Навигация
Разработка газоразрядного экрана
59427
знаков
0
таблиц
11
изображений
Разработка "высоковольтного драйвера" газоразрядного экрана на полиимидном носителе
Глава 1.
Введение.
К настоящему времени микроэлектроника сформировалась как генеральное схемотехническое и конструктивно-технологическое направление в создании средств вычислительной техники, радиотехники и автоматики.
Основополагающая идея микроэлектроники - конструктивная интеграция элементов электронной схемы объективно приводит к интеграции схемотехнических, конструкторских и технологических решений, которая выражается в тесной взаимосвязи и взаимообусловленности всех этапов проектирования интегральной микросхемы. При этом главным связующим звеном всех этапов проектирования является задача обеспечения высокой надежности ИМС.
Важнейшей задачей схемотехнического проектирования, является разработка быстродействующих и надежных схем, устойчиво работающих при низких уровнях мощности (малая допустимая мощность рассеивания), в условиях сильных паразитных связей (высокая плотность упаковки) и при ограниченных по точности и стабильности параметров элементов. Потенциальная возможность ИМС на этом этапе проектирования оценивается с учетом возможностей выбранного структурно технологического варианта ИМС и его технологической реализации.
Конструктор, стремясь сохранить быстродействие и надежность ИМС на проектном уровне, определяет оптимальную технологию, выбирает материалы и технологические методы, обеспечивающие надежные электротехнические соединения, а также защиту от окружающей среды и механических воздействий с учетом технологических возможностей и ограничений.
При технологическом проектировании синтезируется оптимальная структура технологического процесса обработки и сборки, позволяющая максимально использовать отработанные, типовые процессы и обеспечивать высокую воспроизводимость, минимальную трудоемкость и стоимость с учетом конструкторских требований.
Важным этапом технологического проектирования, направленного на обеспечение качества и надежности ИМС, является разработка операций контроля на всех этапах производства ИМС: входного контроля основных и вспомогательных материалов и комплектующих изделий, контроля в процессе обработки, межоперационного контроля полуфабрикатов и выходного контроля готовых изделий.
Рост степени интеграции и функциональной насыщенности единицы объема изделий микроэлектроники, объективно приводит к микроминитюаризации их исполнения.
Практика показывает, что проблемы, связанные с микроминитюаризацией, комплексно могут быть решены на базе разработки и внедрения новых конструктивно-технологических принципов сборки ИМС и аппаратуры на их основе.
ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
Глава 2.
2.1. Анализ существующих методов сборки БИС.
2.1.1. Проволочные методы сборки БИС.
Соединения проволокой является в настоящее время, к сожалению, пока наиболее распространенным способом монтажа ИМС. Рассмотрим особенности этого способа.
Присоединение проволочных выводов.
Монтажные операции, связанные с присоединением выводов, осуществляются, во-первых, для создания внутрисхемных соединений при монтаже кристаллов на подложках гибридных пленочных микросхем и микросборок (контактная площадка кристалла при этом соединяется с контактной площадкой подложки с помощью перемычки или непосредственно); во-вторых, для коммутации контактных площадок кристалла ИМС или периферийных контактов гибридных микросхем и микросборок с внешними выводами корпуса.
Выводы можно присоединять микросваркой или пайкой.
С помощью пайки получают ремонтопригодные соединения. В то же время , паяное соединение характеризуется относительно большой плоскостью и сам процесс низкой производительностью, возможно растворение материала перемычек и пленочных контактов в расплавленном припое; воспроизводимость параметров соединений не высока. В связи с этим применение пайки для присоединения выводов ограничено.
рис 1
1-кристалл ; 2-вывод ; 3- внешний вывод;
При микросварке, соединение может быть получено за счет плавления и давления. Микросварка плавлением основана на сильном локальном нагреве и ускоренной взаимной диффузии соединяемых материалов. Возможность образования при этом хрупких интерметаллических соединений и ухудшение адгезии тонких металлических пленок к подложке ограничивает применение этого метода.
Наиболее широко применяют разновидности микросварки давлением, при которых соединение формируется в твердой фазе за счет сжатия поверхностей и нагрева. Это обусловлено возможностью управления параметрами процесса, его механизации и автоматизации, высоким качеством и воспроизводимостью параметров соединения. При микросварке давлением, формы и размеры сварной точки строго определены рабочей частью инструмента и площадью получаемого соединения.
В качестве выводов используют проволоку крупного сечения из золота или алюминия. Применяемая золотая проволока марки Зл 999.9 имеет диаметр 25-60 мкм. и относительное удлинение 10%. Недостатками такой проволоки являются высокая стоимость, большой удельный вес, снижающаяся стойкость к вибрациям и ударным нагрузкам, невысокое сопротивление разрыву (для отоженной проволоки около 120 Н/кв.мм ) и возможность образования при неблагоприятных условиях с алюминием хрупких и пористых соединений типа AlnAum.
Использование выводов из чистого алюминия марки А995 также ограничено из-за невысокой прочности ( для мягкой проволоки около 75 Н/кв.мм ), что вынуждает увеличивать диаметр проволоки до 100 мкм. и приводит к увеличению площади проектируемых контактов. Лучшие характеристики имеет проволока из алюминий-кремниевого сплава А999К09 и АК09П, и алюминий-магниевого сплава АМ208, прочность которых, в отоженном состоянии достигает 450 Н/кв.мм. при относительном удлинении до 4%. Проволоку выпускают в диапазоне диаметров : 27-50 мкм. Проволока марки АК09П ("прецезионная") имеет допуск на диаметр ± 1 мкм. и повышенную равномерность механических свойств по длине.
Виды микросварных соединений и инструмента.
Обычно при проволочном монтаже применяются соединения встык и внахлест .
рис 2
При отсутствии загрязнений на соединяемых поверхностях прочность соединений зависит от площади контакта. Давление инструмента на проволоку приводит к пластической деформации материала проволоки. Однако, при этом снижается прочность проволоки в месте перехода от деформируемого участка к недеформированному. При механических воздействиях здесь возникает концентрация напряжений. В связи с этим сварку проволочных выводов внахлест целесообразно выполнять с переменной по длине сварки деформацией проволоки. Это достигается наклоном инструмента на несколько градусов в сторону, противоположную формируемой перемычке. Во избежание подреза проволоки кромка инструмента должна быть закруглена. При сварке встык, плавный переход проволоки в деформированную область обеспечивается закруглением или фаской у выхода отверстия инструмента. Площадь контакта соединения зависит от площади рабочего торца инструмента, от диаметра проволоки и степени ее деформации. Размеры сварного соединения в зависимости от этих параметров приведены в таблице 1.
Таблица 1
| ОСОБЕННОСТИ СОЕДИНЕНИЯ | Деформация проволоки | ДИАМЕТР ПРОВОЛОКИ, мкм 20 30 50 100 | |||
| Внахлест клиновым инструментом с шириной торца 2dпр | 75 50 25 | 70(30) 60(40) 50(30) | 110(75) 100(50) 90(40) | 180(130) 160(90) 140(70) | 320(250) 320(160) 270(130) |
| То же с шириной торца 3dпр | 50 75 | 100(40) 110(50) | 140(50) 150(75) | 220(90) 260(130) | 450(120) 475(250) |
| Встык капиллярным инструментом при диаметре шарика (2-2.5)dпр | 25 50 75 | 60(30) 70(45) 85(75) | 90(45) 100(75) 150(135) | 140(60) 160(100) 200(175) | 290(100) 300(200) 400(350) |
P.S. Размеры без скобок обозначает длину сварного соединения, а в скобках - ширину сварного соединения.
В зависимости от материала вывода и контактной площадки используют термокомпрессионную сварку (ТКС), сварку косвенным импульсным нагревом (СКИН), электроконтактную одностороннюю сварку (ЭКОС) сдвоенным инструментом и ультразвуковую сварку (УЗС). Определяющей тенденцией развития методов микросварки от ТКС до УЗС является локализация зоны нагрева, что уменьшает тепловое воздействие на изделие в целом и повышает воспроизводимость параметров сварного соединения.
Таблица 2
Термокомпрессионная сварка.
При термокомпрессионной сварке соединение образуется в твердой фазе в результате нагрева и сжатия соединяемых поверхностей. Пластическая деформация, возникающая в зоне контакта , способствует вытеснению адсорбированных газов и остаточных загрязнений с контактных поверхностей, становится возможным электронное взаимодействие соединяемых материалов, т.е. образование межатомных связей. Получению прочного соединения способствует также ограниченная взаимная диффузия материалов и образования твердых растворов в тонкой приграничной области.
Режим термокомпрессионной сварки характеризуется следующими параметрами:
1) Температурой нагрева, обычно равной температуре обжига более пластичного из свариваемых материалов. Температура нагрева не должна превышать температуры эвтектики этих материалов во избежание образования жидкой фазы. Для большинства практических случаев температура в зоне сварки лежит в пределах 300-400° С;
2) Давлением инструмента, которое должно обеспечивать деформацию проволоки после ее нагрева в пределах 25-75%. При этом прочность соединения должна составлять не менее 40-50% прочности проволоки на разрыв в исходном состоянии;
3) Временным воздействиям температуры и давления, необходимым для завершения процесса "схватывания" материала.
Предпосылками для получения качественного сварного соединения методом термокомпрессионной сварки являются: высокая пластичность проволоки, а также высокая взаимная диффузия в твердой фазе свариваемых материалов. В соответствии с этим предпочтительными материалами для выводов являются золото и алюминий. При сварке Au и Al в результате взаимной диффузии и нагрева возможно образование интерметаллических соединений (AuAl2, Au2Al? AuAl и др.) некоторые из них хрупкие и рыхлые, что снижает прочность соединений.
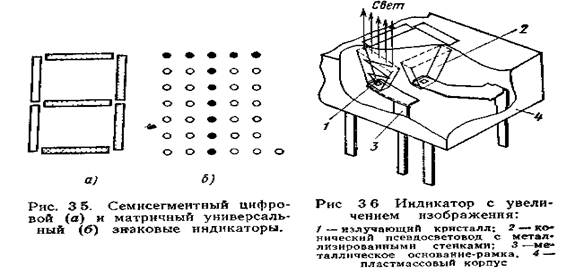
Процесс термокомпрессионной сварки реализуется рядом автоматизированных установок, например ЭМ-490Б. В этом автомате подача приборов, определение положения кристалла и присоединение проволочных выводов производится автоматически. Двухкоординатный стол и сварочная головка с приводом от шаговых электродвигателей обеспечивает высокую производительность установки (14000оп./час). Специальный блок распознавания с телевизионным датчиком на базе видеокна, обладающий малыми геометрическими размерами и высокой стабильностью работы, определяют положение кристалла ИС с высокой точностью. Оптическая система обеспечивает быструю смену увеличения линз 1, 2 и 4.
К недостаткам термокомпрессии следует отнести ограниченное количество сочетаний соединяемых материалов, жесткие требования к подложкам, которые должны быть изготовлены из материалов, обладающих малой чувствительностью к термическому удару и хорошей адгезией с напыленными пленками, и ограниченные геометрические размеры соединяемых элементов. Процесс черезвычайно чувствителен к загрязнениям поверхности, окисным пленкам, внешним условиям; и требует подбора режима термокомпрессии.
Сварка с косвенным импульсным нагревом.
Этот вид микросварки отличается от компрессионной тем, что разогрев рабочей зоны осуществляется только в момент сварки импульсом тока, проходящего непосредственно через инструмент, после приложения давления. Специальная V-образная конструкция инструмента дает возможность сосредоточить выделяющуюся теплоту, передаваемую соединяемым элементам, на его торцевой (рабочей) части. Сопротивление деформации при этом падает под действием приложенного давления, происходит осадка металлического проводника и образование соединения.
Локализация нагрева в зоне соединения существенно уменьшает тепловые воздействия на изделия в целом и позволяет сваривать менее пластичные материалы. В то же время во избежание теплового удара на подложку в зону сварки часто требуется небольшой общий подогрев изделия, т.е. нагрев рабочего столика.
В отличие от термокомпрессии, процесс взаимной диффузии при сварке с косвенным импульсным нагревом играет более существенную роль в обеспечении прочности соединения.
Основными параметрами процесса являются давление и температура нагрева инструмента, а также длительность импульса нагрева. При сварке на ситалловых подложках ориентировочные параметры сварки следующие :
Таблица 3
| Материал контактной площадки | Материал вывода и dПР , мкм | Давление инструмен- та | Температ. инструм. | Длитель- ность импульса | Степень деформац. |
| Au, Al, Cu, Ni | Au,24-80 | 80-140 | 300-550 | 0.1-0.5 | 50-60 |
| Au, Al | Al, 30-100 | 30-80 | 350-550 | 0.1-0.5 | 60-70 |
| Au, Cu, Ni | Cu, 30-80 | 150-200 | 400-650 | 0.1-1.0 | 55-65 |
Для точного дозирования энергии проводимой в зону сварки и уменьшения инертности процесса, используют амплитудно-модулированный импульс тока с несущей частотой от 0.5 до 1.5 кГц. Устройство автоматической стабилизации обеспечивает точность температуры торца инструмента в пределах ± (2-5)° С.
Инерционность процесса определяется охлаждением торца инструмента до исходной температуры, которая влияет на длительность интервала между последовательными циклами сварки. Для соединения внахлест применяют круглый V-образный инструмент с конусной частью. Средний диаметр торца составляет 0.2 мм т.е. (2-3)dПР. Такая форма позволяет выполнить сварные соединения с интервалом до 1с. Плоский V-образный инструмент толщиной 0.2 мм с дополнительными медными теплоотводами уменьшает интервал до 0.5с.
Инструмент изготавливают из ниобиевых теплостойких сплавов (стойкость до 6000 сварных точек) или из твердых сплавов (до 40000 сварных точек).
Сварка сдвоенным электродом является разновидностью контактной сварки, приспособленной к особенностям соединений в микросхемах. Эти особенности предопределяют одностороннее расположение выводов (электродов) и объединение их в жесткую конструкцию с электроизоляционной прослойкой. В зависимости от диаметра проволоки для перемычки (30-150 мкм) длина торца каждого, составляет 20-100 мкм, ширина 80-600 мкм, толщина прокладки 30-220 мкм. Материалом электродов могут быть вольфрам, молибден и др. Материалы прокладок - слюда, синтетический корунд и др. Относительно большие размеры инструмента позволяют сваривать перемычки диаметром до 250 мкм, но требуют при этом соответствующего увеличения контактных площадок.
В процессе сварки перемычка на участке под инструментом является составной частью электрической цепи. Место соединения разогревается за счет тока и выделения теплоты в месте контакта "перемычка-электрод".
Воспроизводимость качества соединения существенно зависит от повторяемости значений электрического сопротивления в месте контакта. Поэтому сварочные установки предусматривают автоматическое регулирование усилия сжатия (3-10 Н) по заданному контактному сопротивлению. Кроме того, целесообразно импульсное воздействие давления: давление включается в момент нагрева почти до максимальной температуры и снижается перед выключением нагревающего импульса тока (600-1000 Гц) и модуляция тока по амплитуде позволяет обеспечить предварительный постепенный прогрев зоны сварки в начале цикла, что исключает тепловой удар на контактную площадку и отжиг материала в сварной точке в конце цикла.
В зависимости от режимов сварки (длительности, мощности и скважности импульсов, а также приложенного давления) могут иметь место следующие механизмы соединения :
1) Соединения в твердой фазе в результате рекристаллизации соединяемых материалов и прорастания зерен через поверхность раздела;
2) Соединение ниже температуры рекристаллизации за счет электронного взаимодействия и межатомного сцепления;
3) Соединение в жидкой фазе в результате расплавления при температуре выше эвтектической.
При ультразвуковой сварке соединение металлов в твердой фазе осуществляется путем возбуждения в них упругих колебаний ультразвуковой частоты с одновременным приложением давления. Перед включением УЗ колебаний под действием статически приложенной нагрузки на инструмент, из-за деформации проводника создается некоторая первоначальная площадь контактирования на границе раздела инструмент-проволока и проволока-кристалл.
После включения УЗК в результате активирующего действия ультразвука, снижающего предел текучести алюминия, облегчается пластическая деформация проводника и идет интенсивная осадка его.
Таким образом, УЗК при сварке прежде всего создают условия для быстрого деформирования физического контакта, одновременно с этим происходит активация контактных поверхностей, приводящая к образованию очагов взаимодействия в условиях пластической деформации Al и упругой деформации Si. При осадке алюминиевого проводника окисная пленка на нем растрескивается и в зону контакта выходит чистый алюминий, растекание которого на поверхности кристалла способствует удалению из зоны сварки загрязнений и осколков окисных пленок.
В промышленности широко применяются автоматизированные установки для присоединения по заданной программе проволочных алюминиевых выводов к КП кристалла : ЭМ-4020В, ОЗУМ-12 и т.д.
В отдельных случаях находят применение методы сварки такие как : лазерным и электронным лучом. Преимущества этих способов в чистоте процесса, Возможности выполнения соединения через любую прозрачную среду. Однако эти способы имеют и недостатки : некоторая комбинация металлов вследствии быстрого нагрева и охлаждения в точке соединения становятся хрупкими, а тепловой режим зависит от отражательной способности соединяемых материалов. Способы требуют точного регулирования количества энергии, длительности импульса, пиковой мощности, формы и воспроизводимости импульсов.
2.1.2. Технология сборки методом перевернутого кристалла [ flip-chip].
рис 3
1 - сформированный шарик из припоя 5%Sn-0.5%Pb
2 - слой фазового состава Cr+Cu
3 - стекло
4 - первоначально осажденный припой
5 - интерметаллическое соединение
6 - Cr
7 - Al
Процесс начинается с последовательного напыления Cr, Cu, AlAu через металлическую маску на все алюминиевые контактные площадки на пластине. Контактные площадки могут быть расположены в любой области на поверхности кристалла с некоторыми ограничениями. Золото предохраняет тонкопленочную структуру от окисления до нанесения на покрытие Cr-Cu-Au последующих слоев Pb-Sn. Пленку Pb-Sn осаждают на большой площади по сравнению с площадью, занимаемой контактными площадками с покрытием Cr-Cu-Au. Площадь и толщина этой осажденной пленки определяют окончательные размеры шарика. Структура полученного шарика показана на рис.3.
После напыления готовую структуру помещают в камеру с пониженным давлением, где с пленки с Pb-Sn благодаря силам поверхностного натяжения удаляется окисный слой и образуется шарик припоя с площадью основания, определяемой размерами покрытия Cr-Cu-Au (так называемая метализация, ограниченная шариком). Основными преимуществами технологии сборки таким методом является возможность матричного расположения контактных площадок и очень малая протяженность межконтактных соединений, что сводит к минимуму величину их индуктивности. Основные недостатки этой технологии - худшие тепловые характеристики (по сравнению с кристаллом, присоединенным обычным способом); трудность обеспечения гарантированного присоединения выводов при групповом процессе пайки, сильное влияние внутренних механических напряжений из-за разницы ТКЛР кристалла и подложки, трудности измерения и электротермотоковой тренировки кристаллов с объемными выводами.
Похожие работы

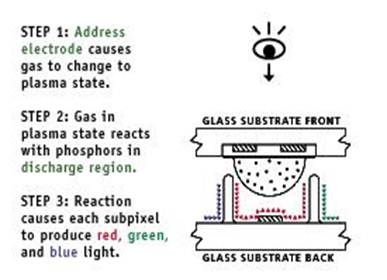



... технологические ограничения будут преодолены, а при снижении стоимости, такой тип устройств может с успехом применяться в качестве телевизионных экранов или мониторов для компьютеров. 3. Преимущества Газоразрядных мониторов: Компактность (глубина не превышает 10 - 15 см) и легкость при достаточно больших размерах экрана (40 - 50 дюймов). Малую толщину - газоразрядная ...
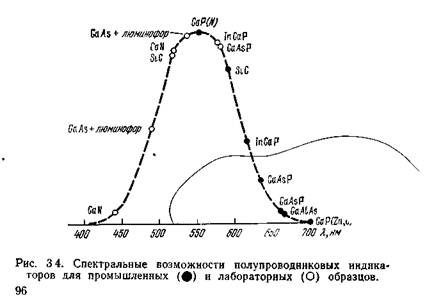
... . Значительно перспективнее высокочастотный разряд, для которого характерны самоограничение и отсутствие непосредственного кон-такта газа с электродами (рис. 3.10,6). Среди газоразрядных индикаторов выделяют: знаковые, шкальные и универсальные (плазменные панели). На смену громоздкой пакетной конструкции газоразрядной лампы с десятью изолированными катодами, ...
... , КФ1158ЕНхх с малым падением напряжения вход - выход охватывает диапазон выходных напряжений от 3 до 15В. Все стабилизаторы предназначены для широкой области применения и идеально подходят для нужд автомобильной электроники, так как имеют встроенную защиту от выбросов входного напряжения при сбросе нагрузки генератора до 60 В, защиту при подключении входного напряжения в обратной полярности и от ...
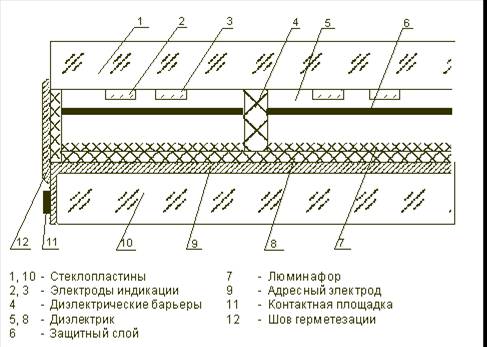
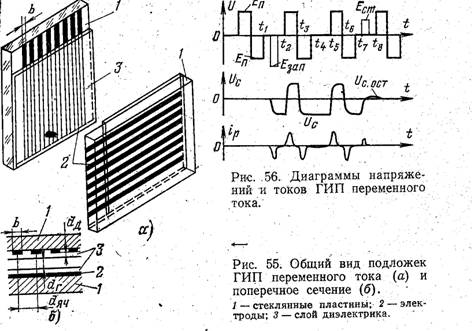

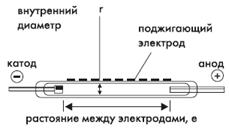
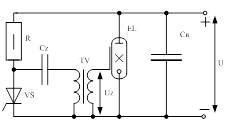
... и возможность работы при низких температурах. Существует много конструкций ГИП переменного тока, одна из них приведена на рисунке (рис. 2.1). В основу ГИП переменного тока положена трехэлектродная структура газоразрядной ячейки. Рис. 2.1 Два так называемых дисплейных электрода (ионизирующий и развертки) - полупрозрачные, они нанесены на поверхность внешнего стекла, ...
0 комментариев