Навигация
Обработка металлов давлением
13615
знаков
0
таблиц
0
изображений
ВВЕДЕНИЕ
Обработка металлов давлением одно из древнейших искусств, дошедших до наших дней. Конечно сейчас мы не встретим людей, которые обрабатывали неразогретое железо камнем, но сущность процесса обработки осталась та же - получать нужную форму металла посредством приложения к нему усилий. На современном этапе очень заметно усовершенствовалось кузнечно-штамповочное оборудование. Большое распространение обработка металлов давлением получила в машиностроении, так как такой вид обработки имеет ряд преимуществ: 1) возможность получения не только заданной формы, но и заданных механических свойств изделия; 2) почти безотходное производство; 3) высокая производительность.
На принципе обработки металлов давлением основано листопрокатное производство, без которого не мыслим научно-технический прогресс. В последнее время стали очень популярны изделия из металла, полученные художественной ковкой. Современные тенденции технологии и машин КШП это: экономия металла, экономия энергии, повышение качества штампуемых изделий, механизация и автоматизация производственных процессов, а также внедрение новых технологических процессов.
1. ЛАБОРАТОРИЯ ШТАМПОВКИ. ЛГТУ
Лаборатория штамповки предназначена для ознакомления студентов с кузнечно-штамповочным оборудованием, а также с операциями, выполняемыми на этом оборудовании.
Лаборатория имеет следующее оборудование:
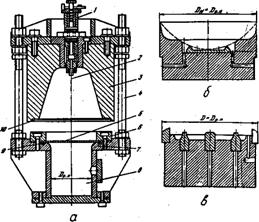
1 - кривошипный пресс (рис. ) - 2 ед.;
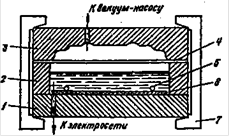
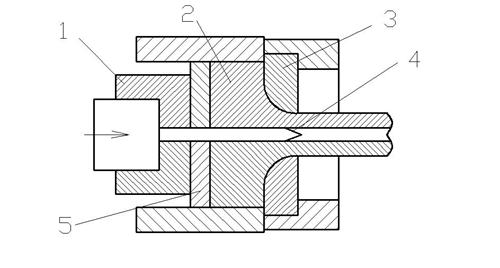
2 - гидравлический пресс (рис. ) - 2 ед.;
3 - пневматический молот (рис. ) - 2 ед.;
4 - разрывные испытательные машины - Р-10 и Р-20;
5 - прибор "Эрикседа" - 1 ед.;
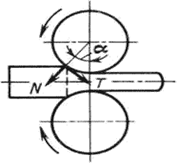
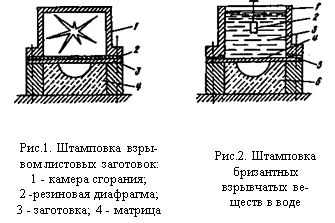
6 - копер для испытаний (рис.1) - 3 ед.;
7 - кузнечный горн (рис. ) - 1 ед.;
8 - сварочная кабина.
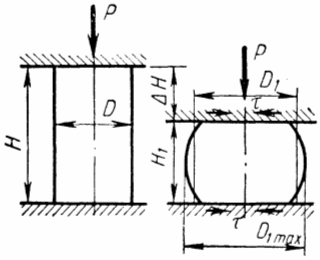
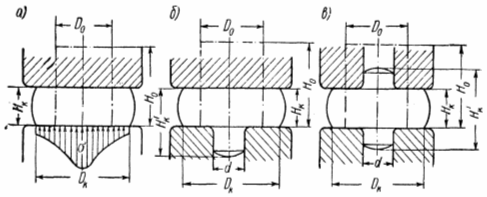
Разрывные испытательные машины имеют назначение чисто эксперементального характера. Они предназначены для определения прочности предела и текучести плоских и цилиндрических образцов путем их растяжения или сжатия (операция осадки). Принцип действия разрывных машин такой же как у гидравлического пресса.
Прибор "Эрикседа" также имеет назначение экспериментального характера. Эта машина производит операцию вытяжки сферических поверхностей и определение предела прочности образца. Принцип работы заключается в том, что вытяжка идет до тех пор пока не разорвется образец, после чего фиксируется значение усилия при котором произошел разрыв.
Копры - это простейшее кузнечное оборудование. Деформация происходит за счет энергии, накопленной во время полета падающих частей. Основные операции - осадка и чеканка (денег).
Кузнечный горн имеет назначение нагревательного характера.
2. ЛАБОРАТОРИЯ РОБОТОТЕХНИКИ. КАФЕДРА ШТАМПОВКИ, ЛГТУ
Лаборатория предназначена для ознакомления студентов с автоматизацией и роботизацией производственных процессов, а также для получения практических навыков по эксплуатации роботизированных и автоматизированных устройств.
Оборудованием этой лаборатории являются:
1 - РФ-202М;
2 - ПМР-0.5-200КВ (промышленный);
3 - М-0.63 (манипулятор);
4 - Ц-12 (робот с управляющей машиной ЭВМ).
Робот РФ-202М двухрукий, кроме того обладает тремя степенями свободы. Манипуляторы способны передвигаться вверх-вниз и выдвигаться, тем самым увеличивая свою длину. Кроме того манипуляторы способны поворачиваться вокруг оси, что позволяет им выполнять операции в окружающей цилиндрической зоне. И, наконец, захватывающее устройство само может поворачиваться вокруг оси. Робот имеет пульт управления, предназначенный для управления подвижными звеньями манипулятора, программирования технологических команд, задания.
Робот ПМР-0.5-200КВ - однорукий, промышленный, по принципу работы схож с роботом РФ-202М. Кроме того имеет программированное устройство управления ЭЦПУ-6030. С помощью этого устройства робота можно запрограммировать на делание следующей операции без оператора: 1 - взять заготовку с позиции питателя; 2 - поместить ее на позицию штамповки; 3 - удалить деталь на позицию готовых деталей (в тару).
При манипулировании плоскими объектами применяют вакуумный захват (присоску).
В заключении можно сказать, что автоматизация, роботизация, механизация, компьютеризация кузнечно-штамповочных процессов все больше и больше проникает в сферу производства. Благодаря автоматизации, роботизации, механизации, компьютеризации сокращается время операций, увеличивается производительность труда, уменьшается себестоимость продукции, повышается качество продукции, уменьшается процентное отношение бракованной продукции и этот список можно продолжать бесконечно.
3. АО НЛМК
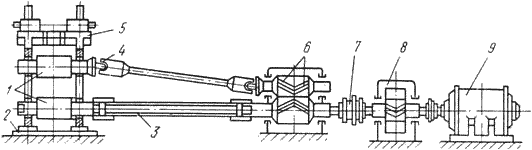
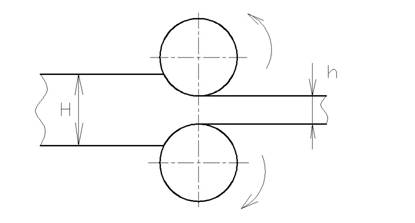
В состав комбината входят: 1 - агломерационное производство, состоящее из : углеподготовительного цеха, коксового цеха, цеха извлечения химических продуктов коксованием (сульфат аммония, нафталин, бензол, каменноугольные смолы); 2 - коксо-химического производства; 3 - ферросплавные цехи; 4 - доменное производство, включающее в себя шесть доменных печей (I и П объемом 2000 куб.м), (V и VI объемом 3200 куб.м), которые работают на агломерате и окатышах, конечный продукт чугун; 5 - сталеплавильное производство, состоящее из: конверторного производства, непрерывной разливки стали, включает в себя три сталеплавильных цеха (ККЦ-1,2,3); 6 - листопрокатное производство. Производство состоит из четырех цехов. ЛПЦ-1 выпускает горячекатанную электротехническую сталь, оснащен двухклетьевым станом 1200 с печными моталками (старейший стан). ЛПЦ-2 - это цех холодной прокатки трансформаторной стали. В него входят: агрегаты непрерывного травления, пятиклетьевой четырехвалковый реверсивный стан (рис.7), три многовалковых стана, печи непрерывного отжига (башенного и горизонтального типа), агрегаты электроизоляционного покрытия, открыто производство оцинкованной посуды.
Похожие работы
... высоколегированных тугоплавких сталей и сплавов. Вдоль электрической дуги по каналу плазмотрона пропускается газ (аргон), который сжимает дугу и выходит из сопла в виде плазмы с температурой 10000…30000 0 С. 2. ТЕХНОЛОГИЯ ФОРМИРОВАНИЯ ИЗДЕЛИЙ ИЗ РЕЗИНЫ: ОБОРУДОВАНИЕ, ОСОБЕННОСТИ ПРОЦЕССА 2.1 Общие сведения о резинах. Классификация и ассортимент резин Натуральный каучук – это эластичный ...
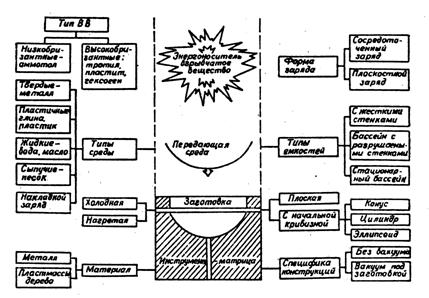
... в конденсаторах; образование волн сжатия и пульсация газового пузыря после разряда; взаимодействие ударной волны и гидропотока с заготовкой. По сравнению с традиционными методами обработки металлов давлением электрогидравлическая штамповка имеет следующие преимущества: упрощается и удешевляется технологическая оснастка, что способствует сокращению сроков технологической подготовки производства ...
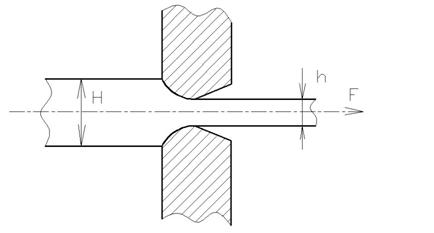
... штук таких же болтов. При современных методах холодной штамповки, чеканки, калибровки, а также холодной высадке можно получить заготовки, почти не требующие обработки резаньем. К основным способам обработки металлов давлением относятся процессы прокатки, волочения, прессования (выдавливания), свободной ковки, горячей и холодной объемной штамповки, а также листовой или холодной штамповки. ...

... элементов, упростить параметрические исследования. 1.5 Выводы Обзор работ, посвященных осадке кольцевых заготовок показал: 1. Осадка является эффективным методом обработки металлов давлением, позволяющим значительно экономить материал. 2. Основным дефектом осадки кольцевых заготовок является потеря устойчивости, вследствие тонкостенности заготовки. ...
0 комментариев