Навигация
Выбор рациональных способов восстановления различных поверхностей деталей
45463
знака
0
таблиц
11
изображений
4.2 Выбор рациональных способов восстановления различных поверхностей деталей
Для восстановления шлицов возможно применение способов наплавки и постановки дополнительной ремонтной детали.
Из рассмотренных методов наплавки метод вибродуговай наплаки дает возможность получения высокой твердости наплавленного слоя при незначительном нагреве детали , в отличии от метода ручной дуговой наплавки . Поэтому для восстановления шлицев применяется метод вибродуговой наплавки.
Для восстановления крестовины используем метод плазменной наплавки, такой способ более производительнее(13 мин) по сравнению с СО2(17,3 мин).Припуск на механическую обработку уменьшается в 1,5-2 раза , Что позволяет экономить наплавочный металл , ресурс восстановления плазменной наплавкой крестовин соответствует ресурсу новых .
Для износа отверстий в вилке под подшипник выберем железнение.
5.Проектирование маршрутов и операций по восстановлению деталей.
5.1 Порядок вибродуговой наплавки
При разработке вибродуговой наплавки необходимо :
1.Подготовить деталь к наплавке
2.Выбрать тип и марку проволоки
3.выбрать толщину наплавляемого слоя
4.Выбрать положение электродной проволоки относительно наплавляемой детали
5.Выбрать величину сварочного тока
6.Выбрать величину расхода охлаждающей жидкости
7.Выбрать источник тока
8.выбрать головку для наплавки
Сталь из которой изготавливается деталь 35Х имеет удовлитварительную проваренность температура предварительного подогрева 100С .
При подогреве детали к наплавке необходимо тщательно очистить поверхность от смазки и других загрязнений .
Деталь очищается от масленой пленки и механических загрязнений . Поэтому возможна очистка методом погружения . Для этого применяется синтетически моющее средство МС-11 . Для достижения требуемой частоты поверхности концентрация раствора должна быть 20-30 г/л , температура раствора 80-100 С , а время очистки 2 минуты .
Электродная проволока выбирается в зависимости от требуемой твердости наплавленного слоя (твердость поверхности шлицев 50 HRC) , поэтому выбираемая проволока Нл-65Г по ГОСТ 10543-63. Она имеет твердость при наплавке в жидкости 36-52 HRC.
Для достижения наибольшей производительности и наивысшей стабильности процесса , наплавка производится проволокой диаметром 1,6-2,5 мм . Принимаем 2мм.
Толщина слоя , подлежащего наплавке , определяется величиной износа, так же учитывается припуск на механическую обработку наплавленного слоя. Т.о. толщина слоя принимается 0,5 мм.
Скорость подачи электродной проволоки для получения оптимальной величины сварочного тока и необходимого количества расплавляемого электродного металла скорость подачи равна 0,017 м/с .
Скорость наплавки для наилучшего формирования и необходимой толщины наплавляемого слоя равна 1,6 м/ч.
Положение электрода относительно детали определяется следующим параметрами : вылетом электрода ,углом подхода электрода к детали , углом наклона электрода к детали , углом подхода электрода к детали , частотой амплитудой вибрации.
Вылет электродной проволоки должен быть 8-12 мм , для предотвращения приваривания проволоки к мундштуку при малом вылете и плохой направляемости проволоки относительно детали при большем вылете.
Угол подхода электрода к детали , для наилучшего формирования наплавляемого слоя и его качества , этот угол должен быть примерно перпендикулярен касательной плоскости к наплавляемой поверхности .
Угол наклона электрода детали , для улучшения сцепления с основным металлом и валиком между собой оптимальная величина этого угла 70-80 С
Амплитуда вибрации электрода . При малой амплитуде повышается шероховатость и образуются наплывы , при увеличении амплитуды повышается интенсивность плавления и разбрызгивания электродной проволоки . Оптимальная амплитуда колебаний проволоки 1,8-2,0 мм .
Величина сварочного тока 10-0-110 а , т.к. напряжение сварки 18-19 В и скорость подачи 0,017 м/с
Частота колебаний проволоки влияет на величину холостого тока . Наименьшая величина холостого хода получается при частоте колебаний 50-100 Гц.
Расход охлаждающей жидкости влияет на величину деформации детали, на скорость охлаждения металла , на степень защиты металла от окисления и азотирования и на устойчивость процесса наплавки . Оптимальный расход составляет 0,7-0,2 л/мин . В качестве охлаждающей жидкости используется 4%-ый водный раствор кальцинированной соды .Жидкость подается на расстоянии 15 мм от места наплавки .
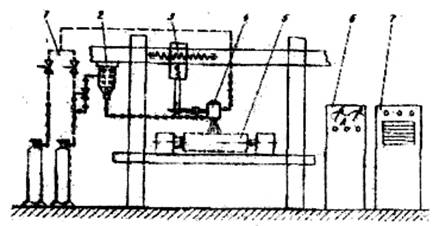
Источник тока . Для получения наилучшего результата вибродуговой наплавки используется источник тока обратной полярности постоянного тока, три съемных выпрямителя соединены последовательно .
Головка для вибродуговой наплавки должна обеспечить постоянство скорости подачи проволоки , стабильность процесса вибрации , сохранение постоянства настройки . Наплавка производится головкой с механической вибрацией ГМВК-1 .
Похожие работы
... Наплавочные операции. Наплавка производится для все 3 дефектов. Наплавочная операция.1- наплавка коренной шейки. Станок IK62, наплавочная головка ОКС-65-69 в среде СО2 Содержание операции. Деталь—коленчатый вал Автомобиля ГАЗ-53А Материал—Чугун ВЧ 40-0 Твердость-- НВ241…285 Масса—до 15 кг, 1. Установить деталь 2. Наплавить поверхность 1 ( Д1 ) Ш 85,61 → Ш 87,61 (при L=42) Наплавить ...
... . Важным элементом решения проблемы управления техническим состоянием автомобилей и другого специализированного оборудования является совершенствование технологических процессов и организации производства ТО и ремонта автомобилей и оборудования, включающее рационализацию структуры инженерно-технической службы, методов принятия инженерных решений, технологических приемов, оборудования постов и ...
... шарниров и подшипников ведущего вала главной передачи оказывает балансировка карданного вала. Поэтому, в целях сохранения заводской балансировки карданной передачи, после разборки собирать ее необходимо по установленным стрелкам. 3. Ремонт системы 3.1 Неисправности и способы устранения Причина неисправности Метод устранения Ослабление затяжки крепления заднего карданного вала к ...


... вентиляції і пиловловлення, засоби механізації переміщення плазмотрона і деталі. 3. Технологічначастина 3.1 Проектування технологічного процесу відновлення Використовуємо операції, пов'язані тільки з відновленням кулачків, тобто часткове відновлення кулачків розподільного валу ЗІЛ-130. 3.2 Розробка маршрутної технології 1.Очисна. 2.Контрольно-дефекточна. 3.Термічна. 4.Абразивно ...
0 комментариев