Навигация
1.3.4. Спекаемость
Спекаемостью глин называют их свойство уплотняться при обжиге и образовывать камнеподобный черепок.
Интервал спекания легкоплавких глин (для производства кирпича, керамзита) 50 – 100ºС, огнеупорных глин – 400ºС.
Огнеупорные глины (и изделия из них) противостоят действию высоких температур, не деформируясь и не расплавляясь. Чистый каолинит плавится
при температуре 1770ºС,однако различные примеси (Fe2O3, CaCO3, и др.)понижают эту температуру. Представляя собой сложные природные смеси, глины не имеют определенной температуры плавления. При 750 - 800ºС в следствии частичного плавления легкоплавких эвтектических смесей начинается уплотнение черепка и закрытие пор, т.е. происходит спекание.
Цвет глины после обжига имеет существенное значение для облицовочных керамических изделий, а также для тонкой керамики. Для получения белого черепка обжиг ведут в восстановительной среде (при наличии свободных CO и H2 в газах) и при определенных температурах, чтобы Fe2O3 перевести в FeO. Не желательны в глине крупные зерна пирита FeS2 и оксидов железа, образующие на черепке после обжига черные точки. Выделение свободного оксида железа при нагревании между 450 и 800ºС придает изделию красноватое и желтоватое окрашивание. Оксиды титана вызывают глубокую синеватую окраску черепка.
2. Особенности производства
2.1. Схема производства керамических изделий.
2.1.1.Обработка глиняной массыПроизводство керамических изделий включает следующие этапы: карьерные работы, механическую обработку глиняной массы, формование изделий, их сушку и обжиг.
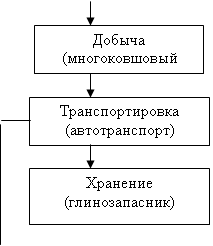
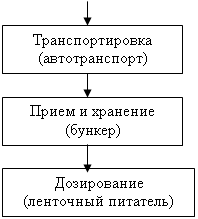
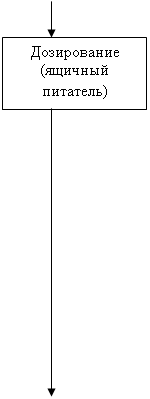
Карьерные работы включают добычу, транспортировку и хранение промежуточного запаса глины. Вылеживание замоченной глины, ее вымораживание в течении годичного срока на открытом воздухе разрушает природную структуру глины, она диспергируется на элементарные частицы, что повышает пластичность и формовочные свойства керамической массы (см. приложение 1).
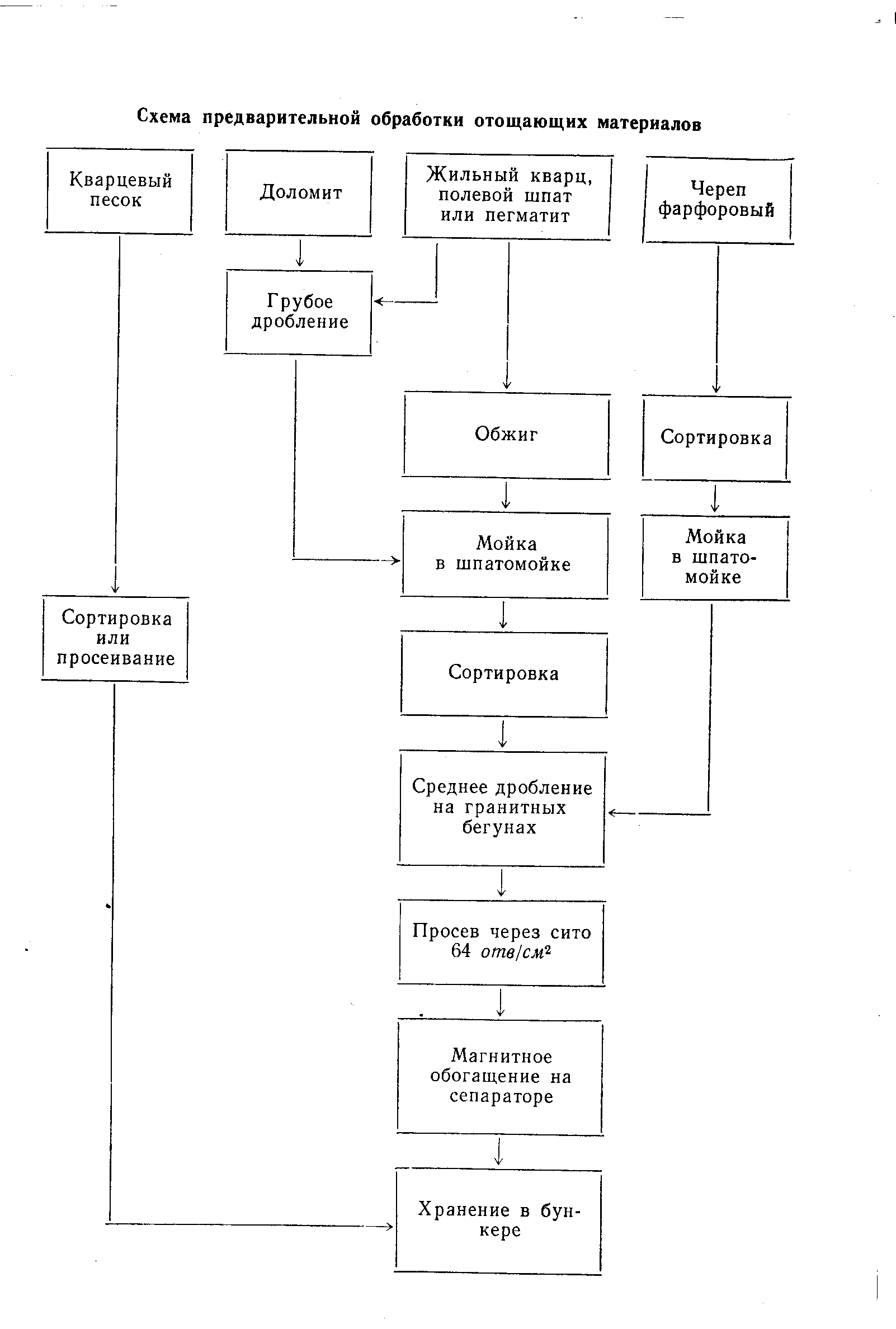
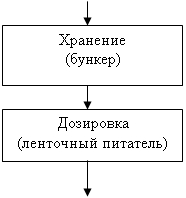
Механическая обработка глины осуществляется с помощью глинообрабатывающих машин и имеет цель: выделить или измельчить каменистые включения, гомогенизировать керамическую массу и получить необходимые формовочные свойства. Каменистые включения выделяют из глины, пропуская ее через винтовые камневыделительные вальцы или применяя другие специализированные машины. Можно добиться полного выделения камней из глины гидравлическим обогащением: глину распускают в глиноболтушках, а затем шликер пропускают через сито, на котором отделяются камни размером более 0,5 мм; шликер обезвоживают в мощных распылительных сушилках.
Глину измельчают после выделения каменистых включений. Если их нет в глине, то после доставки на завод ее сразу подвергают грубому дроблению, потом тонкому измельчению. После тонкого измельчения глину надо промять, чтобы получить глиняную массу с необходимой формовочной влажностью.
2.1.2. Формование
Стеновые керамические изделия изготавливают способами пластического формования и полусухого прессования. Из жидких глиняных масс изготавливают некоторые виды облицовочной плитки, санитарно-технические и другие фаянсовые и фарфоровые изделия.
Способ пластичного формования. Изделия стеновой керамики формуют из пластичных глиняных масс на ленточных шнековых прессах, которые могут быть вакуумными и безвакуумными. В корпусе этого пресса вращается шнек – вал с винтовыми лопастями. Глиняная масса, поступая через воронку и питающий валик, перемещается с помощью шнека к сужающейся переходной головке и мундштуку. В этом месте глиняная масса уплотняется, выравниваются давления и скорости по сечению глиняного бруса. Мундштук глиняного пресса для производства кирпича имеет прямоугольное сечение. Для формования пустотелых кирпича и керамических камней, в мундштуке пресса устанавливают пустотообразующий сердечник. Применяются также фасонные вставки с узкими щелями – для формования черепицы, кольцевые для керамических труб.
Из мундштука пресса выходит глиняный брус, который разрезают автоматически резательным аппаратом, получая изделия заданного размера. Плотный вакуумированный сырец устанавливают рядами на печную вагонетку и он поступает в туннельную сушилку в штабеле (без полок). Вакуумирование глины позволяет извлечь из нее воздух, снизить влажность на 3 – 4 %, увеличить прочность сырца в 2 – 3 раза, прочность обожженного изделия увеличивается до 2 раз, его водопоглощение снижается на 10 – 15 %.
Способ полусухого прессования. Керамические изделия формуют способом полусухого прессования из шихты влажностью 8 – 10 %, уплотняемой прессованием под значительным давлением (15 – 40 МПа).
Способ литья. Плитки (толщиной 2 мм) изготавливают способом литья на автоматизированных конвейерных линиях. По конвейеру движутся пористые керамические поддоны, на которые наливные аппараты последовательно наносят шликеры разделительного, плиточного и глазурованного слоев. Двигаясь по конвейеру, керамическая масса быстро подсыхает на пористом поддоне и поступает сначала на зачистное, а затем на режущее устройство. Поддон с отлитой массой проходит конвейер за 22 – 30 минут, после чего он автоматически предается в тепловые установки. Полный цикл производственного процесса (вместе с обжигом) занимает около 2 часов.
2.1.3. Сушка сырца
Перед обжигом изделие надо высушить до содержания влаги не более
5 % во избежание неравномерной усадки и растрескивания при обжиге. Сушку сырца проводят в тоннельных и камерных сушилках.
2.1.4. Обжиг изделий
Обжиг завершает изготовление керамических изделий. В процессе обжига формируется их структура, определяющая технические свойства изделия. Суммарные затраты на обжиг составляют 35 – 40 %, а потери от брака достигают 10% себестоимости товарной продукции. Обжиг керамических изделий осуществляется в туннельных печах с автоматическим управлением (см. приложение 2). Туннельная печь представляет собой длинный канал, выложенный внутри огнеупорной футеровкой. Вагонетки с изделиями, составляющие сплошной поезд, перемещаются в печи и постепенно проходят зоны подогрева, обжига и охлаждения. Максимальная температура обжига кирпича и других стеновых керамических изделий (950 – 1000ºС) необходима для спекания керамической массы. Спекание происходит вследствие цементирующего действия расплава эвтектик (жидкостное спекание), реакций в твердой фазе и кристаллизации новообразований.
Похожие работы
... в закрытых складах. Санитарно-технические изделия, прошедшие сортировку и комплектование арматурой, упаковывают в специальные ящики и хранят в закрытых складах. 12 Основные технологические схемы производства различных видов керамики: керамического кирпича, камней, искусственных пористых заполнителей, керамической облицовочной плитки, огнеупорных материалов и изделий, технической керамики ...
... кварца 575 °С, связанного со скачкообразным изменением объема материала.. Толстостенные изделия, такие как фарфоровая посуда для общественного питания, можно обжигать однократно, минуя первый обжиг. На Минском фарфоровом заводе утильный обжиг производится в следующих печах: полые изделия обжигаются в печи ЛЕР, а плоские изделия в печи типа ПОК. Температурные режимы печей приведены в приложении. ...
... ; -укладка кирпича на поддоны; -складирование готовой продукции; В июне 1997 года на Себряковском комбинате асбестоцементных изделий, Волгоградской области введен в эксплуатацию завод по производству керамического кирпича по предлагаемой технологии. В ноябре 2000 г. там же введен в эксплуатацию второй завод. В настоящее время они аналогов пока не имеют. № Наименование, назначение Кол-во ...
... 4280 tОБЖ=1000оС СО, NО2, СН4 5 Повышение уровня шума оказывает вредное воздействие на организм человека. Производственные процессы на предприятии в разрабатываемом проекте сопровождаются шумом, непревышающим установленные нормы. Контроль шумового воздействия на производстве осуществляется в соответствии с ГОСТ 12.1.003-83 «Шум. Общие требования безопасности» и СН 3223-85 «Санитарные нормы ...
0 комментариев