Навигация
Методы и средства балансировки
79718
знаков
0
таблиц
15
изображений
2.1 Методы и средства балансировки.
Для удобства сопоставления [1] балансировочного оборудования для статической балансировки целесообразно разделить его, в зависимости от характера перемещения оси ротора во время балансировочного процесса, на пять основных групп (табл. 1).
Таблица 1
Классификация оборудования для статической балансировки
| N гр. | Характер перемещения оси ротора | Тип стенда (статический режим) | Условное обозначение | Тип стенда (динамический режим) | Условное обозначение |
| 1 | Не перемещается | Роликовый Дисковый | СБС-1а СБС-1б | С неподвижными опорами | СБД-1а |
| 2 | Перемещается относительн. неподвижной точки | Со сферической опорной С подвесной опорой | СБС-2а СБС-2б | - | - |
| 3 | Перемещается относит. неподвижной точки | Весы с вертикальн. осью Весы с горизонтальной осью | СБС-3а СБС-3б | С горизонтальной осью колебания С вертикальной осью колебания | СБД-3а СБД-3д |
продолжение таблицы 1
| N гр. | Характер перемещения оси ротора | Тип стенда (статический режим) | Условное обозначение | Тип стенда (динамический режим) | Условное обозначение |
| 4 | Перемещается в неподвижной плоскости | Плоскопорал-лельный | СБС-4а | На маятниковых опорах На астатических маятниковых опорах На горизонтальных маятниковых опорах | СБД-4а СБД-4б СБД-4в |
| 5 | Перемещается в пространстве | - | - | Без жестких связей | СБД-5а |
Условимся также обозначать оборудование (станки, стенды,
и т.д.) для статической балансировки, работающие в режиме статики, буквами СБС, а оборудование, работающее в режиме динамики, буквами СБД. Далее к обозначению вида оборудования будем приписывать порядковый номер группы оборудования в соответствии с разбивкой, приведенной выше.
Каждая группа оборудования делится, в зависимости от конструктивных особенностей, на типы, которые обозначаются малыми буквами алфавита и приписываются к шифру, обозначающему данную группу. При таком обозначении полный шифр оборудования будет отражать вид, группу и тип оборудования, т.е. характеризовать данное балансировочное устройство по его основным свойствам.
Заметим, что пятая группа балансировочных устройств, работающих в режиме статики, перспективна для поплавковых приборов, для которых определение статической неуравновешенности может быть основано на положении оси ротора в пространстве, если ротор находится во взвешенном состоянии в соответствующей жидкости.
Оборудование для статической балансировки в динамическом режиме охватывает 4 системы балансировочных машин, в которые входят семь известных типов оборудования, перечисленных в табл.1.
Наибольшее применение на практике нашли балансировочные станки типа СБД-1а, СБД-4а, СБД-4б, СБД-4в и СБД-5а.
Следует заметить, что балансировочное оборудование, работающее в режиме динамики, в зависимости от величины отношения частоты балансировки w к собственной частоте подвижной системы балансировочного устройства w 0 может работать в трех режимах:
в дорезонансном режиме при w /w 0 < 1;
в резонансном режиме при w /w 0 =1;
в зарезонансном режиме при w /w 0 > 1.
Однако зависимость между статической неуравновешенностью ротора и перемещением подвижной части балансировочной машины определяется общими для трех режимов математическими зависимостями, частные значения которых находятся путем подстановки числовых значений, свойственных конкретному режиму. Поэтому введение этого признака в классификацию не вносит чего-либо нового. Следует заметить, что наряду со станками, работающими в динамическом режиме при непрерывном вращении ротора, сюда надо отнести устройства, в которых ротор находится в режиме угловых колебаний.
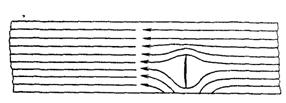
Практически наиболее распространенным режимом работы оборудования второго вида является зарезонансный режим, реже используется дорезонансный режим и в редких случаях резонансный режим. Область работы отдельных типов балансировочного оборудования второго вида показана на рис.1, где графически представлена зависимость амплитуды x колебаний подвижной системы станка от относительной скорости вращения ротора w /w 0.
Оборудование первого вида, т.е. работающее в статическом режиме, просто в эксплуатации, но требует высокой квалификации оператора. Однако данный вид оборудования имеет ограниченную точность, так как оно должно удовлетворять двум противоречивым требованиям: опоры стенда должны воспринимать всю массу ротора и в то же время быть чувствительными к малым смещением центра массы ротора.
На стендах типа СБС-1 и СБС-4 при изменении неуравновешенности ротора обычно используют метод “обхода грузом” или метод “пробных грузов”, что не дает высокой производительности, а поэтому их применять в массовом производстве нецелесообразно. Измерение величины и угловой координаты неуравновешенности на балансировочных станках типа СБС-2 и СБС-3 выполняется более совершенным способом. В частности, на стендах типа СБС-2 величина и угловая координата неуравновешенности ротора прочитываются непосредственно по соответствующим шкалам. На стендах типа СБС-3 измерение параметров неуравновешенности ротора можно выполнять методом “обхода грузом”, но обычно предпочитают более прогрессивный метод “двух замеров”. Метод сводится к измерениям неуравновешенности ротора в двух взаимно перпендикулярных положениях непосредственно на стенде, с последующим определением суммарной неуравновешенности с помощью специального приспособления. Эти стенды иногда комплектуются устройством для удаления неуравновешенности, что значительно повышает производительность статической балансировки. Оборудование второго вида, т.е. работающего в динамическом режиме, используется в промышленности сравнительно недавно и является новым. Станки такого вида обладают повышенной точностью и производительностью. Часто процесс измерения и устранения неуравновешенности выполняется в одном агрегате. Измерение величины и угловой координаты статической неуравновешенности на балансировочных станках, работающих в динамическом режиме, осуществляется электрическим методом, путем измерения величины и фазы электрического сигнала, отражающего колебания подвижной системы станка при движении неуравновешенного ротора. Иногда величины и фазы электрических сигналов характеризуют реакции в опорах ротора при его движении на балансировочном станке. Для получения электрических сигналов пользуются электродинамическими или пьезоэлектрическими датчиками того или иного типа. В редких случаях для определения параметров неуравновешенности пользуются методами механики, т.е. измеряют амплитуды колебаний подвижной системы станка в момент резонанса.
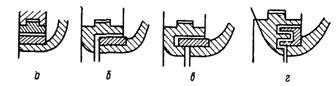
К устройствам нашего вида относят стенды, называемые балансировочными весами типа СБС-3а и СБС-3б. Стенды типа СБС-3 работают в режиме статики, ось ротора при балансировке перемещается относительно неподвижной оси, поэтому они относятся к третьей группе первого вида балансировочных устройств для статического уравновновешивания. [1,т.2 с.511] Стенды типа СБС-3 получили в производстве довольно широкое распространение. В основном используются стенды типа СБС-3а, предназначенные для статической балансировки дискообразных роторов, имеющих посадочное базовое отверстие. Реже применяются стенды типа СБС-3б для роторов, имеющих собственные опорные шейки.
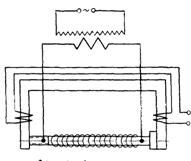
В промышленности используются стенды типа СБС-3 различных конструкций, но в основе их лежит одна принципиальная схема - схема обычных неравноплечных рычажных весов, откуда и название стендов - балансировочные весы.
Стенд обычно снабжается приспособление для арретирования подвижной системы и жидкостным демпфером для ускорения гашения собственных колебаний подвижной системы.
Демпфер состоит из подвижной части 10, прикрепленной к вертикальному валу коромысла, бака 11, залитого маслом.
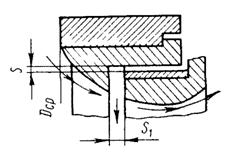
Процесс определения величины и положения центра тяжести неуравновешенного ротора на предварительно подготовленном стенде сводится к следующему.
Устанавливают на оправку балансируемый ротор 7, определяют величину неуравновешенности ротора поворотом его на оправки до максимального отклонения левого плеча коромысла вниз и уравновешивают грузом 8, добиваясь, чтобы Gr s = Gy l, после этого отсчитывают величину неуравновешенности по шкале коромысла. Место противовеса при этом будет расположено в плоскости оси симметрии коромысла слева против неподвижного указателя. Отметив тяжелое место ротора и сняв его со станка, устраняют неуравновешенность. Если станок снабжен индикатором, то отсчет величины неуравновешенности производят тем же методом непосредственно по максимальному отклонению стрелки индикатора.
Величину и угловую координату неуравновешенности можно найти на основании измерения неуравновешенности по двум координатным осям x, y, т.е. Gr x и Gr y . Затем с помощью специального приспособления можно определить полную величину неуравновешенности, используя зависимость:
Gr s = Ö ((Gr x)2 + (Gr y)2) ; (1)
а угловое положение центра тяжести из условия, что
tg b = Gr x / Gr x , (2)
где угол b отсчитывается от правого плеча коромысла против часовой стрелки.
Балансировочные устройства при массовом производстве снабжают расчетным приспособлением. Величину неуравновешенности и угловую координату центра массы при балансировке отдельных роторов можно также найти методом обхода. В этом случае, установив ротор на балансировочные весы, измеряют величину неуравновешенности в шести - восьми равнорасположенных угловых положениях. После этого строят график зависимости величины неуравновешенности от углового положения ротора Gr s = f (b ), используя который, определяют величину неуравновешенности по формуле:
Gr s = (Gr s)max - (Gr s)min / 2 ; (3)
угловую координату неуравновешенности также определяют из графика, она будет соответствовать угловой координате (Gr s)max .
Остаточное смещение центра тяжести от балансируемого ротора находится в пределах 5-10 мкм. Чувствительность балансировочных весов ограничивается наличием трения в опорах. Практически чувствительность балансировочных весов определяется радиусом скругления призмы опоры rОП .
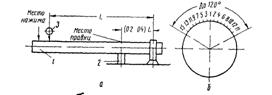
Примеры балансировки на горизонтальных весах мы можем наблюдать соответственно на (рис.3) В дальнейшем меняя оправку можно использовать один и тот же станок.
Похожие работы
... -автомат с тепловым реле шт. 3 50,00 150,00 итого: 1450,00 Суммарные затраты 1769,58 При эксплуатации установки потребляется 5 кВтЧч электроэнергии, что составит 98 рублей. Установка для статической балансировки является исключительно лабораторным стендом и использоваться в качестве промышленной установки не может. Норма расходов на содержание ...
... может быть снято и термообработкой. Процесс ремонта повреждения посадочных поверхностей металлизацией аналогичен описанному выше способу ремонта электронаплавкой металла. Искривление и поломка валов чаще всего происходят у реверсивных машин и электродвигателей с короткозамкнутым ротором. Это объясняется большими нагрузками, воспринимаемыми валом « момент резкого изменения направления вращения ...
... и необходимый объем восстановительных работ. На основании ведомости дефектов составляют спецификацию необходимых для капитального ремонта материалов и смету стоимости ремонтных работ. 2. Ремонт и монтаж центробежных насосов 2.1 Виды ремонтов Плановый осмотр (ревизию) проводят через каждые 200—250 ч работы агрегата. Объем работ, выполняемых при этом, зависит от типа насосов. Обычно при ...
... Рабочие колеса не должны иметь износа лопаток и дисков от коррозии и эрозии более 25% от их номинальной толщины. Изгиб лопаток не допускается. 4.2.2 Ведомость дефектов на ремонт центробежного насоса Таблица 4.3 - Ведомость дефектов на ремонт насоса Наименование узлов и деталей подлежащих ремонту Характер неисправности Метод устранения Необходимые материалы Наименование Кол-во Ед. ...
0 комментариев