Навигация
МЕТОДЫ УЛЬТРОЗВУКОВОГО КОНТРОЛЯ И ИХ ПРИМЕНЕНИЕ
30589
знаков
1
таблица
11
изображений
2. МЕТОДЫ УЛЬТРОЗВУКОВОГО КОНТРОЛЯ И ИХ ПРИМЕНЕНИЕ
2.1 Классификация методов контроля
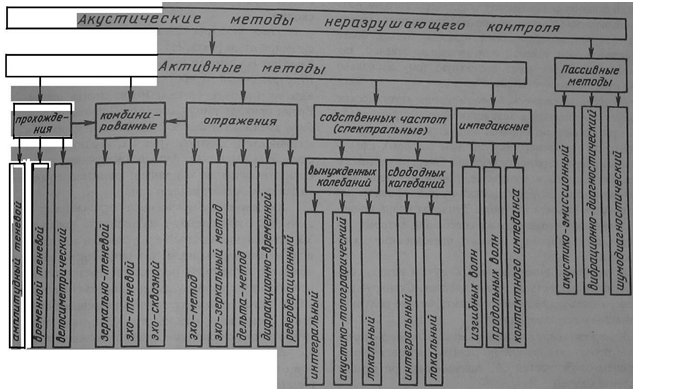
Известно много акустических методов неразрушающего контроля, некоторые из которых применяются в нескольких вариантах. Классификация акустических методов показана на рис. 1. Их делят на две большие группы - активные и пассивные методы.
Активные методы основаны на излучении и приеме упругих волн, пассивные - только на приеме волн, источником которых служит сам контролируемый объект.
Активные методы делят на методы прохождения, отражения, комбинированные (использующие как прохождение, так и отражение), импедансные и методы собственных частот.
Методы прохождения используют излучающие и приемные преобразователи, расположенные по разные или по одну сторону от контролируемого изделия. Применяют импульсное или (реже) непрерывное излучение и анализируют сигнал, прошедший через контролируемый объект.
Исторически методы прохождения применяли только для обнаружения несплошностей, меняющих параметры сквозного сигнала вследствие образования за дефектом акустической тени. Поэтому их называли «теневыми». Однако затем эти методы начали использовать для контроля прочности, пористости, структуры и других параметров материала, не связанных с наличием тени. Поэтому теневой метод - частный случай метода прохождения.
2.2 Импульсный эхо-метод.
Эхо-метод (рис. 7) основан на регистрации эхо-сигналов от дефекта. На экране индикатора обычно наблюдают посланный (зондирующий) импульс I, импульс III, отраженный от противоположной поверхности (дна) изделия (донный сигнал) и эхо-сигнал от дефекта II. Время прихода импульсов II и III пропорционально глубине залегания дефекта и толщине изделия. При совмещенной схеме контроля (рис. 7) один и тот же преобразователь выполняет функции излучателя и приемника. Если эти функции выполняют разные преобразователи, то схему называют раздельной.
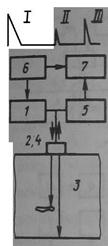
Рисунок 7. Импульсный эхо-метод. 1 - генератор; 2 - излучатель; 3 - объект контроля; 4 - приемник; 5 - усилитель; 6 -синхронизатор; 7 - индикатор
Около 90 % объектов, контролируемых акустическими методами, проверяют эхо-методом. Применяя различные типы волн, с его помощью решают задачи дефектоскопии поковок, отливок, сварных соединений, многих неметаллических материалов. Эхо-метод используют также для измерения размеров изделий. Измеряют время прихода донного сигнала и, зная скорость ультразвука в материале, определяют толщину изделия при одностороннем доступе. Если толщина изделия известна, то по донному сигналу измеряют скорость, оценивают затухание ультразвука, а по ним определяют физико-механические свойства материалов.
Чувствительность эхо-метода высокая: она достигает 0,5 мм2 на глубине 100 мм. К преимуществам данного метода следует также отнести возможность одностороннего доступа к зоне шва, поскольку достаточно только одного преобразователя и дли излучения и для приема УЗ-сигналов. Недостатки эхо-мегода — это сравнительно низкая помехоустойчивость и резкое изменение амплитуды отраженного сигнала от ориентации дефекта (yглa θ между УЗ-лучом и плоскостью отражателя).
2.3 Теневой и зеркально-теневой методы УЗК.
Теневой и зеркально-теневой методы, также широко распространенные, основаны на уменьшении амплитуды УЗ-колебаний вследствие наличия несплошности на их пути (рис. 8). Чем крупнее дефект, тем слабее прошедший к приемнику сигнал. В теневом методе (рис. 8, а) УЗ-луч идет прямо от генератора к приемнику через контролируемый металл. Теневой метод используют только при двустороннем доступе к изделию для автоматического контроля изделий простой формы, например листов в иммерсионной ванне. Перемещение листа вверх и вниз между преобразователями в иммерсионной ванне не изменяет времени прохождения сигналов от излучателя к приемнику, что существенно упрощает конструкцию установки. Чувствительность теневого метода к дефектам в 10 ... 100 раз меньше, чем эхо-метода, в связи с большим влиянием помех.
Теневой метод применяют также для контроля изделий с большим уровнем структурной реверберации, т.е. шумов, связанных с отражением ультразвука от не-однородностей, крупных зерен, дефектоскопии многослойных конструкций и изделий из слоистых пластиков. Сквозной сигнал попадает на приемник раньше, чем структурные реверберации, что позволяет его зарегистрировать на фоне шумов. Теневой метод позволяют обнаруживать крупные дефекты в материалах, где контроль другими акустическими методами затруднен или невозможен: крупнозернистой аустенитной стали, сером чугуне, бетоне, огнеупорном кирпиче.
Однако имеются серьезные недостатки: необходимость двустороннего доступа и малая точность оценки координат дефектов.
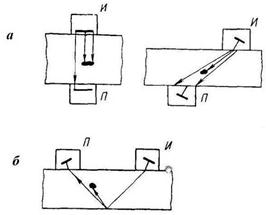
Рисунок 8. Теневой и зеркально-теневой методы УЗК
Зеркально-теневой метод отличается от теневого тем, что регистрирует уменьшение УЗК, отраженных от нижней поверхности листа (рис. 8, б).
Зеркально-теневой метод используют вместо или в дополнение к эхо-методу для выявления дефектов, дающих слабое отражение ультразвуковых волн в направлении раздельно-совмещенного преобразователя. Дефекты (например, вертикальные трещины), ориентированные перпендикулярно к поверхности, по которой перемещают преобразователь (поверхности ввода), дают очень слабый рассеянный сигнал и плохо выявляются эхо-методом. В то же время они ослабляют донный сигнал благодаря тому, что на их поверхности продольная волна трансформируется в головную, которая, в свою очередь, излучает боковые волны, уносящие энергию.
Пример применения зеркально-теневого метода - контроль рельсов на вертикальные трещины в шейке. По чувствительности этот метод обычно в 10 ... 100 раз хуже эхо-метода.
Зеркально-теневой метод, как видно из схемы, не требует двустороннего доступа к соединению. Этот метод широко используют для контроля железнодорожных рельсов. Он позволяет также более достоверно определять наличие корневых дефектов в стыковых швах.
Оба теневых метода используют обычно для соединений с грубообработанной поверхностью. Например, их успешно применяют для контроля стыков арматуры периодического профиля.
Похожие работы
... частности, об отсутствии необходимой заинтересованности и ответственности персонала контролирующих подразделений в полном выявлении брака на обслуживаемых участках производства. В структуре служб контроля качества продукции многих предприятий в основном присутствуют подразделения, обеспечивающие технические и технологические аспекты контроля качества. При этом недостаточно развиты организационно- ...
... в процесс, были одобрены, спланированы, получили материально-техническую поддержку и управлять в целях заинтересованных сторон. Глава 3. Перспектива автоматизации системы неразрушающего контроля изделий на предприятиях машиностроительного профиля 3.1 Комплексная технология АУЗК В связи с высоким техническим уровнем современного производства методом и средством НК предъявляют высокие ...
... , внедрение прогрессивного оборудования, повышение эффективности методов контроля качества металла, активное внедрение комплексной системы управления качеством продукции, постоянное повышение трудовой, производственной и исполнительской дисциплины. Неразрушающий контроль качества методами дефектоскопии Дефектоскопия–комплекс методов и средств неразрушающего контроля материалов и изделий с ...

... проверку соблюдения организационных и технологических требований, эксплуатационной и ремонтной документации. Объектами эксплуатационного контроля являются эксплуатируемые изделия РЭСИ и технологические процессы их эксплуатации. Методы неразрушающего контроля РЭСИ Методы неразрушающего контроля нашли наиболее широкое применение в технологии контроля РЭСИ благодаря своей высокой ...
0 комментариев