Навигация
Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
ИРКУТСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
наименование кафедры
Допускаю к защите………..…
Руководитель__Губанов______
..________________________
И. О. Фамилия……..………
______________________________________________________________
наименование темы
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к курсовому проекту по дисциплине
______________________________________________
___________________________ ПЗ
обозначение документа
Выполнил студент группы _______ ________ ______________________
…………………………………………………..шифр подпись ….. И. О. Фамилия
Нормоконтролёр ____________ _______________________
подпись … И. О. Фамилия
Курсовой проект защищён с оценкой________________________________
Иркутск 2007 г.
СОДЕРЖАНИЕ
| ВВЕДЕНИЕ | |
| 1 Расчёт объёма и геометрических размеров заторного аппарата | |
| 2 Расчёт площади поверхности теплопередачи | |
| 3 Определение расхода пара | |
| 4 Расчёт мощности электродвигателя мешалки | |
| ЗАКЛЮЧЕНИЕ | |
| ПИСОК ЛИТЕРАТУРЫ |
ВВЕДЕНИЕ
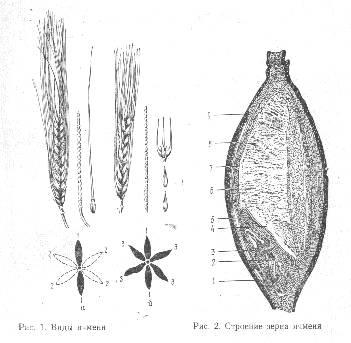
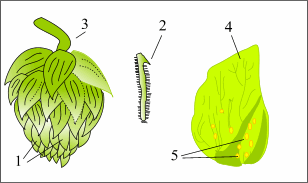
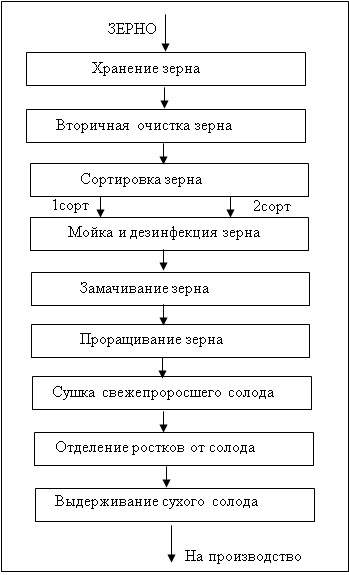
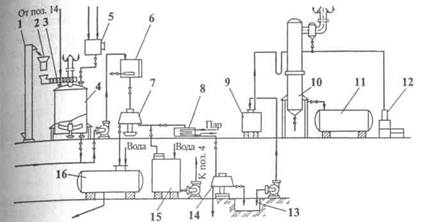
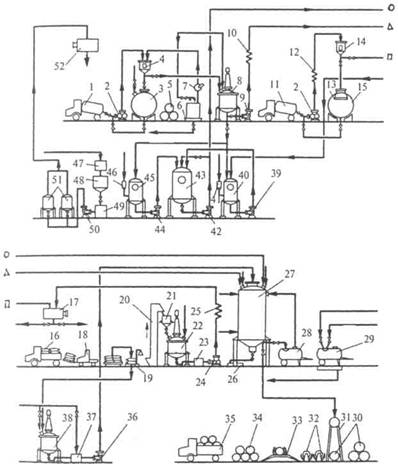
Технологический процесс производства пива состоит из следующих основных операций: приёма, хранения, очистки и дробления солода, приготовления пивного сусла, получения чистой культуры дрожжей, сбраживания пивного сусла, осветления и розлива пива в бутылки, бочки, автотермоцистерны. В свою очередь, получение пивного сусла состоит из процессов приготовления затора, кипячения сусла и хмеля, осветления и охлаждения сусла.
Приготовление затора является неотъемлемым и очень важным технологическим процессом. Процесс приготовления затора называют затиранием. При затирании происходят ферментативные и физико-химические процессы, от которых зависит качество сусла и пива. Поэтому важно правильно и разумно проводить процесс затирания, так как от этого зависит конечный выход продукта, экономика и конкурентоспособность предприятия в целом.
Для смешивания дроблёного солода и несоложёных материалов с водой, нагревания, кипячения и осахаривания заторной массы служат заторные аппараты [1]. Изготовляют заторные аппараты следующих типоразмеров: ВКЗ-1, ВКЗ-1,5, ВКЗ-3, ВКЗ-5 соответственно на 1000, 1500, 3000 и 5000 кг зернопродуктов.
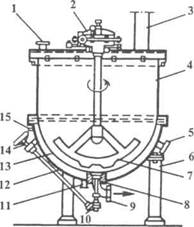
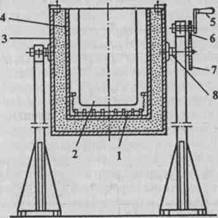
Заторный аппарат типа ВКЗ [2] представляет собой стальной цилиндрический резервуар с двойным сферическим днищем и сферической крышкой. Пространство между днищами является паровой рубашкой, в которую поступает греющий пар. Рубашка имеет соответствующие фланцы и устройства для подвода пара, отвода воздуха и конденсата. В нижней части днища аппарата находится разгрузочное устройство для спуска части затора (густой фазы) на отварку или выпуска всего затора при передаче его в фильтрационный аппарат. Над сферическим днищем внутри аппарата имеется мешалка с нижним приводом для размешивания заторной массы. Внутри аппарата расположена стяжная труба для отбора жидкой фазы затора. На крышке аппарата смонтирован предзаторник, предназначенный для смачивания сухих дроблёных зерноприпасов при их подаче в аппарат, также там расположен раздвижной люк для обслуживания котла при промывке и наблюдения за технологическим процессом, происходящим в нём. Аппарат имеет по окружности опорное кольцо из углового железа, к которому приварены башмаки для установки его на площадке. Дроблёный солод поступает в предзаторник, где смачивается тёплой водой из смесителя, затем в виде кашицы смывается в аппарат. После отварок заторная масса нагнетается насосом обратно в аппарат для кипячения, а оттуда подаётся в фильтрационный аппарат.
В данной работе мы произведём расчёт геометрических размеров и поверхности теплообмена заторного аппарата в соответствии с исходными данными, так как эти параметры являются важнейшими для правильного проведения технологического процесса. Также мы вычислим расход пара, необходимого для нагревания затора, и мощность электродвигателя мешалки. Все вычисления будут произведены в расчёте на то, что готовится пиво «Жигулёвское».
1 Расчёт объёма и геометрических размеров заторного аппарата
Объём заторного аппарата V (м3) определяем, исходя из его необходимой производительности по формуле:
![]() , (1.1)
, (1.1)
где G – необходимая производительность заторного аппарата, кг/ч;
τц – продолжительность полного рабочего цикла аппарата, ч, τц = 4 ч;
ρ – плотность заторной массы, кг/ м3;
ξ – коэффициент заполнения заторного аппарата, ξ = 0,9.
Объём заторного аппарата можно также определить по количеству затираемого солода, принимая, что на 1000 кг сухого солода требуется 5…7 м3 полного объёма современного заторного аппарата. Примем, что на 1000 кг одновременно перерабатываемого сырья требуется 6 м3 полного объёма аппарата, тогда в соответствии с заданным Gсол = 4000 кг потребуется:
![]() м3.(1.2)
м3.(1.2)
Выражая из формулы (1.1) необходимую производительность заторного аппарата получим:
![]() . (1.3)
. (1.3)
Учитывая, что плотность заторной массы ρ = 1081 кг/м3 [1]:
![]() кг/ч. 1
кг/ч. 1
Диаметр корпуса заторного аппарата равен:
![]() м. (1.4)
м. (1.4)
Высота выпуклой части наружной поверхности днища:
![]() м. (1.5)
м. (1.5)
Радиус кривизны в вершине днища Rдн = D = 3,47 м.
Объём днища заторного аппарата:
![]() , (1.6)
, (1.6)
![]() м3. 1
м3. 1
Объём цилиндрической части заторного аппарата:
![]() м3. (1.7)
м3. (1.7)
Высота цилиндрической обечайки:
![]() м. (1.8)
м. (1.8)
Сопоставим полученную высоту с конструктивным требованием:
![]() м,
1
м,
1
Нц незначительно отличается от H’ц , значит расчёт можно считать достоверным.
Площадь поверхности жидкости в аппарате вычисляется по формуле:
![]() м2. (1.9)
м2. (1.9)
Площадь сечения вытяжной трубы равна:
![]() м2. (1.10)
м2. (1.10)
Диаметр вытяжной трубы:
 м. (1.11)
м. (1.11)
Коэффициент формы днища заторного аппарата:
![]() ,
(1.12)
,
(1.12)
где d0 – диаметр отверстия для спуска затора. Примем d0 = 0,2 м [1], тогда
![]() м. 1
м. 1
Находим толщину стенки днища по формуле:
![]() , (1.15)
, (1.15)
где Р – наружное избыточное давление, МПа;
[σ] – допускаемое напряжение при сжатии, МПа;
φ – коэффициент прочности сварного шва, φ=1;
С – прибавка к расчётной толщине, С = 0,002 м.
Обычно оптимальными для заторных аппаратов являются рабочее давление Р = 0,245 МПа и допускаемое напряжение при сжатии для стенки, изготовленной из стали 3 [σ] = 10 МПа, тогда:
![]() м. 1
м. 1
Проверяем условие справедливого расчёта толщины стенки днища:
![]() ; 1
; 1
![]() ; 1
; 1
![]() , 1
, 1
значит условие выполняется и расчёт можно считать достоверным.
По рассчитанным размерам для массы перерабатываемого солода Gсол = 4000 кг выбираем стандартный заторный аппарат типа ВКЗ-5, техническая характеристика которого представлена в таблице 1 [1].
Таблица 1 – Техническая характеристика заторного аппарата ВКЗ-5
| Показатель | Значение |
| Количество одновременно затираемого сухого солода, кг | 4000 |
| Полная вместимость, м3 | 33 |
| Поверхность нагрева сферического днища, м2 | 20,8 |
| Рабочее давление пара, Мпа | 0,245 |
| Диаметр, мм | |
| котла: | |
| внутренний | 4800 |
| с теплоизоляцией | 5020 |
| паропровода | 80 |
| водопровода | 100 |
| Расход: | |
| воды, м3/ч | 22 |
| Частота вращения мешалки, с-1 | 0,52 |
| Редуктор червячный: | |
| тип | М7-ВКС-3.06.030 |
| передаточное отношение | 48 |
| Электродвигатель: | |
| тип | 4А132SУ3 |
| частота вращения, с-1 | 25 |
| Габаритные размеры, мм: | |
| длина | 5300 |
| ширина | 5300 |
| высота (без установки привода) | 4890 |
| Масса, кг: | |
| без продукта | 19500 |
| с продуктом | 42000 |
Похожие работы
... со 100 до 138°С остается неизменным. При дальнейшем повышении температуры (до 143°С) уровень аминокислот падает, что связано с усилением реакции меланоидинообразования. 2. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 2.1 Описание технологии производства пива «Рецептура №1», «Рецептура №2» и «Рецептура №3» В технологической схеме производства пива можно выделить несколько этапов (приложение 1): подготовка воды ...

... повышенной температуре, несвоевременное шпунтование танков при дображивании, приготовление заторов из сильно растворенных солодов, отрицательно влияют на пенообразование. Раздел 3.Технологический расчет сырья для производства пива Наименование Условное обозначение Количество на 100 кг зернового сырья Объем сусла Vc 54,51583365 Горячее сусло Vгс 56,696467 Холодное сусло Vхс 53, ...
... этих препаратов превосходит активность ферментов солода по осахаривающей способности в 3-4 раза, по разжижающей - в 8-10 раз, по декстринирующей - в 10-20, по протеолитической - в 15-20 раз. Опыт использования в пивоваренной промышленности МЭК свидетельствует о том, что создание широкого набора эффективных мультиэнзимных композиций способствует успешной переработке повышенных количеств ...
... для окрошки 0,4 5,8 3,2 0,5 5,6 3,0 0,6 5,4 - Таблица 33 Содержание спирта, % масс. Содержание сухих веществ в квасе, % масс. хлебном для окрошки 0,4 5,8 3,2 0,5 5,6 3,0 0,6 5,4 2,8 0,7 5,2 2,6 0,8 5,0 2,4 0,9 4,8 2,2 1,0 4,6 2,0 1,1 4,4 1,8 1,2 4,2 1,6 Производство кваса бутылочного розлива и напитков из хлебного сырья В бутылки разливают как ...
0 комментариев