Навигация
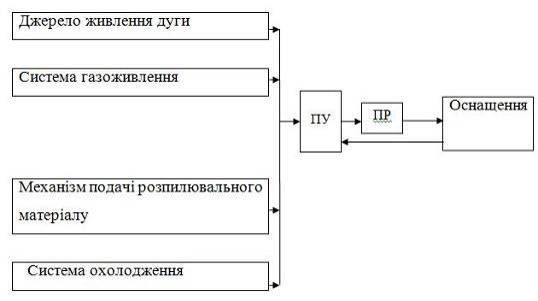
5.2 Плазменная наплавка
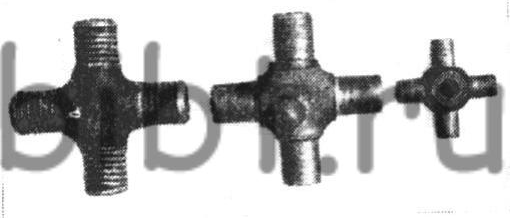
Крестовины карданных шарниров и сателлитов дифференциала автомобилей и тракторов работают в тяжелых условиях абразивной среды и сравнительно быстро выходят из строя.
В зависимости от характера износа крестовины распределяются по следующим дефектам: крестовины, имеющие только размерный износ, - 30%; крестовины, имеющие размерный износ в сочетании со смятием шипов,- 52%; крестовины, имеющие размерный износ в сочетании со смятием и объемной деформацией (овальность, конусность), - 6%; крестовины, не подлежащие восстановлению,- 12%.
Размерный износ составляет 0,05-0,15 мм, глубина вмятин - 0,1-0,6 мм. Поскольку крестовины установлены в вилках шарниров карданного вала на игольчатых подшипниках, то вмятины на поверхности образуются от игольчатых роликов.
К крестовинам карданного вала, сдаваемым в ремонт, предъявляются следующие технические требования. Крестовины не принимаются в ремонт при наличии одного из следующих дефектов: трещин; выкрашивания; овальности и конусности свыше 1 мм; при износе шипов более 1,3 мм на диаметр. Для наплавки крестовин исследованы следующие твердые сплавы на основе железа: ПГ-С1, ПГ-УС25 с добавлением 6-8% Аl.
В качестве плазмообразующего газа можно использовать аргон, защитного газа - аргон, азот, углекислый газ. Для транспортирования порошка и защиты сварочной ванны с точки зрения технико-экономических соображений наиболее целесообразно применять технический азот. При использовании для защиты сварочной ванны углекислого газа качество наплавки ниже, чем при использовании азота: формирование валиков более грубое, деталь перегревается, и после наплавки каждого шипа необходимо охлаждение.
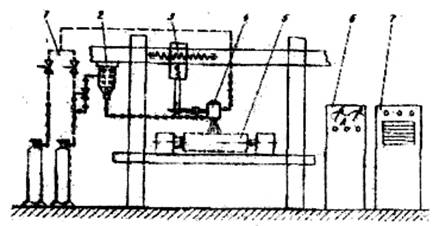
Плазменную наплавку крестовин выполняли на токарном станке плазмотроном конструкции ВСХИЗО, расположенным под углом 10-15° относительно вертикальной оси и смещенным с зенита на 4-6 мм по ходу наплавки.
Наплавку шипов различных крестовин диаметром 11-25 мм выполняли по винтовой линии при следующих режимах:
Сила тока, А 90-140
Напряжение, В 35-45
Скорость наплавки, см/с 1,6-1,7
Расход газа, л/мин:
плазмообразующего (аргона) 1,5-2
защитного (азота) 10-12
Расход порошка, г/мин 34-40
Плазменная наплавка крестовин на указанных режимах обеспечила толщину слоя 1,6-1,9 мм при глубине проплавления 0,4-0,6 мм. Твердость поверхности, наплавленной сплавом ПГ-УС25 + 8% Al HRC 52-56, а сплавом ПГ-С1+8% Аl HRC 46-52.
В настоящее время на ряде ремонтных предприятий крестовины восстанавливают вибродуговой наплавкой, наплавкой в среде СО2 с использованием наплавочных проволок Нп-65Г, Нп-30ХГСА (рис. ).
В табл. приведены сравнительные данные технологического процесса восстановления крестовин автомобиля ЗИЛ-130 в в среде СО2 и плазменной наплавкой
Таблица . Технология восстановления крестовин автомобиля ЗИЛ-130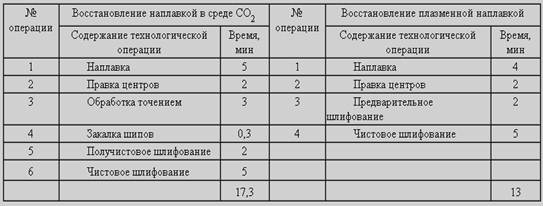
Способ восстановления крестовин плазменной наплавкой более производительный (13 мин) по сравнению с наплавкой в СО2 (17,3 мин). Припуск на механическую обработку при плазменной наплавке уменьшается в 1,5-2 раза, что позволяет экономить наплавочный металл. Ресурс восстановленных плазменной наплавкой крестовин соответствует ресурсу новых.
5.3 Процесс гальванического наращивания (железнение)
Технологический процесс нанесения гальванического покрытия предусматривает выполнение операций :
1.Подготовка и нанесение покрытия
2.Нанесение покрытия
3.Завершающая обработка после покрытия
Подготовка состоит из следующих операций
1.Механическая обработка поверхностей , подлежащих наращиванию
2.Очистка деталей от оксидов и промывка ее органическими растворами
3.Монтаж детали на подвесное приспособление и изоляция мест не подлежащих покрытию
4.Обесжиривание
5.Промывка в проточной горячей воде , а затем и холодной воде
6.Химическая или электрохимическая обработка
7.Повторная промывка в проточной воде
Предварительная механическая обработка осуществляется для устранения следов износа и восстановления правильной геометрической формы .
Поверхность шлифуется до шероховатости , соответствующей 6-8 му классам .
Шлифование перед нанесением покрытия производится с помощью непрерывной гибкой ленты (образивной) . Образивным материалом служат мелкие зерна (75-120 мкм)
Режим шлифования : окружная скорость ленты составляет 30-35 м/с , при этом применяется обильное охлаждение .
Для очистки поверхности детали от ржавчины , окалины , краски , травильного шлака и других загрязнений можно использовать карцевание, при котором дисковыми щетками из стальной проволоки диаметром 0,05-0,3 мм, закрепленными на шпинделе шлифовального станка сообщают вращение с частотой 1200=1500 об/мин
При монтаже детали на подвесное оборудование требуется обеспечить надежный контакт в электрической цепи .
Поверхности детали , не подлежащие покрытию изолируют . Наносятся лакокрасочные материалы клетью в 2-3 слоя с промежуточной сушкой каждого .
Жировые пленки могут быть удалены с поверхности детали химическим обезжириванием .
Состав раствора t=70-80 C , продолжительность 7-10 мин
После обезжиривания деталь промывают в горячей , а затем холодной воде .
Химическая обработка (травление) применяется для удаления с восстановленных поверхностей детали оксидных и других пленок .
Состав раствора 200-20 г/л воды соляной кислоты и 5-7 г компонента .
Режим работы : температура раствора 15-30 С , продолжительность травления 10-60 мин , в зависимости от характера и толщины слоя окислов .
После травления произвести промывку в проточной воде .
Железнение
Производится в стационарной ванне . Состав электролита : хлористое железо 600-650 кг/м
Режим работы на постоянном токе при железнении : t=253-267 К , кислотность 11,5 рН , плотность тока 20-80 А/дм , скорость осаждения 3-5 мкм/мин .
После железнения деталь промывают в горячей воде и песевируют в течении 1-2 мин в следующем растворе : азотнокислотный натрий 50 г/л , технический уротротин 30 г/л , tраств=60-70 С . Затем деталь снова промывают в горячей воде .
Похожие работы
... Наплавочные операции. Наплавка производится для все 3 дефектов. Наплавочная операция.1- наплавка коренной шейки. Станок IK62, наплавочная головка ОКС-65-69 в среде СО2 Содержание операции. Деталь—коленчатый вал Автомобиля ГАЗ-53А Материал—Чугун ВЧ 40-0 Твердость-- НВ241…285 Масса—до 15 кг, 1. Установить деталь 2. Наплавить поверхность 1 ( Д1 ) Ш 85,61 → Ш 87,61 (при L=42) Наплавить ...
... . Важным элементом решения проблемы управления техническим состоянием автомобилей и другого специализированного оборудования является совершенствование технологических процессов и организации производства ТО и ремонта автомобилей и оборудования, включающее рационализацию структуры инженерно-технической службы, методов принятия инженерных решений, технологических приемов, оборудования постов и ...
... шарниров и подшипников ведущего вала главной передачи оказывает балансировка карданного вала. Поэтому, в целях сохранения заводской балансировки карданной передачи, после разборки собирать ее необходимо по установленным стрелкам. 3. Ремонт системы 3.1 Неисправности и способы устранения Причина неисправности Метод устранения Ослабление затяжки крепления заднего карданного вала к ...


... вентиляції і пиловловлення, засоби механізації переміщення плазмотрона і деталі. 3. Технологічначастина 3.1 Проектування технологічного процесу відновлення Використовуємо операції, пов'язані тільки з відновленням кулачків, тобто часткове відновлення кулачків розподільного валу ЗІЛ-130. 3.2 Розробка маршрутної технології 1.Очисна. 2.Контрольно-дефекточна. 3.Термічна. 4.Абразивно ...
0 комментариев