Проектирование организации монтажного процесса и выбор метода монтажа
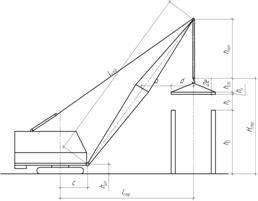
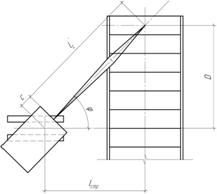
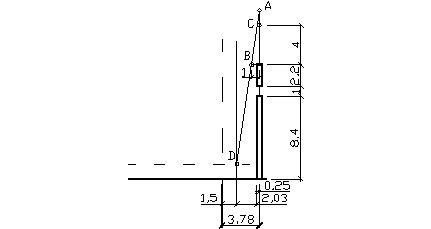
Определение технологических параметров монтажа конструкций и подбор монтажных кранов
Составление производственной калькуляции трудовых затрат
Определение технико-экономических показателей и выбор варианта механизации монтажных работ САМОХОДНЫЙ СТРЕЛОВОЙ ГУСЕНИЧНЫЙ КРАН СКГ-40А
ВЫБОР ТРАНСПОРТНЫХ СРЕДСТВ И РАСЧЕТ КОЛИЧЕСТВА ТРАНСПОРТА
Навигация
Составление производственной калькуляции трудовых затрат
Монтаж одноэтажного промышленного здания
30998
знаков
11
таблиц
12
изображений
6 составление производственной калькуляции трудовых затрат
Трудоемкость процесса: ![]() ; машиноемкость процесса
; машиноемкость процесса  ; заработная плата за процесс
; заработная плата за процесс ![]() , где Vi – объем работ по каждому процессу; Hвр – норма времени монтажников; H’вр – норма времени машиниста; tсм – продолжительность смены; P – расценка за единицу выполненной работы.
, где Vi – объем работ по каждому процессу; Hвр – норма времени монтажников; H’вр – норма времени машиниста; tсм – продолжительность смены; P – расценка за единицу выполненной работы.
Таблица 6.1 – Калькуляция затрат труда, времени работы кранов, заработной платы монтажников.
| Обоснование по ЕНиР | Наименование работ | Единица измерения | Объем работ | На единицу измерения | На весь объем | ||||
| норма времени, чел.-час. | норма времени, маш.-час. | расценка, руб.-коп. | трудоемкость, чел.-см. | машиноемкость, маш.-см. | зар.плата, руб.-коп. | ||||
| 4-1-4 | Установка колонн массой до 10 т, шт | шт | 52 | 5,7 | 0,57 | 4,86 | 37,05 | 3,705 | 252,72 |
| 4-1-4 | Установка колонн массой до 15 т, шт | шт | 84 | 7 | 0,7 | 5,98 | 73,5 | 7,35 | 502,32 |
| 4-1-6 | Укладка подкрановых балок массой до 11 т, шт | шт | 144 | 7,5 | 1,5 | 7,2 | 135 | 27 | 1037 |
| 4-1-6 | Укладка подстропильных ферм пролетом 12 м, шт | шт | 72 | 5 | 1 | 5,16 | 45 | 9 | 371,52 |
| 4-1-6 | Укладка стропильных ферм пролетом 24 м, шт | шт | 156 | 9,5 | 1,9 | 9,8 | 185,25 | 37,05 | 1528,8 |
| 4-1-7 | Укладка плит покрытия площадью 18 м3, шт | шт | 1152 | 1,2 | 0,3 | 1,17 | 172,8 | 43,25 | 1344,38 |
| 4-1-25 | Заделка стыков колонн, шт | стык | 136 | 0,81 | - | 0,603 | 13,77 | - | 82,008 |
| 22-1-2 | Электросварка стыков подкрановых балок на 1 стык, м | 10 м | 33,12 | 6,5 | - | 5,92 | 26,91 | - | 196,07 |
| 4-1-25 | Заделка стыков подкрановых балок на 1 узел, шт | узел | 144 | 0,97 | - | 0,723 | 17,46 | - | 104,11 |
| 22-1-2 | Электросварка стыков колонн с фермами (Ншва=6-8 мм), м | 10 м | 46,8 | 14 | - | 12,74 | 81,9 | - | 596,23 |
| 22-1-2 | Электросварка стыков плит покрытия, м | 10 м | 59,9 | 6,4 | - | 5,06 | 47,92 | - | 303,09 |
| 4-1-26 | Заливка швов плит покрытия, м3/м | 100 м | 102,24 | 6,4 | - | 4,77 | 81,792 | - | 487,68 |
| ИТОГО | 928,88 | 127,305 | 6882,425 | ||||||
Похожие работы
... 0,5х0,6м, высота подкрановой балки1м, высота стропильной балки1,64 м, плиты покрытия1,5х6м, стеновые панели6х1,8;6х1,2м. Обоснование метода монтажа и определение размеров монтажных захваток. Конструкции одноэтажного промышленного здания монтируются стреловыми кранами на гусеничном или пневмо ходу При строительстве обычно применяют смешанный метод монтажа Первым комплектом ...
... для определения основных параметров монтажного крана Таким образом, необходимо подобрать наиболее эффективный комплект монтажных кранов для монтажа сборных железобетонных конструкций одноэтажного промышленного здания. – Учитывая то, что каркас здания состоит из крупных элементов, которые за исключением сборных плит, располагаемых перед монтажом на довольно значительном расстоянии друг от ...
... грузоподъемности и вылета крюка крана. В качестве монтажных механизмов используются стреловые самоходные краны, специально оборудованные самоходные краны. Применение башенных кранов на монтаже одноэтажных промышленных зданий зачастую нерентабельно - велики затраты труда и средств на устройство подкрановых путей. Наиболее сложным вопросом в организации работ по монтажу стен промышленных зданий ...
... 3 Общая трудоемкость чел./дн. 1126,99 4 Общая машиноемкость маш./см. 178,94 5 Выработка м3/(чел./дн) 1,62 6 Заработная плата 1 рабочего руб. /(чел./дн) 6,24 10. Монтаж конструкций одноэтажных промышленных зданий Общие сведения. Номенклатура типовых железобетонных конструкций позволяет возводить одноэтажные промышленные здания, состоящие из одного или нескольких пролетов, ...
0 комментариев