Навигация
Технологическая схема и краткое описание процесса производства по заданию проекта
19944
знака
3
таблицы
1
изображение
5. Технологическая схема и краткое описание процесса производства по заданию проекта
В промышленности алкнлирование н-бутиленов (смесь 1- и 2-изомеров) с изобутаном дают алкилат, богатый углеводородами С8 и часто называемый просто изооктаном. Нередко в качестве сырья берут бутан-бутилеповую фракцию крекинг-газов, содержащую все необходимые реагенты и очищенную от бутадиена.
Реакционная масса представляет собой двухфазную систему, которую эмульгируют с помощью мешалок или питающих насосов. При использовании серной кислоты существенное значение имеет ее концентрация. Лучшие результаты получаются с 98 — 100%-ной кислотой, но она постепенно разбавляется влагой, присутствующей в исходных реагентах. Минимально допустимой считается концентрация 88 — 90%, поэтому часть кислоты приходится все время отводить из системы и добавлять свежую. Расход серной кислоты составляет обычно 5 — 7 кг на 100 л алкилата. В самом реакторе объемное отношение кислоты и углеводородов примерно 1: 1 и даже доходит до 70% (об.) кислоты. Избыточный катализатор отделяют от углеводородов в сепараторе и возвращают на реакцию.
Для процесса применяют аппараты двух типов, различающиеся способом отвода выделяющегося тепла, — при помощи внутреннего охлаждения жидким аммиаком (или пропаном) или за счет испарении избыточного изобутана. В первом случае в алкилаторе, снабженном мощной мешалкой, имеются охлаждающие трубы, в которых теплоноситель испаряется. Его пары направляют затем на холодильную установку, где они снова превращаются в жидкость.
Рисунок 1. Технологическая схема алкилирования изобутана изобутиленом
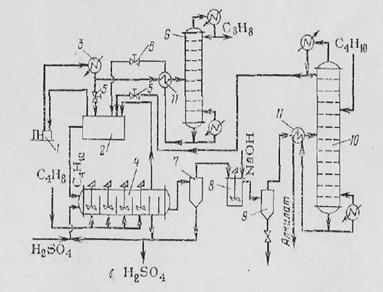
1 – компрессор;
2 – емкость;
3 – конденсатор;
4 – реактор;
5 – дроссельные вентили;
6 – депропанизатор;
7, 9 – сепараторы;
8 – нейтрализатор;
10 – дебутанизатор;
11 – теплообменники.
Более эффективен метод теплоотвода за счет испарения избыточного изобутана, что облегчает регулирование температуры. Один из интересных типов алкилаторов, работающих по этому принципу, изображен на рисунке 1 (аппарат 4). В нем реакционное пространство разделено перегородками на несколько секций с мешалками (каскады). Бутилен подводится отдельно в каждую секцию, вследствие чего концентрация олефина в секциях очень мала, и это позволяет подавить побочную реакцию полимеризации.
Серная кислота и изобутан поступают в первую секцию слева, и эмульсия перетекает через вертикальные перегородки из одной секции в другую. Вторая справа секция служит сепаратором, в котором кислота отделяется от углеводородов и возвращается на алкилирование. Через последнюю перегородку перетекает смесь углеводородов, поступающая на дальнейшую переработку.
Технологическая схема алкилирования изобутана изобутиленом представлена на рисунке 1. В алкилатор 4 (в первую секцию слева) поступают жидкий изобутан, оборотная и свежая серная кислота; в каждую секцию подают жидкий изобутилен. За счет выделяющегося тепла часть избыточного изобутана испаряется; его пары попадают в емкость 2, служащую одновременно ресивером и сепаратором. Газ из этой емкости непрерывна забирается компрессором 1, сжимается до 0,6 МПа и при этом давлении конденсируется в водяном холодильнике 3. В дроссельном вентиле 5 снижают давление до рабочего (ок. 0,2 МПа), причем часть изобутана при дросселировании испаряется и разделяется в емкости 2. Оттуда жидкий изобутан снова направляется в алкилатор, завершая холодильный цикл. При непрерывной работе установки в изобутане накапливается пропан, образующийся в результате деструкции углеводородов и присутствующий в небольшом количестве в исходных углеводородных фракциях. Поэтому в изобутановый холодильный цикл включен депропанизатор — ректификационная колонна 6. В нее отводят часть циркулирующего изобутана после холодильника 3, а изобутан, очищенный от пропана, возвращают после дросселирования в емкость 2.
Смесь, выходящая из последней секции алкилатора 4, содержит избыточный изобутан, октаны, изобутилен и другие углеводороды С5 — С7 и высшие. Ее подают в сепаратор 7 для отделения остатков серной кислоты. Кислоту возвращают в алкилатор, но часть ее отводят из системы и вместо нее подают свежую. Углеводородный слой из сепаратора 7 нейтрализуют 10%-ным раствором щелочи в аппарате 8 и разделяют полученную эмульсию в сепараторе 9. Нейтрализованная смесь углеводородов направляется на отгонку избыточного изобутана в ректификационную колонну 10. Чтобы для конденсации изобутана можно было использовать дешевый хладоагент — воду, в колонне поддерживают давление ок. 0,6 МПа. В нее же подают свежую изобутановую фракцию. Часть изобутана возвращается на орошение колонны 10, а остальное количество после дросселирования поступает в емкость 2 и оттуда снова на реакцию. Таким образом совершается циркуляция изобутана. Из куба колонны 10 отбирают товарный алкилат.
Похожие работы
... реакции на альдегидную группу – окисляется оксидом серебра (1), присоединяет синильную кислоту (4): Химические свойства: 1. 2. 3. 4. 5. 6. 7. 8. Спиртовое брожение. Эта реакция характерна для гексоз. Она осуществляется с помощью биологических катализаторов – ферментов. При сбраживании гексозы превращаются в этиловый спирт. Для пентоз брожение ...
0 комментариев