Навигация
Анализ процессов изготовления детали корпуса
26119
знаков
4
таблицы
4
изображения
ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНМЮ
ЛИПЕЦКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра технологии машиностроения.
Курсовая работа
по дисциплине
«Система технологий отраслей»
на тему: «Анализ процессов изготовления детали корпуса 651».
Выполнил
Принял:
Липецк 2007
Содержание
1 Разработка и конструкционно-технический анализ чертежа детали
2 Анализ и расчет характера сопряжений заданных поверхностей
2.1 Пояснение, назначения указанных посадок
2.2 Определение указанных размеров и отклонений
2.3 Определение величин допусков предельных значений, зазоров и натягов
2.4 Построение схем полей допусков
3 Характеристика материала деталей и описание способа его получения
4 Выбор вида заготовки и описание метода и способа ее получения для заданной детали
5 Выбор возможной последовательности механической обработки заданных поверхностей и описание технологий выполнения отдельных операций
Заключение
Библиографический список
1. Разработка и конструкционно-технический анализ чертежа детали
Корпусная деталь, максимальный диаметр которой = 94 мм, минимальный =72 мм. Деталь имеет одно сквозное центральное отверстие диаметром = 42 мм. Данное отверстие имеет паз, ширина которого = 6 мм, длина = 45 мм, глубина = 5мм. Деталь представляет собой тело вращения, состоящее из 3-х дисков, на среднем дисковом утолщении имеется лыска. Шероховатости детали ª√3,2 и в√3,2.
2. Анализ и расчет характера сопряжений заданных поверхностей.
2.1 Пояснение, назначения указанных посадок.
Посадки U/h – «прессовые тяжелые». Характеризуются большими гарантированными натягами (0, 001 ÷ 0,002) d и.с. Предназначены для соединений, на которые воздействуют тяжелые, в том числе и динамические нагрузки. Применяются, как правило, без дополнительного крепления соединяемых деталей. При столь больших натягах возникают в основном упруго-пластические и пластические деформации. Детали должны быть проверены на прочность. Рекомендуется опытная поверка выбранных посадок, особенно в массовом производстве. Сборка обычно осуществляется методами пластических деформаций, но применяются и в продольных запрессовках. В отдельных случаях детали перед сборкой сортируются и подбираются по размерам. Для посадок с большими натягами предусмотрены относительно широкие допуски деталей (8-го, иногда 7-го квалитета). В отдельных случаях с целью получения большей прочности соединений и повышения гарантированного натяга допуск основного отверстия или основного вала может быть ужесточен на один квалитет.
Посадки F/с8 – «ходовые». Характеризуются умеренным гарантированным зазором, достаточным для обеспечения свободного вращения в подшипниках скольжения при консистентной и жидкой смазке в легких и средних режимах работы (умеренные скорости – до 15 рад/c, нагрузки, небольшие температурные деформации). Применяются и в опорах поступательного перемещения, не требующих столь высокой точности центрирования, как в точных посадках движения или скольжения. В неподвижных соединениях применяются для обеспечения легкой сборки при невысоких требованиях к точности центрирования деталей.
2.2 Определение предельных размеров и отклонений.
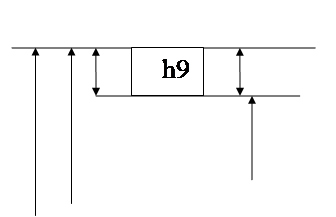
1) 72h9
dmax = dн + es = 72 + 0 =72
dmin = dн + ei = 72 + (-0,074) = 71,026
Тd = dmax – dmin = 72,000 – 71,026 = 0,973
![]() 2) 42F8
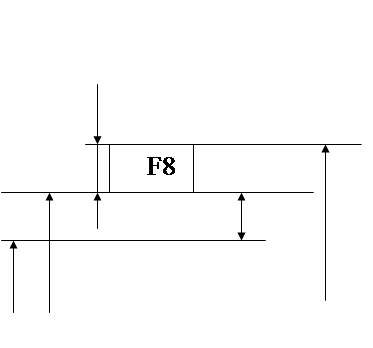
2) 42F8
Dmax = Dн + ES = 42 + 0,064 = 42,064
Dmin = Dн + EI = 42 + 0,025 = 42,025
TD = Dmax – Dmin = 42,064 – 42,025 = 0,039
2.3 Определение величин допусков предельных значений, зазоров и натягов.
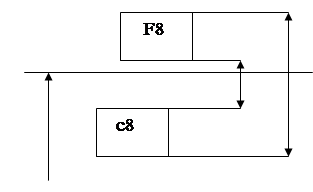
1) Ø42 F8
Dmin > dmax – зазор, подходит посадка F8/c8
Контрдеталь: Ø42 с8
dmax = 42 + (-0,130) = 41,870
dmin = 42 + (- 0,169) = 41,831
Td = dmax – dmin = 41,870 – 41,831 = 0,039
Smin = Dmin – dmax = EI – es = 0,025 – (-0,130) = 0,155
Smax = Dmax – dmin = ES – ei = 0,064 – (- 0,169) = 0,233
TS = Smax – Smin = 0,233 – 0,155 = 0,078
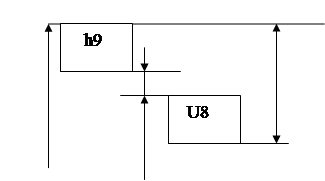
2) Ø72 h9
dmin > Dmax – натяг, подходит посадка h9/U9
Контрдеталь: Ø72 U9
Dmax = 72 + (-0,087) = 71,923
Dmin = 72 + (-0,161) = 71,839
TD = Dmax – Dmin = 71,923 – 71,839 = 0,084
Nmin = dmin – Dmax = EI – es = -0,074 + 0,087 = 0,013
Nmax = Dmin – dmax = ES – ei = 0 + 0,161 = 0,161
TD = Nmax – Nmin = 0,161 – 0,013 = 0,148
2.4 Построение схем полей допусков.
1)
2)
Похожие работы





... ТП изготовления детали "Корпус ТМ966.2120-57" и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали "Корпус ТМ966.2120-57" представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. Статистическое ...





... регулирования ТП изготовления детали «Корпус ТМ966.2120-35» и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали «Корпус ТМ966.2120-35» представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. ...


... линии заготовка устанавливается на конвейере, перемещающемся от одной обрабатывающей головки к другой. При обработке на автоматической линии установочной базой является поверхность 5. Технологический процесс изготовления крышки корпуса построен таким образом, что принцип постоянства баз выполняется. 2.6 Технологический маршрут и план изготовления детали При составлении технологического ...





... , приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12]. Для улавливания ...
0 комментариев