Навигация
3.1. ЛПЦ-3. "СТАН-2000"
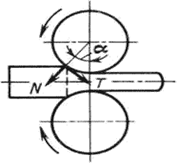
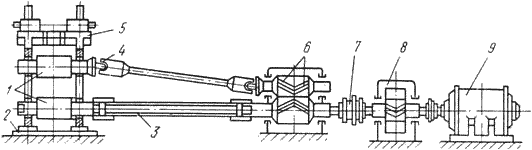
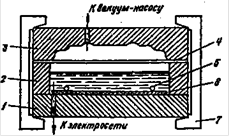
31 июля 1969 года был пущен уникальный мощнейший стан 2000 производительностью 6 миллионов тонн горячего листового проката, оснащенный современным оборудованием с применением автоматизированных систем управления технологией нагрева металла и охлаждения полосы водой. Предназначен цех для горячей прокатки слябов (240 мм толщиной). Слябы нагревают в методических печах с шагающим подом до 700-800 градусов (рис.7). Лист выходит толщиной 30 мм. Далее лист подается в чистовую клеть, откуда выходит толщиной 2-3 мм, после участок дрессирования и намотки. Стан выдает прокат в виде рулонов, ленты, листа толщиной от 2.0 до 16.0 мм, шириной 1050-1850 мм. Точное соблюдение заданных режимов, использование системы противоизгиба и гидронажимных устройств валков способствует получению проката высокого качества. Здесь готовится подкат электротехнической изотропной стали (с неориентированным зерном), низколегированной малоуглеродистой стали для автомобилестроения. Готовая товарная продукция: 1 - прокат для судостроения; 2 - прокат для производства труб; 3 - листовой прокат для холодной штамповки; 4 - прокат общего назначения. Горячекатанный рулонный прокат из углеродистой стали поставляется на экспорт.
3.2. КУЗНЕЧНЫЙ ЦЕХ РЕМОНТНОГО ЗАВОДА НЛМК
В 1989 году на базе отдельных цехов комбината создан ремонтный завод. Его основные задачи: 1 - своевременное и качественное проведение текущих и капитальных ремонтов оборудования; 2 - изготовление оборудования для реконструкции, модернизации технологических объектов. В состав ремонтного завода входят: 12 производственных специализированных цехов; цех подготовки производства со складом запасных частей и оборудования, оснащенный автоматизированной системой учета; автотранспортное подразделение; служба управления; 4 лаборатории; 2 инспекции по надзору за эксплуатацией грузоподъемного и напольного оборудования.
В цехах ремонтного завода сосредоточено современное оборудование для изготовления, упрочнения и восстановления всевозможных узлов деталей. Используются новейшие передовые технологии, производятся все виды термообработки черных и цветных металлов, а также их сплавов: объемная, поверхностная (токами высокой частоты и газопламенная), химикотермическая. Выпускаются швеллера гнутые, уголок гнутый, черепица, прессовые поковки, спецпрофмет и другие виды продукции. Наносятся защитные покрытия, в том числе полиуретановые.
В КПО ОРМЦ изготовляют детали для ремонта оборудования НЛМК. Оборудование, которым оснащен цех, это: гидравлические прессы, паровоздушные молоты, пневматические молоты, машины для раскатки колец, метадические печи.
Из заготовок, которыми являются слитки, куют различные по размерам поковки, в основном - валки прокатных станов.
3.3. ПРОИЗВОДСТВО ТОВАРОВ НАРОДНОГО ПОТРЕБЛЕНИЯ НА НЛМК
Продукция товаров народного потребления АО НЛМК насчитывает около 40 наименований, начиная с прицепов к легковым автомобилям и заканчивая шампунем для волос. Цех товаров народного потребления начал выпуск продукции в 1971 году и был ориентирован сначала на выпуск продукции скобяных изделий. В настоящее время здесь выпускается восемьнадцать видов изделий хозяйственного и культурно-бытового назначения: 1 - кровельная черепица; 2 - оцинкованная посуда; 3 - дверные петли; 4 - крепежные изделия; 5 - передние крылья к автомобилям ВАЗ.
С 1989 года к нему присоединился цех автоприцепов (ЦАП). Он оснащен современные технологическим оборудованием для холодной штамповки, механической обработки, сварки, покраски выпускаемых прицепов.
Совсем недавно к этому семейству присоединился еще цех аудио-видео аппаратуры и цех холодильников "Стинол".
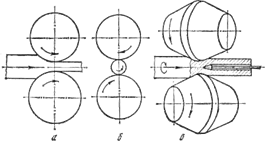
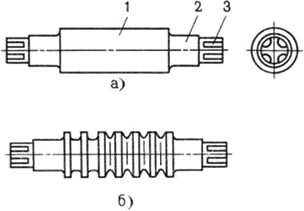
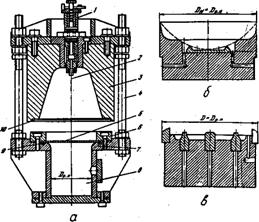
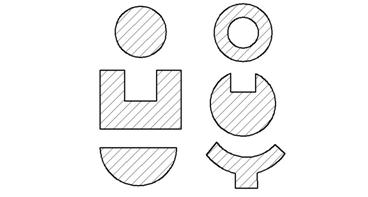
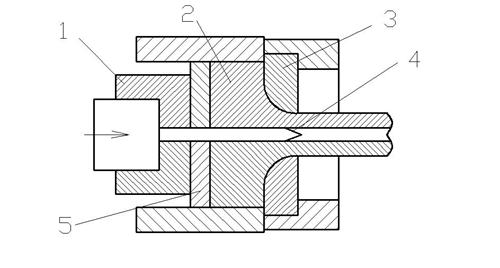
Остановимся подробнее на производстве дверных петель. Дверные петли производят из прутка и ленты. Цилиндрические заготовки делают на холодновысадочных автоматах (рис.12), а основания вырубаются из ленты. После чего пробиваются отверстия и совершается сборка.
В 1995 году введена в эксплуатацию 3-я линия по производству оцинкованной посуды, приобретена штамповая оснастка и приспособления для изготовления рояльной петли, введена в строй действующих 3-линия крупной штамповки, приобретена штамповая оснастка и освоен выпуск панели крыла ВАЗ-2103(06), изготовлена штамповая оснастка желобков (углового и сточного) заднего крыла ВАЗ-2101 и др.
4. ФИРМА "ЛЕВША"
Фирма "Левша" существует уже около 20 лет. Ее продукция известна и славится за пределами области. В ней работают высококлассные мастера-кузнецы, которые изготавливают удивительные вещи из "мертвого металла". Предприятие изготовляет: 1 - оконные фигурные решетки, 2 подсвечники, 3 - разные атрибуты для камина, 4 - ограду с разнообразным орнаментом, 5 - вставки, 6 - подъездные зонты. Многие предприятия заказывают эту продукцию для оформления внешнего и внутреннего облика их офисов, кафе, магазинов и т.д. Кузнечное оборудование современных кузниц состоит из: 1 - нагревательное устройство(печь, горн); 2 - воздуходувное устройство; 3 - инструменты и приспособления.
Горны бывают двух видов: открытые и шахтного типа. К открытым относятся: 1 - открытый кирпичный горн с задним дутьем; 2 - стационарный металлический горн (рис.13); 3 - горны с двумя очагами; 4 - стационарный горн с кирпичным зонтом; 5 - используют переносные горны - цельнометаллические или сварные конструкции, применяемые для нагрева небольших заготовок при ремонтных работах: на полевых станах, на строительных площадках, вдалеке от промышленных предприятий.
Для нагрева крупных заготовок применяются шахтные горны, например - стационарный горн закрытого типа. Сейчас применяют горны, работающие на жидком или газообразном топливе. Кроме горнов, разных конструкций и типов, в кузницах применяют электрические и газовые печи. Они, по сравнению с горнами, имеют ряд преимуществ: заготовка при нагреве практически не соприкасается с топливом, в результате чего она не насыщается серой и другими вредными элементами, меньше окисляется. Сгорание топлива в печах более плотное, в связи с этим повышается КПД печей до 10-15 процентов. Горячая ковка металлов и сплавов стала возможна только тогда, когда появились надежные воздуходувные устройства. Первыми такими "устройствами" были рабы, дувшие через трубы в костер. Со временем человек стал применять для подачи воздуха в костер шкуру (мех) животного. Постепенно мехи заменяются вентиляторами с ручным и конным приводом. В современных кузницах применяют различные по мощности вентиляторы и турбины с электроприводом.
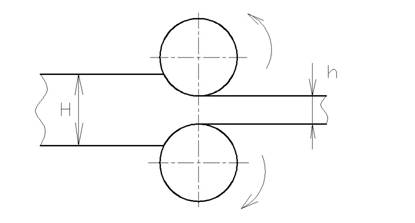
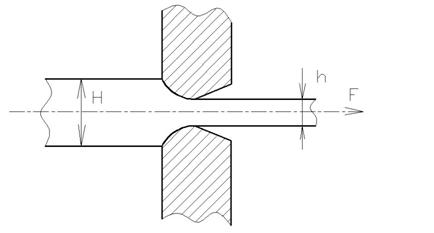
Все кузнечные инструменты по своему назначению делятся на : 1 опорные; 2 - ударные; 3 - подкладные; 4 - зажимные; 5 - захватывающие; 6 - мерительные; 7 - вспомогательные. К опорному инструменту относят: основные наковальни, небольшие наковальни для мелких работ и "шпераки". В основном используют три вида наковален: безрогая (масса 90-200 кг), однорогая (масса 70-210 кг), двурогая (масса 100-270 кг). Ударные инструменты - это молоты. Молоты бывают: 1 - ручные (масса 0.5-5 кг), 2 - боевые двуручные молоты (10-12 кг), кувалды (масса до 16 кг). В современных условиях, когда кузнецу приходится работать без молотобойцев, лучший "помошник" - пневматический молот (рис.14). Кроме пневматических молотов в кузницах применяют винтовые прессы и фрикционные молоты. Также кузницы оснащаются дополнительным оборудованием: 1 - передвижные ручные ножницы для резки листового металла, 2 - слесарные верстаки, 3 - сверлильные станки, 4 - механические ножовки. Подкладной инструмент делится на три группы: 1 - простые и фасонные зубила, пробойники , гладилки, раскатки, 2 - подсечки, конусные оправки, различные вилки, гвоздильни, приспособления для специальной ковки, 3 - обжимки, подбойники, гвоздильни со шляпочными молотками, специальные штампы для фигурных изделий.
К захватывающему инструменту относятся клещи, которые предназначены для удержания заготовки и вынимания ее из горна. К зажимному инструменту относят тиски и различные струбцины. Кроме того, используют различные контрольно-измерительные инструменты. Вспомогательные кузнечный инструмент предназначен для ухода за горном
Похожие работы
... высоколегированных тугоплавких сталей и сплавов. Вдоль электрической дуги по каналу плазмотрона пропускается газ (аргон), который сжимает дугу и выходит из сопла в виде плазмы с температурой 10000…30000 0 С. 2. ТЕХНОЛОГИЯ ФОРМИРОВАНИЯ ИЗДЕЛИЙ ИЗ РЕЗИНЫ: ОБОРУДОВАНИЕ, ОСОБЕННОСТИ ПРОЦЕССА 2.1 Общие сведения о резинах. Классификация и ассортимент резин Натуральный каучук – это эластичный ...
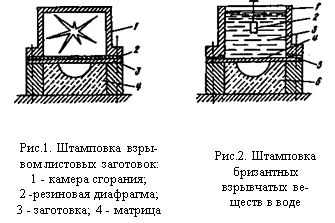
... в конденсаторах; образование волн сжатия и пульсация газового пузыря после разряда; взаимодействие ударной волны и гидропотока с заготовкой. По сравнению с традиционными методами обработки металлов давлением электрогидравлическая штамповка имеет следующие преимущества: упрощается и удешевляется технологическая оснастка, что способствует сокращению сроков технологической подготовки производства ...
... штук таких же болтов. При современных методах холодной штамповки, чеканки, калибровки, а также холодной высадке можно получить заготовки, почти не требующие обработки резаньем. К основным способам обработки металлов давлением относятся процессы прокатки, волочения, прессования (выдавливания), свободной ковки, горячей и холодной объемной штамповки, а также листовой или холодной штамповки. ...

... элементов, упростить параметрические исследования. 1.5 Выводы Обзор работ, посвященных осадке кольцевых заготовок показал: 1. Осадка является эффективным методом обработки металлов давлением, позволяющим значительно экономить материал. 2. Основным дефектом осадки кольцевых заготовок является потеря устойчивости, вследствие тонкостенности заготовки. ...
0 комментариев