 9 — стержень; 10 — толкатель; 11 — корпус головки: 12 — разжимной конус; 13 — планка: 14 — прижимная втулка; 15 — шатун; 16 — корпус
Химический состав порошка ПГ-ХН80СР2: углерод — 0,3—: 0,6%, кремний — 1,5—3,0%, железо — 4,5—5,0%, хром — 12— 15%, бор — 1,5—2,5%, никель — 80,2—73,9%.
Порошок выпускается Торезским заводом твердых сплавов Министерства цветной металлургии.
Перед нанесением- порошковой композиции шатун должен быть собран с нижней крышкой; болты крепления крышки шатуна затянуть моментом 20—22 кгс-м.
При наплавке поверхности отверстия в самом шатуне стержень, его нужно охлаждать путем погружения в воду по головку. При наплавке отверстия в крышке шатуна охлаждение не требуется. Толщина наплавленного слоя — 0,1 мм. Твердость наплавленной поверхности — HRC 35—40. Трудоемкость наплавки — 7—10 мин на один шатун.
После наплавки отверстие нижней головки шатуна хонингуют до получения номинального размера 93+0>021 мм. Хонингование отверстия в нижней головке шатуна после расточки или наплавки. производят на вертикально-хонинговальном станке модели ЗМ82-в приспособлении, показанном на рис. 3. Хонинговальную головку крепят в патроне, который устанавливают в шпиндель станка. Привод механизма разжима брусков встроен в шпиндельную бабку станка. Поступательное движение от привода передается толкателю 10 и через поводок 7 разжимному конусу 12. Последний, воздействуя на планки 13, разжимает колодки 5 с алмазными брусками 6. Хонингуют отверстие предварительно до диаметра 92,99+°>021 мм алмазными брусками марки 2768-0103-Г-АСР 100/8Q-50M-73 (ГОСТ 16606—71) при удельном давлении брусков 4—6 кгс/см2 и окончательно до диаметра 93+0>021 мм алмазными брусками марки 2768-0103-1-АСМ 28/20-50М-73 (ГОСТ 16606—71) при удельном давлении брусков 3—5 кгс/см2. Хонинговальная головка должна делать 88 двойных ходов в минуту при 88 об/мин шпинделя станка. Шероховатость поверхности после окончательной обработки не ниже /?а = 0,63 мкм.
При ослаблении посадки или провороте бронзовой втулки отверстие в верхней головке после выпрессовки втулки растачивают под ремонтный размер 56,25 мм. Расточку отверстия под ремонтную втулку и во втулке под поршневой палец производят на алмазно-расточном станке модели 2705 в приспособлении, показанном на рис. 70.
С корпуса 19 приспособления снимают съемную приставку, 6, а на ее место устанавливают съемную приставку 10 и крепят болтами. На приставку устанавливают шатун, базируя отверстием в нижней головке на установочный палец 16 и упор /7, фиксируют отверстие верхней головки относительно оси шпинделя станка съемным пальцем 14, крепят шатун в приспособлении болтом 13 и вынимают съемный палец 14. Растачивают отверстие до диаметра 56,25+0'03 мм под ремонтную втулку резцом с пластинкой из твердого сплава Т30К4 при 860 об/мин расточной головки и подаче 0,1 мм/об. Шероховатость поверхности после обработки Ra = = 1,25 мкм.
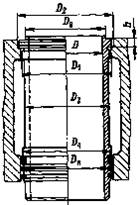
В расточенное отверстие запрессовывают ремонтную втулку (рис. 4), изготовленную из бронзы БрОЦС 5-5-5 (ГОСТ 61.3—65).
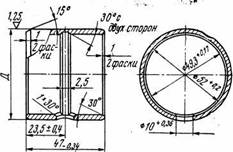
Рис. 4. Ремонтная втулка верхнее головки шатуна
Наружный диаметр Д втулки для расточенного на ремонтный размер отверстия в шатуне должен быть 56,25
Бронзовую втулку запрессовывают с натягом 0,05—0,12 мм заподлицо с торцом шатуна, совместив масляные отверстия во втулке и шатуне. Перед запрессовкой втулку охладить до температуры минус 50°С в специальном контейнере с сухим льдом.
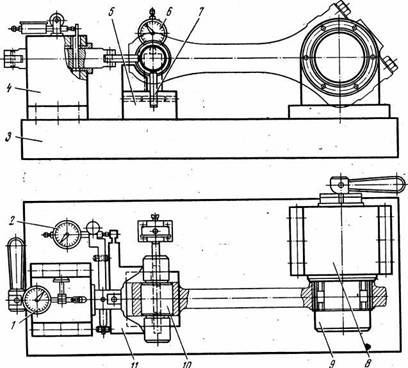
Рис. 5. Приспособление для контроля шатуна:
2, 6 — индикатор; 3 — основание; 4 — корпус; 5 — стойка; 7 — упор; 9 — базовый палец; 10 — установочный палец; U — скоба
Расточку отверстия в бронзовой втулке до диаметра 50 4+0°;оз10 мм производят при частоте вращения расточной головки 1600 об/мин и подаче 0,06 мм/об.
Шероховатость поверхности после расточки /?а = 0,63-7-0,32 мкм. Перед мойкой масляный канал в шатуне прочищают шомполом. Промывают шатун в моечной машине и обдувают сжатым воздухом.
Изгиб, скручивание шатуна, расстояние между осями отверстий верхней и нижней головок проверяют на контрольном приспособлении (ряс. 73).
Настройку индикаторов, установленных ' на приспособлении, производят по эталону.
В верхнюю головку шатуна вставляют установочный палец 10, надевают шатун отверстием нижней головки на базовый палец 9 и кладут выступающими поверхностями установочного пальца 10 на упор 7.
Непараллельность осей отверстий верхней и нижней головок не должна превышать 0,04 мм на длине 100 мм.
Оси отверстий должны лежать в одной плоскости, отклонение не более 0,03 мм на длине 100 мм.
Расстояние между осями должно быть 280±0,03 мм.
Контроль отверстий (диаметр 50^0^° mm и диаметр 93+0'021 мм) производят индикаторным нутромером. Шероховатость поверхностей в отверстиях головок — а = 0,63 мкм торцов а=1,25 мкм. Проверяют совпадение отверстий во втулке и шатуне.
Анализ дефектов детали и требований, предъявляемых к отремонтированной детали.
| Номер дефекта | Название | Метод или при- | Раз | меры |
| дефекта | бор контроля | Номинальный | Пред. допустим. | |
| 1 | Износ торцов нижней головки шатуна рис.1 поз.1 | Штангенциркуль | 41,65 | 40,65 |
| 2 | Задиры поверхности нижней головки шатуна рис.1. поз.1 | Визуально | ||
| 3 | Износ отверстия под втулку верхней головки шатуна рис 1. поз 4. | Нутример | 50 + 0,031 | 50+0,04 |
Определение годовой программы технологического процесса восстановления детали.
Годовая программа:
Nг=N n kр=25000 1 0,5 = 12 500 шт.
Выбор способов устранения дефектов.
Дефект №1 (Износ торцов нижней головки шатуна ).
Выбираем способы по конструкторско-технологическим характеристикам.
Металлизация:
МПл не подходит из-за малой толщины наращиваемого слоя металла и вида покрытия.
Способ МГП не подходит из-за дороговизны материала покрытия (бронза дорогая).
МЭД подходит по всем параметрам и показателям.
МВЧ и МИВЧ не подходит по материалу покрытия и виду восстанавливаемой поверхности.
Ручная и механизированная сварка под слоем флюса.
НРг и НРад не подходят по виду основного материала изношенной детали.
НОФпл, НСФсер, НСФтмо, НСФпг, НСФпл подходят по всем показателям.
Вибродуговая наплавка.
НВдж, МВДсо2, НВДп, НВДвс, НВДгж, НВДпл, НВДуз, НВДтмо подходят по всем показателям.
Микронаплавка, наплавка в среде СО2, припекание порошков.
НЭИ, НПЭ, НБм не подходят по виду поверхности восстановления.
НУГфл, НУГлэ, ТДПП, ЭНП не подходят из-за большего минимально допустимого диаметра востанавливаемой поверхности
НУГ и НУГар подходят по всем показателям.
Хромирование.
ХРппол, ХРлег, ХРхэ не подходят так как сопряжение восстанавливаемой поверхности является подвижным.
ХР, ХРор, ХРуз, ХРстр подходят по всем показателям.
Железнение.
Использование в данном случае любого вида железнения весьма не желательно по трем причинам:
а) Приходится наносить 2-3 слоя, так как один не обеспечивает требуемой толщины.
б) Низкая экологичность методов железнения, требуется очистка стоков.
в) Низкая усталостная выносливость.
По показателям физико-механических свойств.
Способ наплавки ручной аргонодуговой не подходит из-за малой величины микротвердости (всего 200 кг/мм2).
Способ наплавки вибродуговой в среде пара не подходит из-за малой величины микротвердости (всего 225 кг/мм2).
Способы вибронаплавки НВдж, НВДвс, НВДгж, НВДпл, НВДуз и НВДтмо не подходят из-за малого показателя долговечности.
Способ наплаки в среде углекислого газа без охлаждения не подходит из-за малой величины микротвердости (всего 230 кг/мм2).
Способ хромирования в обычном электролите не подходит из-за малой величины выносливости.
По технико-экономическим показателям.
Наплавка ручная газовая не подходит для нашего массового ремонта деталей (12500 деталей в год), так как является весьма дорогим способом.
Хромирование способами ХРппол, ХРхэ, ХРуз, ХРстр не желательны к применению из-за дороговизны.
По прочим характеристикам.
Способ металлизации МЭД не стоит применять т.к. получаемое покрытие является хрупким, что для нашего случая недопустимо.
Способ вибродуговой наплавки в среде углекислого неприемлем из-за наличия пор, раковин, трещин и т.д.
Способ вибронаплавки порошковой проволоки не желателен к применению из-за наличия неравномерностей в структуре покрытия.
Способ микронаплавки в среде углекислого газа с добавлением аргона нежелателен к применению из-за низкой производительности.
Способ хромирования в электролите с каталитическими добавками применяется редко и оборудование для него весьма дорого, поэтому его мы тоже не будем применять.
Выбираем способ хромированием в саморегулирующимся электролите.
Дефект №2 (Задиры поверхности нижней головки шатуна).
Выбираем способы по конструкторско-технологическим характеристикам.
Металлизация.
МВЧ, МПГ, МПл не подходят по виду материалу покрытия.
Способ МИВЧ не подходит по виду восстанавливаемой поверхности.
По всем показателям подходит способ МЭД.
Ручная и механизированная сварка под слоем флюса.
Подходят способы НРад и НСФлп.
Остальные способы не подходят по виду восстанавливаемой поверхности или материалу покрытия.
Вибродуговая наплавка.
Ни один способ не подходит из-за вида восстанавливаемой поверхности.
Микронаплавка, наплавка в среде СО2, припекание порошков.
Подходит метод НЭЧ, другие не подходят по виду поверхности восстановления (упрочнения).
Хромирование.
Также не подходит не один метод, так ка не совпадают виды поверхности восстановления (упрочнения).
Железнение.
Не подходит не один метод, так ка не совпадают виды поверхности восстановления (упрочнения).
По показателям физико-механических свойств.
Способ металлизации МЭД не подходит из-за низких показателей коэффициента выносливости, сцепляемости и долговечности.
По технико-экономическим и прочим показателям.
В принципе способы ремонта сваркой НРад, НСФпл и микронаплавкой НЭИ имеют примерно одинаковую себестоимость, все же предпочтение отдадим способу электроимпульсной микронаплавки, т.к. сварка НРад, является малопроизводительной, а НСФпл требует термической обработки.
В результате выбираем способ электроимпульсной наплавки.
Похожие работы
ЕТАЛИ 1.1 Исходные данные.Исходными данными для разработки технологического процесса являются: рабочий чертёж детали с технологическими требованиями на её изготовление; производственная программа; карта технологических требований на дефектацию детали; каталоги и справочники по используемому оборудованию и технологической оснастке. 1.2 Анализ условий работы детали. В процессе работы двигателя ...
... затем сушат в сушильном шкафу (t = 200С, = 10 мин). Технологическая карта восстановления гильзы цилиндра двигателя Д-240 представлена 8-ым листом графической части. 6. Охрана труда гильза цилиндр гальваномеханический восстановление 6.1 Меры безопасности при ремонте гильз ДВС Безопасность жизнедеятельности – это комплекс мероприятий по обеспечению по обеспечению безопасности жизненной ...
... рабочих 6 – 8 %, младшего обслуживающего персонала 2 – 3 %. 4 НАЗНАЧЕНИЕ, СОСТАВ И ХАРАКТЕРИСТИКА ПРОЕКТИРУЕМОГО УЧАСТКА ПО РЕМОНТУ СИСТЕМ КОНДИЦИОНИРОВАНИЯ ВОЗДУХА 4.1 Работы, связанные с ремонтом систем кондиционирования воздуха В настоящее время в пассажирском вагонном депо работы, связанные с ремонтом систем кондиционирования воздуха выполняются в основном на открытых и временно ...
... на зубьях Нутромер, визуальный осмотр, глубина более 0,5 мм Зачистка с соблюдением плавных переходов Механическая обработка 4. РАЗРАБОТКА ТЕХНОЛОГИИ РЕМОНТА ВЕРТИКАЛЬНОЙ ПЕРЕДАЧИ 4.1 Структурная схема технологии ремонта технологического процесса ремонта Структурная схема технологии ремонта вертикальной передачи представлена на рисунке 2 Измерить ...
0 комментариев