Навигация
Концентрация операций – как один из путей повышения эффективности автоматизированного производства
18874
знака
0
таблиц
1
изображение
1.2 Концентрация операций – как один из путей повышения эффективности автоматизированного производства.
Применение автоматизированного производства, особенно АЛ с гибкой производственной связью, позволяет выпускать изделия высокого качества, быстро переходить на выпуск новой продукции. Однако себестоимость ее увеличивается в 2-3 раза. Это связано с высокой стоимостью оборудования и средств автоматизации. Необходимо также отметить, что увеличение степени автоматизации ведет к снижению надежности ТС, а следовательно, к увеличению ее простоев.
Причем простои АЛ из-за отказов составляют до 30% времени их работы. Простои АЛ, связанные с отказами инструментов, их наладкой и регулировкой, составляют до 20% от числа отказов [1].
Для сокращения простоев линий рекомендуется делить их на участки, т.е. уменьшать длину линии, а следовательно, и количество оборудования, задействованного в одной ТС [5].
Увеличение количества участков АЛ ведет к росту числа отказов, поэтому надежность ее практически не повышается. В то время как стоимость средств автоматизации, а следовательно, и всей линии увеличивается.
Общим критерием оценки производительности и себестоимости является штучное время. Поэтому для улучшения этих показателей необходимо уменьшать штучное время и сокращать простои оборудования. Учитывая, что отказы, связанные с инструментом не превышает 20%, наиболее целесообразным является уменьшение количества оборудования за счет применения КИ.
Для оценки эффективности АЛ по сравнению с поточными, Г.А. Шаумяном предположен показатель роста общественного труда [5]. Этим показателем можно воспользоваться для оценки роста производительности АЛ, оснащенной КИ, по сравнению с линией, оснащенной одномерным инструментом, тогда
 ,
,
где ![]() – сокращение живого труда при обслуживании линии, оснащенной КМ по сравнению с линией, оснащенной одномерным инструментом, значение которого принимается пропорционально коэффициенту пропорционально коэффициенту
– сокращение живого труда при обслуживании линии, оснащенной КМ по сравнению с линией, оснащенной одномерным инструментом, значение которого принимается пропорционально коэффициенту пропорционально коэффициенту ![]() ;
;
 – коэффициент, характеризующий увеличение производительности АЛ, оснащенной КИ (
– коэффициент, характеризующий увеличение производительности АЛ, оснащенной КИ (![]() ) по отношению к линии, оснащенной одноименным инструментом (
) по отношению к линии, оснащенной одноименным инструментом (![]() );
);
![]() – срок службы оборудования, который принимается 5–6 лет;
– срок службы оборудования, который принимается 5–6 лет;
 – коэффициент технической вооруженности живого труда, характеризующий отношение единовременных затрат овеществленного труда на создание средств производстве Tn к годовым затратам Tx для АЛ, оснащенной одномерным инструментом;
– коэффициент технической вооруженности живого труда, характеризующий отношение единовременных затрат овеществленного труда на создание средств производстве Tn к годовым затратам Tx для АЛ, оснащенной одномерным инструментом;
 – коэффициент энергоматериалоемкости живого труда. Для АЛ оснащенной КИ, затраты на порядок меньше, чем на другие статьи. Поэтому допустимо принять, что коэффициент m для линии, оснащенной КИ, обратно пропорционален росту ее производительности;
– коэффициент энергоматериалоемкости живого труда. Для АЛ оснащенной КИ, затраты на порядок меньше, чем на другие статьи. Поэтому допустимо принять, что коэффициент m для линии, оснащенной КИ, обратно пропорционален росту ее производительности;
Tv – годовые текущие затраты овеществленного труда на инструмент, электроэнергию, вспомогательные материалы, ремонт и прочее;
![]() – относительное снижение стоимости линии, оснащенной КИ;
– относительное снижение стоимости линии, оснащенной КИ;
a – коэффициент стоимости средств автоматизации по отношению к стоимости единицы оборудования;
q – количество оборудования в линии, оснащенной КИ. Укрупненную оценку эффективности АЛ, оснащенной КИ, возможно произвести путем численного анализа. Для этого воспользуемся показателями АЛ, оснащенных одномерным инструментом, приведенными в работе [5]
2 Классификация комбинированных инструментовОсобенностью работы КИ являются многопараметрические воздействия рабочих процессов на всю ТС, что отличает условия их функционирования то одномерных осевых инструментов.
Целью данной классификации является анализ и систематизация существующих конструкций КИ, их размеров с учетом рабочих процессов, в которых они функционируют.
Обобщение конструктивных параметров КИ с учетом их взаимодействия с рабочими процессами ТС создает теоретические предпосылки для составления вербальных моделей, а следовательно, позволяет разработать математические модели адекватные физическим.
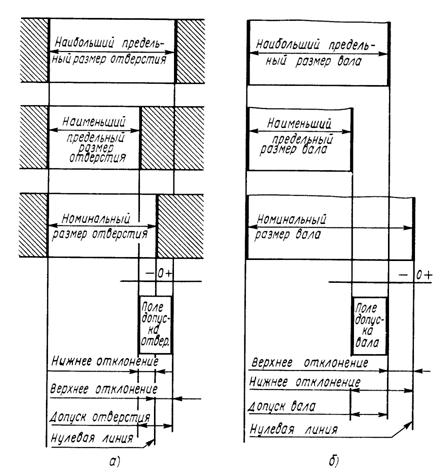
Так как форма и размеры КИ определяются параметрами обрабатываемых отверстий, то очевидно возникает необходимость систематизации наиболее типичных форм отверстий, обрабатываемых этими инструментами. Формы отверстий, обрабатываемых КИ.
По типу КИ разделяются на однотипные и разнотипные.
Однотипные инструменты применяются при обработке отверстий расположенных последовательно на одной оси. В некоторых случаях однотипные инструменты могут применяться дня последовательной обработки отверстий одного диаметра, например, черновое и чистовое развертывание отверстий, нарезание и калибрование резьбы в плашках.
Разнотипные инструменты в большинстве случаев применяются для последовательной обработки отверстий одного диаметра, например, отверстий и нарезания резьбы, зенкерования и развертывания, сверления и растачивания и т.д. Разнотипные инструменты применяются иногда для обработки отверстий разных диаметров, но расположенных на одной оси, например, одновременного нарезания резь развертывания.
По количеству ступеней, используемые на практике, КИ раздели на 2 - 6 ступенчатые. Максимальное количество ступеней (шесть) наблюдается у сверл и зенкеров. У разверток – четыре, нетчиков – две.
По конструктивному исполнению КИ разделяются на цельные, составные и насадные.
Цельные КИ изготавливаются из однородных по наименованию и марке материалов. К цельным КИ следует относить и инструменты, у которых режущая часть выполнена из инструментальной стали, а хвостовик из конструкционной.
К составным КИ относятся инструменты, которые состоят из корпуса, к которому при помощи сварки, пайки, клея, винтов, рифлений и т.д. крепятся режущие элементы.
Эффективным является применение КИ с неперетачиваемыми пластинками. Неперетачиваемые пластинки позволяют относительно быстро получать любую, комбинацию режущих кромок. Недостатком инструментов с неперетачиваемыми пластинками является громоздкость элементов крепления, что не позволяет изготавливать инструменты для обработки отверстий малых диаметров.
Насадные КИ или наборы, объединяют однотипные или разнотипные инструменты общей оправкой или одним из инструментов. Примером составных инструментов могут служить зенковка, насаженная на сверло, несколько насадных зенкеров или разверток различных диаметров, закрепленных на одной оправке и т.д.
Преимуществом таких инструментов является возможность комбинаций на одной оправке из различных диаметров одномерных инструментов КИ, замена изношенной или поломанной ступени, облегчение условий переточки.
По способу крепления КИ делятся на:
инструменты с жестким креплением и одной направляющей втулкой;
инструменты с плавающим креплением без направляющих втулок;
инструменты с плавающим креплением и одной или несколькими направляющими втулками.
Способ крепления инструмента определяется его типом и размерами, моделью станка, особенностью конструкции приспособления, в котором крепится деталь, силовыми воздействиями, точностью обработки. Жестко крепятся, как правило, сверла и зенкеры. Развертки могут крепиться как жестко, так и в плавающем патроне. Способ крепления развертки определяется точностью ТС: при высокой ее точности развертка крепится жестко, при низкой – в плавающем патроне.
На агрегатных станках инструменты, как правило, направляются втулками. При обработке деталей на станках с ЧПУ или многооперационных станках все осевые инструменты работают без конструкций втулок, независимо от способа крепления.
Метчики в большинстве случаев крепятся в предохранительных патронах, что исключает их поломку.
Как указывалось раннее, одним из основных элементом, составляющих рабочий процесс, является кинематика движения инструмента. Осевые инструменты типа сверл, зенкеров, разверток, метчиков, а также инструменты, образующие цилиндрическую поверхность имеют вращательное и поступательное движение, которые задаются кинематикой станка [3]. Наличие внешних воздействий в виде вынужденных колебаний вызывает появление огранки в поперечном сечении цилиндрической поверхности, причем это явление наблюдается при работе практически всех осевых инструментов.
По схемам резания комбинированные инструменты разделяются на:
инструменты с параллельной схемой;
инструменты с последовательной схемой;
инструменты с комбинированной схемой.
По параллельной схеме работают однотипные комбинированные инструменты, например, ступенчатый зенкер, ступенчатая развертка. По параллельной схеме могут работать и разнотипные инструменты, например, развертка-метчик. Разнотипные инструменты могут работать по параллельной схеме в том случае, когда инструменты всех ступеней позволяют работать с одинаковыми режимами резания, что является характерным, например, для развертки и метчика.
Комбинированные инструменты с параллельной схемой резания обеспечивают высокую производительность обработки за счет сокращения машинного времени. Недостатком параллельной схемы является увеличение составляющих сил резания. Кроме того, при параллельной схеме увеличивается количество выделяемого тепла, что ведет к снижению стойкости инструмента. По последовательной схеме работают разнотипные режущие инструменты, например, сверло-метчик. Недостатки, наблюдаемые при параллельной схеме резания, при последовательной - практически устраняются. Однако при работе разнотипными инструментами по последовательной схеме переход инструмента на работу новой ступенью требует изменения режимов резания.
Комбинированная схема резания инструментов заключается в том, что в работу вступает одна или несколько ступеней, а затем вступают остальные ступени или наоборот: сначала в работу вступают все ступени, а затем количество одновременно работающих ступеней уменьшается. Последовательность работы ступеней и количество их, одновременно работающих, определяется соотношением между длинами отверстий и ступенями инструментов. Комбинированная схема используется при работе как однотипных, так и разнотипных инструментов. Например, при обработке трехступенчатым зенкером (однотипный инструмент) двух отверстий и снятия фаски, инструмент при обработке двух отверстий работает по параллельной схеме, а при снятии фаски - по последовательной. При обработке отверстия сверло-зенкером (разнотипный инструмент) вначале в работу вступает сверло (последовательная схема), затем наряду со сверлом в работу вступает зенкер (параллельная схема), а после выхода сверла работает один зенкер (последовательная схема). С увеличением количества ступеней обрабатываемого отверстий, число вариантов схем резания увеличивается. Применение комбинированной схемы резания позволяет варьировать величинами сил, действующих на инструмент, а следовательно, исключить поломки инструментов, повысить точность обработки. Производительность обработки при комбинированной схеме ниже, чем при параллельной схеме резания, но выше, чем при последовательной.
Список литературыАвтоматизация процессов машиностроения: Учеб. пособие для машиностр. спец. вузов. / Я. Буда, В. Гански, В.С. Вахман и др. / Под. ред. А.И. Дащенко. – М.: Высш. шк., 1991. – 480с.
Маслов А. Р. Современные тенденции в конструировании специального режущего и вспомогательного инструмента для автоматизированного производства. – М.: ВНИТЭМПР, 1985. – 48с.
Родин П.Р. Металлорежущие инструмент. – Киев: Вища школа, 1986. – 455с.
Резников А.Н., Яшин Г.Г. Спиральные сверла. НПИЛ / Сб. материалов всесоюзного совещания по сверлам. – Вильнюс, 1966. – с.33-38.
Шаумян Г.В. Автоматизация производственных процессов и их эффективность. – М.: МВТУ, 1973. – 8
Похожие работы





... форме, отражены в формуле (10.9) и сведены в соответствующие графы чертежа. , (10.9) где, ТАi – технологический допуск. 11. Планировка механического участка Деталь “шпиндель” (рис.1.1) является сборочной единицей головки 4-хшпиндельной комбинированной, которая в свою очередь входит в сборочный узел автоматической линии для обработки ...
... , хранении, употреблении, к огне- и взрывоопасное, к срокам периодического осмотра, контроля, переконсервации и т.п. ЛЕКЦИЯ 4 План лекции: 4.1. Организация процесса проектирования-конструирования и освоения технологического оборудования 4.2. Стадии и этапы разработки конструкторской документации 4.1. Организация процесса проектирования-конструирования и освоения технологического ...

... организации должны представить в двухнедельный срок заключения. 1.8. Технические изыскания на площадке строительства. Технические изыскания выполняются с целью обеспечения решения основных задач проектирования предприятия. Технические изыскания состоят из следующих разделов: 1. В общем разделе приводится характеристика местности под намечаемое строительство, выкопировка из плана местности или ...





... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...
0 комментариев