Навигация
Проектирование зенковки
32399
знаков
2
таблицы
11
изображений
7. Проектирование зенковки.
Одной из разновидностей операции зенкерования является операция образования цилиндрических ступенчатых, конических и торцевых поверхностей, выполняемых специальным осевым инструментом – зенковками.
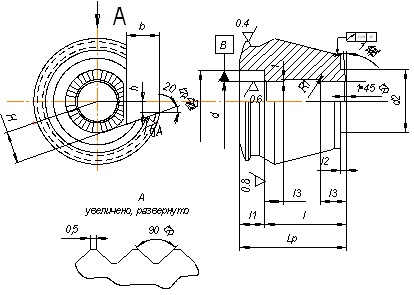
Зенковка коническая предназначена для изготовления фаски 2х45° в отверстии 18.
Обоснование выбора геометрических параметров зенковки.
Геометрические параметры режущей части заданы в сечении перпендикулярном режущей кромке величиною заднего угла шириной фаски f и углом заострения зуба . По рекомендациям (7, стр.30) выбираем:
12°; f = 1.2; = 40°.
Исходя из назначения зенковки, угол при вершине 2= 90°.
Число зубьев зенковки (7, стр.22) z = 8.
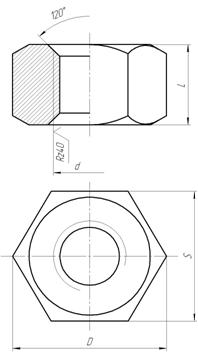
Берём зенковку типа № 9, ГОСТ 14253-80 с углом при вершине 90о,с коническим хвостовиком в форме конуса Морзе № 3 (7, Табл.5), его размер выбирается по АТ8 ГОСТ 2848 - 75.
Обоснование выбора материала режущей и крепежной части.
Выбора материала режущей части и хвостовика зенковки (2, стр.115 таб.2), при обработке сталей, экономически выгодно использовать зенковки из быстрорежущей стали Р6М5 ГОСТ 19256-73. Для экономии быстрорежущей стали, зенковки делают составным неразъемным, сваренным, с помощью контактной сварки оплавлением. Хвостовик изготавливают из стали 40Х ГОСТ454-74.
Хвостовик выполнен в форме конуса Морзе №2 (7, Табл.5), его размер выбирается по АТ8 ГОСТ 2848-75. Для изготовления последующих переточек хвостовой зенкер снабжён центровым отверстием формы В по ГОСТ 14034-75. Допуск на изготовление конических базовых поверхностей зенкера выбираются по ГОСТ 2848-75.
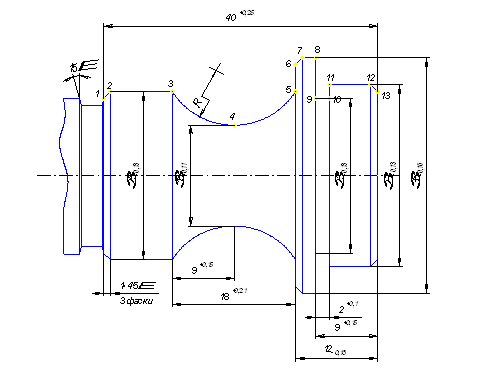
8. Проектирования развёртки.
Обоснование использования инструмента.
Развертка предназначена для обработки отверстия с целью повышения его точности до 7 квалитета и уменьшения шероховатости до Ra = 2.5.
Обоснование выбора материала режущей и крепежной части.
Исходя из твердости обрабатываемого материала - 207НВ, принимаем решение об изготовлении развертки из быстрорежущей стали Р6М5 ГОСТ 19265-73.
Крепежную часть развертки изготовим из стали 40х ГОСТ 454-74.
Обоснование выбора геометрических параметров развертки.
Передний угол . Передний угол для подавляющего большинства разверток °. Это способствует укреплению режущего лезвия, уменьшает радиус округления режущего и увеличивает стойкость разверток.
Задний угол . Задний угол измеряется в плоскости перпендикулярной режущему лезвию. Величина заднего угла = 6...10°. Учитывая, что меньшие значения соответствуют окончательному развертыванию, принимаем = 10°.
Главный угол в плане По рекомендациям (8, стр.9) выбираем 15°.
Угол наклона канавок. Большинство типов разверток изготовляются прямозубыми с = 0° (8, стр.9).
Расчет и назначение конструктивных размеров развертки.
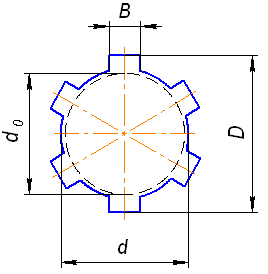
Количество зубьев развертки принимается обычно четным. Количество зубьев можно определить по формуле:
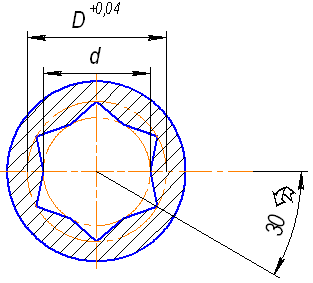
z = 1.5*sqrt(d) + (2...4) = 1.5*sqrt(24) + (2...4) = 8.
Для получения высокого класса шероховатости обработанной поверхности рекомендуется угловой шаг делать неравномерным (6,стр.4).
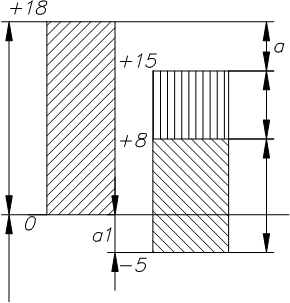
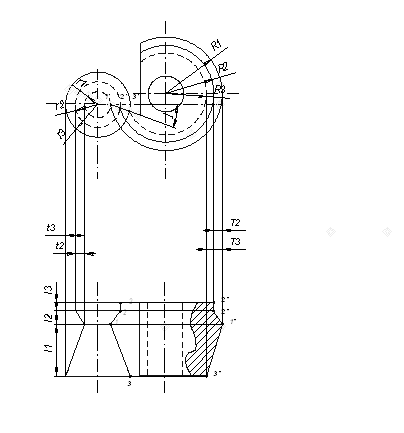
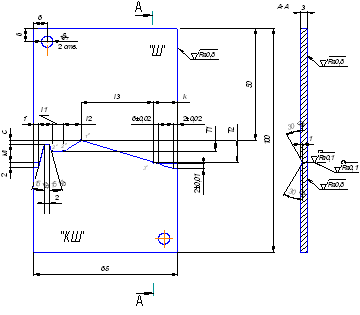
Исполнительный размер диаметра развертки. Исполнительный размер диаметра развертки устанавливается в зависимости от допуска на развертываемое отверстие. Установление допуска на развертку производится в соответствии со схемой на рис.11.
р
0
domin
рис.11
Наибольший диаметр развертки dmax определяется по формуле:
dmax = domin + - а, где
domin - наименьший диаметр отверстия;
р - допуск на изготовление отверстия;
а - максимальная величина разбивки;
а1 - минимальная величина разбивки;
- допуск на износ и перешлифовку развертки;
0 - допуск на изготовление развертки.
В соответствии с ГОСТ 13779-77, устанавливающим допуски на исполнительный диаметр разверток, получим:
+0,015
+0,008
Профиль стружечных канавок. Форма и размеры стружечных канавок не играют особенно большой роли, поскольку объем снимаемого металла незначителен. Форму заточки и профиль стружечных канавок принимаем в соответствии с (8, стр.10).
Хвостовик развертки выполняется коническим - конус Морзе №3 АТ8 ГОСТ 2848 - 75. (8, табл.2 и 3).
Центровые отверстия в развертке изготовляются в соответствии с ГОСТ 14034-74 (8, рис.4).
Похожие работы





... 6. Расчет длины протяжки Выводы Список использованной литературы Введение Целью курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса ...

... =12,63 мм Коэффициент смещение исходного долбяка контура зуба детали в станочном зацеплении с долбяком х1=-Асе+0,25Тс)/2mn tgαn х1=-(0,11+0,25·0,1)/2·2 tg20 =-0,0927274 мм 3.2 Проектирование инструмента Выбираем с минимальным делительным диаметром dо=80 мм Число зубьев долбяка zо=80/2=40 мм Диаметр основной окружности dво= 80·сos20=75,1754 мм Станочное зацепления нового ...
... 55 мм; (6) Определим размеры внутреннего отверстия: l1 = 0,25 LР = 0,25* 55= 13.75мм; (7) l = LР - l1 = 55-13.75 = 41.25 мм; (8) l3 = 0,25 l = 0,25 *41.25= 10.31 мм. (9) Рисунок 2.3 – Резец фасонный круглый Рисунок 1.4-Шаблон и контршаблон 2. Проектирование и расчёт фасонной протяжки Исходные данные: рисунок 14, вариант 3. Размеры обрабатываемого отверстия: d =30 мм, D ...
... профиля и удобство контроля резца. Допуски на размеры шаблона: r1= 29,3±0,36; r2=34,72±0,31; r3=35,78±0,31; r4= 39,38±0,31; Допуски на размеры контр-шаблона: r1= 29,3±0,18; r2=34,72±0,155; r3=35,78±0,155; r4=39,38±0,155; 1.8 Проектирование державки фасонного резца Державки фасонных резцов должны удовлетворять следующим требованиям: 1) Конструкция державки должна быть ...
0 комментариев