Навигация
Возможные способы восстановления
45463
знака
0
таблиц
11
изображений
4.1 Возможные способы восстановления
Целью ремонта деталей является восстановление всех геометрических размеров детали, формы и расположения поверхностей и обеспечение физико-механических свойств в соответствии с техническими условиями на изготовление новой детали.
Кроме того, при ремонте очень часто решается и задача повышения долговечности и работоспособности деталей за счет применения новых материалов, новых технологий и более прогрессивных способов выполнения работ с минимальными трудозатратами.
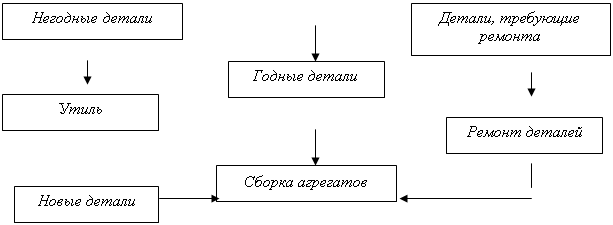
При ремонте автомобилей широкое применение находят следующие способы восстановления изношенных деталей: механическая обработка; сварка, наплавка и напыление металлов, гальваническая и химическая обработка.
Выбор того или иного способа зависит от многих факторов, таких как технические возможности предприятия, объем ремонтных работ, сложность конфигурации детали, технические условия на изготовление детали и др. Предпочтение отдается тому способу, который обеспечит выполнение ремонтных работ с наибольшей экономической эффективностью.
Механическая обработка при ремонте применяется:
· для снятия припуска на обработку после наплавки, сварки, напыления и др. и придания детали заданных геометрических размеров, формы;
· для обработки одной из сопряженных деталей при ремонте под ремонтные размеры;
· для установки дополнительных ремонтных деталей.
После снятия наплавленного металла деталь обычно имеет заданные по чертежу размеры и форму, но не обладает требуемыми физико-механическими свойствами. Поэтому ответственные детали (коленчатый вал, распределительный вал и др.) после предварительной механической обработки проходят термическую обработку для получения необходимых физико-механических свойств (обычно твердости). После термообработки проводят окончательную механическую обработку детали с целью получения требуемой шероховатости (шлифование).
Вместо процесса термической обработки и последующего шлифования иногда выполняется накатывание (раскатывание) поверхности шариком или роликом. Такая обработка увеличивает твердость и чистоту поверхности.
При ремонте пар трения поршень — цилиндр, коленчатый вал — вкладыш и др. применяется метод механической обработки под ремонтные размеры. Ремонтным называют заранее установленный размер, отличный от номинального, под который ремонтируется деталь. Обработка под ремонтный размер ведется обычно для более сложной детали: цилиндра (гильза цилиндра), коленчатого вала и др. Ответные детали — поршневое кольцо, вкладыш и др. — изготовляются заранее под ближайший ремонтный размер и поставляются ремонтными предприятиями отдельно.
Количество ремонтных размеров бывает от 1 до 3 и ограничивается прочностью деталей. Например, при проточке шеек коленчатого вала под ремонтный размер теряется его прочность.
К достоинствам метода относятся простота технологического процесса, высокая экономическая эффективность. Недостатком метода считаются увеличение номенклатуры запасных частей одного наименования и усложнение организации процесса комплектования деталей и хранения их на складах.
Наплавочные работы широко применяют при восстановлении изношенных деталей. Применение наплавки рабочих поверхностей позволяет не только восстановить размеры детали, но и повысить их долговечность и износостойкость путем нанесения металла соответствующих химического состава и физико-механических свойств.
Процесс наплавки имеет достаточно высокую производительность, прост по техническому исполнению, обеспечивает высокую прочность соединения наплавленного металла с основным.
Сущность процесса наплавки состоит в том, что одним из источников нагрева присадочный металл расплавляется и переносится на наплавляемую поверхность. При этом расплавляется металл поверхностного слоя основного металла и вместе с расплавленным присадочным металлом образует слой наплавленного металла.
Напыление металла представляет собой перенос расплавленного металла на предварительно подготовленную поверхность потоком сжатого воздуха. Расплавленный металл распыляется потоком воздуха на мелкие частицы, которые ударяются о поверхность детали и соединяются с ней, образуя слой покрытия. Соединение с поверхностью носит в основном механический характер, реже — сварочно-наплавочный.
В зависимости от источника нагрева напыление бывает газопламенным, электродуговым, плазменным и др.
Наибольшее применение в ремонтном деле находит плазменное напыление. Источником для расплавления наплавочных материалов служит высокотемпературная плазма.
В качестве напыляемых материалов применяются наплавочные проволоки сплошного сечения, порошковые проволоки или порошки.
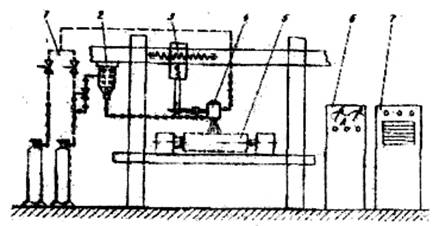
Высокое качество напыленного слоя достигается применением аргона или азота для транспортировки порошка в зону плазмы и распыления расплавленного металла. Аргон обеспечивает защиту расплавленного металла от окисления. Для процесса плазменного напыления применяются специальные установки, включающие в себя источник постоянного тока (чаще выпрямитель), плазмотрон и шкаф управления.
Процесс плазменного напыления применяется для восстановления размеров шеек коленчатых валов и других деталей цилиндрической формы.
Достоинства плазменного напыления состоят в следующем: высокое качество покрытия, высокая производительность, возможность регулирования параметров процесса напыления.
К недостаткам необходимо отнести более высокую электроопасность из-за повышенного напряжения дежурной дуги, невысокий к.п.д. процесса.
Гальванические покрытия получают в результате переноса металла из электролита на деталь при пропускании через него постоянного тока. Катодом при этом служит деталь, анодом — металлическая пластина. Электролит представляет собой водный раствор солей металла, осаждаемого на деталь.
Технологический процесс нанесения покрытий состоит из трех периодов: подготовка деталей к нанесению покрытия, нанесение покрытия и обработка детали после покрытия.
При выполнении ремонтных работ восстановление размеров деталей гальваническим наращиванием проводится многими способами, из которых широко применяется осталивание, хромирование, никелирование, цинкование. Из химических способов применение находят оксидирование и фосфатирование.
Осталивание (железнение) представляет собой процесс нанесения железных покрытий на изношенные детали из хлористых электролитов. Электролит состоит из водного раствора хлористого железа 200—680 г/л и небольшого количества соляной кислоты 1—3 г/л. Железные покрытия имеют твердость, близкую к твердости стали.
К достоинствам гальванического наращивания стального покрытия относятся большая скорость нанесения покрытия 0,3 — 0,5 мм/ч, возможность получения слоев высотой 1—5 мм, отсутствие коробления деталей.
Весьма эффективно осталивание применяется при восстановлении посадочных мест под подшипники корпусных деталей: коробка скоростей, корпус двигателя и др.
Способ может быть применен для восстановления посадочных мест зубчатых колес, втулок и т. д.
Могут быть восстановлены шейки коленчатых валов.
Хромирование рабочих поверхностей деталей. В качестве электролита используется водный раствор хромового ангидрида 150— 400 г/л с содержанием 2—3 г/л серной кислоты.
Аноды выполняются из пластин свинца.
Режим хромирования определяется плотностью тока А/дм2 и температурой электролита. При температуре электролита 60—70°С и плотности тока больше 15 А/дм2 получают молочные хромовые покрытия, имеющие низкую твердость и высокую плотность. Такие слои хорошо работают при чисто коррозионном изнашивании. При низкой температуре электролита до 40° С и высокой плотности тока получают матовые хромовые покрытия высокой твердости с тончайшей сеткой трещин. Слои имеют высокую износостойкость. Нанесение твердых матовых хромовых покрытий применяется при ремонте цилиндров двигателей, плунжерных пар топливных насосов дизелей и других деталей. Покрытия компенсируют износ деталей и увеличивают их долговечность.
Для удержания смазки на поверхности цилиндра хромирование должно быть пористым, что обеспечивается специальной технологией.
Коленчатые валы, валы коробок передач и другие детали автомобиля хромируют в ваннах при средней плотности тока 45—60 А/дм2 и температуре электролита 55°С (блестящее хромирование).
К числу недостатков хромирования относятся низкая производительность процесса, невозможность восстановления сильно изношенных деталей, так как хромовые покрытия толщиной более 0,3—0,4 мм имеют низкую прочность сцепления с металлом детали, высокая стоимость покрытий.
Защита крепежных деталей — болтов, гаек, шайб и др. — осуществляется способом цинкования, который вьшолняется в специальных вращающихся барабанах в среде электролита. В состав электролита входят сернокислый натрий, сернокислый цинк, сернокислый аммоний, декстрин.
Оксидирование — процесс получения оксидных пленок толщиной более 0,06 мм с высокой твердостью и износостойкостью. Оксидирование защищает от коррозии.
В состав электролита входят водные растворы едкого натра, азотнокислого натрия.
Из числа химических способов защиты от атмосферной коррозии стальных деталей используется фосфатирование. Защитная пленка состоит из сложных солей фосфора, марганца, железа.
Проводят фосфатирование в водных растворах солей марганца, фосфора.
Похожие работы
... Наплавочные операции. Наплавка производится для все 3 дефектов. Наплавочная операция.1- наплавка коренной шейки. Станок IK62, наплавочная головка ОКС-65-69 в среде СО2 Содержание операции. Деталь—коленчатый вал Автомобиля ГАЗ-53А Материал—Чугун ВЧ 40-0 Твердость-- НВ241…285 Масса—до 15 кг, 1. Установить деталь 2. Наплавить поверхность 1 ( Д1 ) Ш 85,61 → Ш 87,61 (при L=42) Наплавить ...
... . Важным элементом решения проблемы управления техническим состоянием автомобилей и другого специализированного оборудования является совершенствование технологических процессов и организации производства ТО и ремонта автомобилей и оборудования, включающее рационализацию структуры инженерно-технической службы, методов принятия инженерных решений, технологических приемов, оборудования постов и ...
... шарниров и подшипников ведущего вала главной передачи оказывает балансировка карданного вала. Поэтому, в целях сохранения заводской балансировки карданной передачи, после разборки собирать ее необходимо по установленным стрелкам. 3. Ремонт системы 3.1 Неисправности и способы устранения Причина неисправности Метод устранения Ослабление затяжки крепления заднего карданного вала к ...


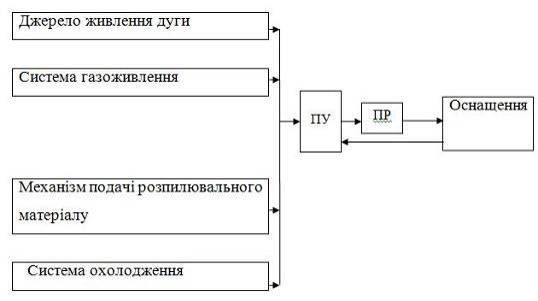
... вентиляції і пиловловлення, засоби механізації переміщення плазмотрона і деталі. 3. Технологічначастина 3.1 Проектування технологічного процесу відновлення Використовуємо операції, пов'язані тільки з відновленням кулачків, тобто часткове відновлення кулачків розподільного валу ЗІЛ-130. 3.2 Розробка маршрутної технології 1.Очисна. 2.Контрольно-дефекточна. 3.Термічна. 4.Абразивно ...
0 комментариев