Навигация
Дослідження термопружної міцності твердосплавних різців при їх нестаціонарному тепловому та силовому навантаженні
17326
знаков
0
таблиц
1
изображение
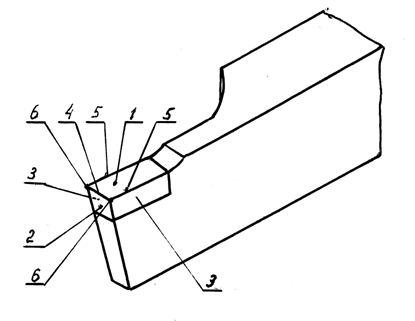
2. Дослідження термопружної міцності твердосплавних різців при їх нестаціонарному тепловому та силовому навантаженні
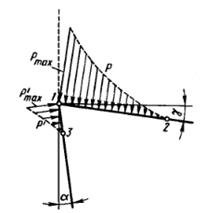
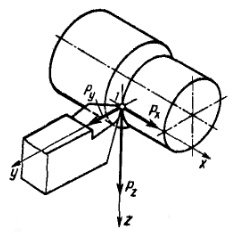
Силові навантаження визначались об’ємними контактними навантаженнями діючих на передній та задній гранях згідно з розробленим енергетичним методом. Теплові навантаження визначаються розподілом температури в ріжучій частині інструменту. Об’ємні розподіли температури визначались за допомогою раніше описаних методик на основі МСЕ, як при стаціонарному точінні так і при його врізанні та охолодженні.
Аналіз параметрів процесу різання показав, що як характер їх взаємодії так і їх величини залежать від виду оброблюваного матеріалу, режимів різання, геометрії ріжучого інструменту, виду покриття та цілого ряду інших умов точіння. Тому необхідно розраховувати для кожного конкретного випадку обробки та при кожній зміні хоча б одного з параметрів процесу різання.
В першу чергу була оцінена роль силового та теплового напруження ріжучого інструменту, а також їх сумарної взаємодії.
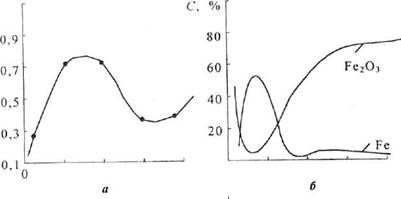
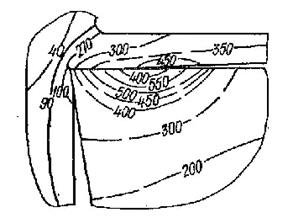
Під дією лише контактних навантажень максимальна величина ση знаходиться на задній грані трохи нижче кромки і досягає величини 1140МПа, зменшивши свою величину майже в 2 рази на ріжучій кромці. Термонапруження, що визначаються лише температурним полем, мають дві зони своїх максимальних значень. Перша зона створює максимальні термонапруження на ріжучій кромці ση= 660МПа, а друга зона знаходиться під передньою гранню в зоні контакту взаємодії стружки з різцем. Величина ση в цій зоні в двоє менша ніж на ріжучій кромці ση =320МПа. Як бачимо окремий розгляд теплових і силових навантажень не дають правильної картини розподілу ση, що не відповідає експериментам і практиці руйнування ріжучої частини інструменту. В цьому випадку зона максимальних критеріальних напружень ση починається на ріжучій кромці та розповсюджується вздовж задньої грані, досягаючи величини ση=1320МПа. Точіння титанового сплаву ВТ1-0 твердосплавним різцем ВК8 (V=2.1м/с, S=0.15мм/с, t=0.5мм) дає іншу картину розподілу критеріальних напруг визначаючи, що їх гранична величина виникає не лише на задній грані, але й на передній в зоні контакту зі стружкою утворюючи лунку. Характер розміщення ση при комбінованій дії силових та теплових навантажень повністю відповідає характеру руйнування ріжучої кромки. В даному випадку зона, де запас міцності менший одиниці, розповсюджується безпосередньо від ріжучої кромки вздовж задньої грані, та довжина її досягає 0.17 мм. Вимір довжини фаски зносу, утвореної на задній грані був 0.16 мм, що практично співпадає з розмірами зони, де критеріальні напруження, перевищують кордон міцності твердого сплаву ВК8. При охолодженні ріжучого інструменту максимальна величина критеріальних напруг утворюється під передньою гранню різця, що призводить до появи тріщин на ній.
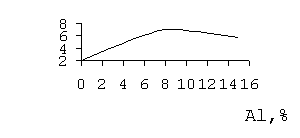
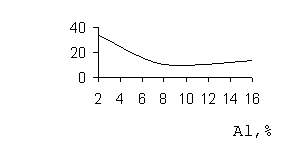
Зміна параметрів процесу різання при точінні сплаву 30ХГСА твердосплавним різцем Т5К10. (Рz,Рy,Рx- сили різання, ln- довжина контакту стружки, h3- знос різца, qf- середні контактні навантаження тертя, σ - крітеріальні навантаження ріжучої кромки, Тocmax, Тkpmax- максимальні температури різання і ріжучої кромки. V=1,2 м/с, S=0,1 мм/об, t=0,5мм.)
3. Аналіз отриманих результатів
Одним із головних показників ефективності роботи ріжучого інструменту являється стійкість. Найбільша температура і контактні навантаження в різці виникають на передній грані, із-за цього з точки зору теорії тертя передня грань повинна зношуватись набагато інтенсивніше ніж задня. Практика показала, що зношування ріжучого інструменту виникає в основному по задній грані. Очевидно, що одну із вирішальних ролей в інтенсифікації зношення визначають термопружні навантаження, які саме на задній грані досягають своєї максимальної величини і сприяють руйнуванню її поверхні. Так при точінні сталі 30ХГСА твердосплавним різцем Т5К10 зона розподілення критеріальних навантажень перевищує межу міцності через 18с досягаючи величини 0.13мм, а зношення 0.12мм.
При точінні титанового сплаву ВТ1-0 та сталі 20Х різцем ВК-8 зона небезпечних критеріальних навантажень досягає величини 0.21 мм, та відповідно знос дорівнює 0.20. Таким чином чітко спостерігається ріст зношення з ростом критеріальних навантажень, а величина і форма зношення відповідають розподілу критичних критеріальних навантажень.
Така взаємодія зношення та міцності різця дозволяє визначити найбільш ефективні його покриття для заданих умов обробки.
Так при точінні твердосплавним різцем ВК-8 сталі 20Х, найбільшу міцність різцю як і стійкість забезпечує азотування, при точінні титанового сплаву ВК1-0-молібденове покриття.
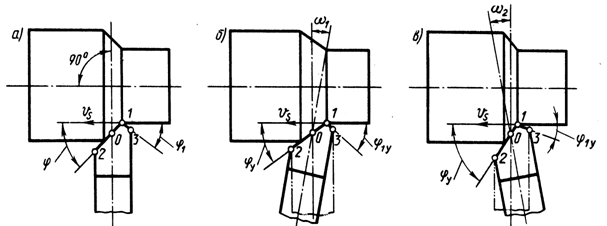
Аналогічні результати були отримані і при застосуванні покриттів для твердосплавних різців Т5К10 та Т15К6 при точінні сталі 30ХГС. В якості оцінки напруженого стану ріжучої частини приймається критеріальне напруження ση, яке комплексно включає величини і інтенсивності головних напруг. Аналізуючи динаміку зміни термонапруг в ріжучому інструменті було виявлено, що їх найбільш небезпечні величини виникають при врізанні різців. Тому щоб зменшити їх вплив на руйнування інструменту було запропоновано поступове збільшення швидкості різання при врізанні різців. Застосування цього методу була приведена при точінні сталі 20Х твердосплавним ріжучим інструментом ВК ХОМ (γ=0, α=8˚, φ=φ1=45˚). Врізання інструменту проводиться з S=0.15мм/с, t=0.5мм з початковою швидкістю різання 1.5 м/с з наступним її збільшенням на протязі 15с до 2.5 м/с.
Порівняння зношення різця після 180 с при цьому методі врізання та при звичайному врізанні одразу з заданою швидкістю показує, що запропонований метод врізання з наступним збільшенням швидкості різання (за 10-15 с) практично не відображається на виробництві процесу точіння, але зменшує зношення інструменту в 5-6 разів.
Таким чином, визначення термопружних напружень може не лише прогнозувати найбільш оптимальні геометричні параметри та види покриття ріжучого інструменту, а й значно зменшити його зношення нарощуванням швидкості різання при врізанні.
Висновки
1. В роботі на основі об’ємного моделювання термоміцності твердосплавних різців вирішена проблема підвищення ефективності цього виду інструменту.
2. Вперше створена динамічна 3-х мірна модель для визначення термопружних напруг, які виникають в ріжучій частині інструмента при спільній дії на неї теплових та силових навантажень. Модель основана на МСЕ, що дозволяє вести розрахунки для будь-яких геометричних параметрів ріжучої частини інструмента в широкому діапазоні зміни умов його застосування від врізання до охолодження.
3. Вперше розроблена об’ємна модель розрахунку нестаціонарних температурних полів, які виникають як при стаціонарному, так і при перервному різанні. Створена на базі МСЕ модель, враховує нелінійність теплофізичних параметрів як при нагріванні інструмента в процесі різання, так і при охолодженні після закінчення процесу різання. Модель враховує нерівномірність розподілу теплових джерел на передній та задній гранях інструмента, а також різноманітну тепловіддачу в навколишнє середовище в залежності від виду охолодження в кожній частині ріжучої пластини. Експериментальні данні підтвердили високу достовірність розрахункових даних, які враховують майже всі основні параметри процесу різання.
4. Розроблена об’ємна модель для розрахунку контактних навантажень діючих на передній та задній гранях ріжучої частини інструменту.
5. Розрахунки, які враховують лише силові навантаження, призводять до зони максимальних напружень на задній грані, але нижче ріжучої кромки. В той час як врахування лише теплових навантажень призводить до появи зони максимальних напружень на ріжучій кромці з однаковим поширенням на передній та задній гранях. Лише спільне врахування теплових та силових навантажень на ріжучу частину інструменту дає справжню картину термопружного стану ріжучої частини інструменту підтверджену експериментально.
6. Дослідження різних видів покриттів ріжучої частини інструменту показали, що їх ефективність в більшості випадків визначається міцністю інструменту. Показано, що види покриттів з понижуючими термопружними напругами збільшують стійкість інструменту.
7. Отриманий на основі моделювання зв’язок термопружного стану ріжучої частини інструменту та його зношення в процесі різання значно інтенсифікує виникнення тріщин на задній грані, і лунки на передній грані.
8. Рекомендовано виконувати врізання ріжучого інструменту з поступовим нарощенням швидкості до її заданої величини, що призводить до зменшення термопружних напруг на 20-30% та скороченню зношення інструменту до 6 разів.
9. Розроблена модель дозволяє віртуальну реалізацію процесу точіння твердосплавним інструментом, що дає можливість визначати як режими різання, так і інші параметри процесу та інструменту, які дають його максимальну ефективність. Використання методів розрахунку термоміцності різців у виробничому процесі на Державному підприємстві завод “Арсенал” і ДАХК “Київський радіозавод” дозволили значно підвищити надійність і стійкість твердосплавних різців. Впровадження цієї технології дозволяє зменшити кількість зупинок та переналадок верстатів-автоматів, пов`язаних з поломками твердосплавних різців та продовжити їх термін роботи у 5 разів, а також збільшити кількість оброблених виробів.
Література
1. Нощенко А.Н. Численный анализ трехмерных нестационарных нелинейных температурных полей в зоне резания. “Физика и химия обработки материалов” №1.1986. с.44-47.
2. Нощенко А. Н., Усачев П.А. Расчет температурных полей зоны резания. “Станки и инструмент” №2. 1986. с. 23-24.
3. Ostafiev V.A., Noshchenko A.N. Thermostrength of Carbide Tools. Annals of the CIRP. Vol.38/1. 1989. p.65-68/
4. Нощенко О.М., Остаф’єв В.А. Термопружні напруження при приревчастій роботі твердосплавного різального інструмента. Вісник Технологічного Університету Поділля №4. 2002/4 1. с. 188-192.
5. Нощенко М.О., Остаф’єв В.А. Вплив термопружних напружень на знос різального інструменту. Вісник Технологічного Університету Поділля №5. 2002/4 1. с. 138-143.
6. Остафьев В.А., Нощенко М.О. Об’ємне моделювання термопружної міцності твердосплавного ріжучого інструмента при обробці деталей приладів. Наукові вісті НТ УУ “КПІ”. 2002. №4. с.7-14.
7. Остафьев В.А., Нощенко Н.А. Термопрочность режущего инструмента “Вестник машиностроения” № 10, 1990, с. 61-64.
Похожие работы


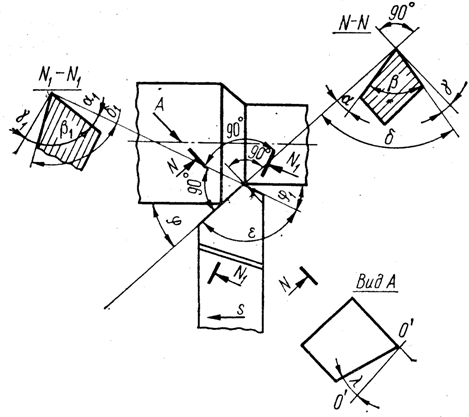
... різця по відношенню до заготовки. 3 Залежність кутових параметрів процесу різання від умов Всі розміри кутових параметрів різця будуть зберігатись в процесі різання лише в тому випадку, коли вершина різця встановлена на висоті обертання заготовки, геометрична вісь різця строго перпендикулярна до вісі обертання заготовки і вектор швидкості подачі направлений вздовж вісі обертання заготовки ( ...

... ів на установці ЭМР-100 у режимі дифракції на відображення з поверхні тертя при напрузі, яка з ковзає , 100 кв. 2.3 Математична модель процесів тертя й зношування покрити по пружно - пластичній основі На підставі [12-21] простір існування властивостей детонаційно-газових покриттів можна описати, як: Ω (Rфм Rмф Rфт Rі) З обліком першого обмеження: Ω Ψ де Ψ - простір ...
... різця й шорсткості обробленої поверхні; - розробити методику оцінки й визначити ймовірність руйнування різців, які оснащені круглими алмазно-твердосплавними пластинами. Об'єкт досліджень – процес чистового та напівчистового точіння силумінів різцями, які оснащені АТП. Предмет досліджень – надійність інструментів з алмазних композиційних НТМ на прикладі АТП, реєстрація та аналіз сигналів АЕ. ...
75388
8
25
... – 3,5 рази, при чому для раціональності застосування даної технологої зміцнення необхідно, щоб стійкість була підвищена мінімум в 1,4 раза [5]. Тобто застосування методу іонно-плазмового напилення (КІБ) для зміцнення різця відрізного в технології його виробництва дозволить отримати значний економічний ефект. Таблиця 1.2 – Техніко-економічні показники методів зміцнення різальних інструментів ...
0 комментариев