Навигация
Назначение комплекса контролируемых параметров зубчатого колеса и выбор средств контроля
27831
знак
9
таблиц
8
изображений
4. Назначение комплекса контролируемых параметров зубчатого колеса и выбор средств контроля
Исходные данные
m=3,0; z=40; x=0
Определим диаметр делительной окружности:
D= m·z = =3,0 ·40=120 (мм)
Диаметр окружности вершин
da=D+2m=120+2·3=126 (мм)
Выбор тех или иных контролируемых параметров зубчатых колес зависит от их требуемой точности, размера, особенностей производства и других факторов. Численные значения контролируемых параметров выбираем по СТ СЭВ 641-77.
Данное зубчатое колесо является фрагментом коробки подач работающей при высоких нагрузках, следовательно, можно применять зубчатое колесо средней степени точности. Принимаем 7-8-7D степень точности по трем нормам, вид допуска на боковой d и вид сопряжения D.
Таким образом, имеем зубчатое колесо 7-8-7D ГОСТ1643-81, исходя из этого, назначаем комплекс контролируемых параметров
Показатели кинематической точности
Fr= 0,080 - допуск на радиальное биение зубчатого венца
Fvw= 0,070 - допуск на колебание длины общей нормали;
F’’i= 0,090 - допуск на колебание измерительного межосевого расстояния за один оборот зубчатого колеса;
Fp = 0,080 - допуск на накопленную погрешность шага по зубчатому колесу.
Показатели плавности работы
f’’i= 0,034 - допуск на колебание измерительного межосевого расстояния на одном зубе;
ff-= 0,019 - допуск на погрешность профиля зуб;
fpb= ±0,024 -допуск на отклонение шага зацепления;
fpt= ±0,024 -допуск на отклонение шага.
Показатели контакта зубьев:
Для данной степени точности контролируется суммарное пятно контакта (по высоте- не менее 30%, по длине- не менее 40%)
Назначение средств контроля для выбранных параметров зубчатых колес.
Таблица 1. Средства контроля
| Измеряемый элемент | Средства измерения | |
| Специальные | Универсальные | |
| Радиальное биение зубчатого колеса | Биенеметры | Плиты с центрами, ролики и рычажно-чувствительные приборы |
| Профиль зуба | Эвольвентометры | Проекторы, большой инструментальный микроскоп |
| Суммарное пятно контакта | Контрольно-обкатные станки | Контрольные приспособления в рабочем корпусе |
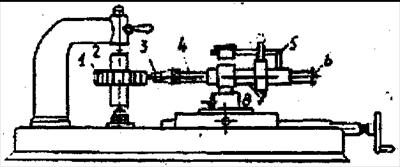
Рисунок. Биенеметр
Проверяемое зубчатое колесо1 насаживают на оправку 2. Наконечник 3 на измерительном стержне 4 перемещается под действием пружины в направляющей втулке 7 и прикрепленной к нему планкой 5 воздействует на наконечник индикатора 6. Измерения производят путем последовательного ввода наконечника АО все впадины колеса. Разность между наибольшим и наименьшими показаниями индикатора при поочередном перемещении наконечника во все впадины колеса определяет радиальное биение зубчатого венца.
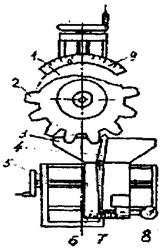
Рисунок. Эвольвентометр
Проверяемое зубчатое колесо 2 устанавливается на одной оси со сменным диском1, диаметр которого равен диаметру основой окружности колеса. Этот диск прижимается пружиной к доведенной обкатывающей линейке3, закрепленной на каретке 6 прибора. При перемещении каретки ходовым винтом5 движение (без скольжения) передается диску и вместе с ним проверяемому колесу. Над линейкой в одной вертикальной плоскости с ее рабочей поверхностью расположен измерительный наконечник рычага 4, другое плечо которого соприкасается с наконечником индикатора. По шкале 9 определяют угол развернутости проверяемого колеса, а по шкале 7 смещение каретки от исходного положения, при котором измерительный наконечник касается профиля зуба на радиус основной окружности колеса. Эвольвентометры снабжаются записывающими механизмами, регистрирующими результаты измерения в увеличенном масштабе.
Контроль пятна контакта
Качество контакта поверхности зубьев можно определить либо непосредственно в собранной передаче, либо на контрльно-обкатных станках или специальных стендах при зацеплении с измерительным колесом. Для контроля пятна контакта боковую поверхность меньшего или измерительного колеса покрывают слоем краски толщиной не более 4-6 мкм и производят обкатку колес при нормальном межосевом расстоянии. В качестве красителя применяют свинцовый сурик, берлинскую лазурь. Краску наносят на предварительно обезжиренную поверхность.
Похожие работы
... 320 мм ; Степень точности 6 Цена деления 0,001 мм; Допускаемая погрешность 0,0035 мм 1. Расчет режимов резания. Расчет режима резания при токарной обработке. Деталь - коническое зубчатое колесо . Материал сталь 45; s в = 61 кг-с/ мм 2 ; Режущий инструмент - токарный проходной резец из быстрорежущей стали Т5К10, правый, стойкость резца - 90 мин . Оборудование - токарно - винторезный станок 1М ...




... и организации процесса контроля. Статус контроля В данном курсовом проекте техническим заданием предусмотрена разработка этапов процесса приемочного контроля детали редуктора цилиндрического соосного двухступенчатого двухпоточного – зубчатое колесо и активный контроль на операции шлифование отверстия. Методы активного и приемочного контроля взаимно дополняют друг друга, сочетаются. Активный ...
... изгибу, изнашиванию и заеданию. Каждый из указанных критериев работоспособности зависит от воздействия на поверхностный слой зубьев комплекса технологических и металлургических факторов. В современном производстве зубчатых колес преимущественно применяется технологический процесс с цементацией рабочих поверхностей колес. В этом случае технологический процесс изготовления включает в себя ...

... поверхностях зуба, мкм; Rz80 – шероховатость на боковых поверхностях шпоночного паза в центральном отверстии, мкм; Rz40 – шероховатость на дне шпоночного паза, мкм. 2.4 Разработка технологического процесса изготовления конического зубчатого колеса 2.4.1 Выбор заготовки и способа ее получения Для изготовления данной детали используется сталь 18 ХГТ Характеристика стали 18ХГТ Марка ...
0 комментариев