Навигация
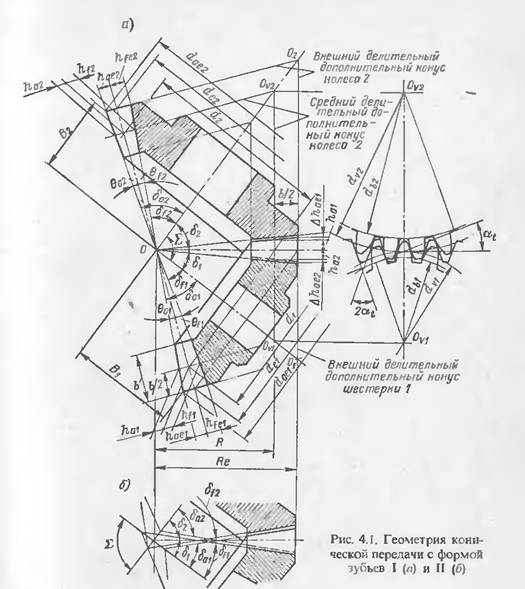
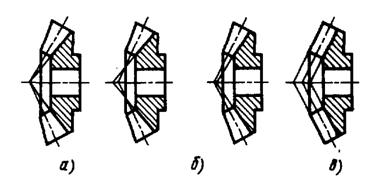
Коническое зубчатое колесо
25670
знаков
0
таблиц
4
изображения
Изготовление конического зубчатого колеса
Маршрут обработки конического зубчатого колеса прямозубого
Размеры, мм
| Операция | Содержание или наименование операции | Станок, оборудование | Оснастка |
| 005 | Отрезать заготовку | Абразивно-отрезной 8Б262 | Тиски |
| 010 | Кузнечная | ||
| 015 | Термическая обработка | ||
| 020 | Подрезать торцы Æ 60Æ 32Н7 и Æ 87.66/Æ 66 предварительно. Точить поверхность Æ 60 предварительно. Сверлить, зенкеровать, развернуть отверстие Æ 32Н7 предварительно. Расточить и точить фаски. | Токарный полуавтомат с ЧПУ КТ141 | Трех кулачковый патрон |
| 025 | Подрезать торец Æ 87,66/Æ 32Н7. Точить поверхность Æ 87,66 предварительно. | Токарный полуавтомат с ЧПУ КТ141 | Трех кулачковый патрон |
| 030 | Протянуть шпоночный паз В=10js9 окончательно. | Горизонтально-протяжной 7512 | Жесткая опора |
| 035 | Опилить заусенцы на шпоночном пазе | Вибробункер | |
| 040 | Подрезать торец Æ 60/Æ 32Н7 предварительно, торец Æ 87,66/Æ 60 и точить поверхность Æ 60, Æ 87,66 окончательно. | Токарный полуавтомат с ЧПУ КТ141 | Трёхкулачковый патрон |
| 045 | Подрезать торец Æ 87,66/Æ 32Н7 предварительно | Токарный с ПУ КТ141 | Трёхкулачковый патрон. |
| 050 | Контроль | ||
| 055 | Строгать 35 зубьев (m=2,5) под шлифование | Зубострогальный 5Т23В | Оправка |
| 060 | Зачистить заусеницы на зубьях | Вибробункер | |
| 065 | Шлифовать торец Æ 60/Æ 32Н7 окончательно и отверстие Æ 32Н7 окончательно | Внутришлифовальный | Трёхкулачковый патрон |
| 070 | Шлифовать торец Æ 87,66/Æ 32Н7 окончательно | Плоскошлифовальный 3Б740 | Магнитный стол |
| 075 | Шлифовать 35 зубьев (m=2,5) окончательно | Зубошлифовальный 58П70В | Оправка |
| 080 | Промыть деталь | Моечная машина | |
| 085 | Технический контроль | ||
| 090 | Нанесение антикоррозионного покрытия |
Содержание работы
Деталь : коническое зубчатое колесо
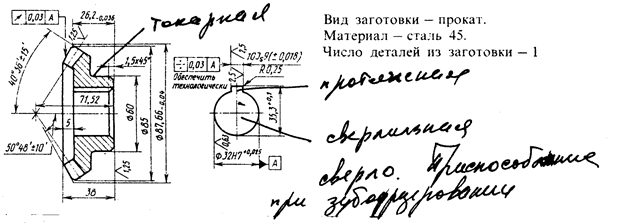
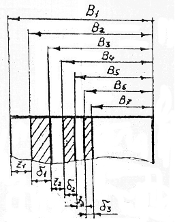
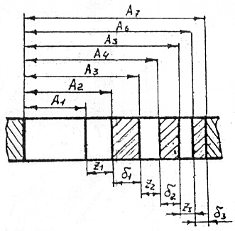
Обосновать и выбрать способ получения заготовки. Определить припуски и допуски на механическую обработку, выбрать чертеж заготовки с указанием размеров и предельных отклонений.
Определить последовательность и содержание технологических операции (составить план механической обработки с указанием эскизов установов, наименований операций и переходов)
Выбрать станки и станочные приспособления для всех операции.
Выбрать технологические базы и способы установки заготовки на станке.
Для трех операций выбрать режущий инструмент с маркой инструментального материала, геометрию параметров (угол заточки), привести расчёт режимов резания для трёх операций (токарная, сверильная , протягивание).
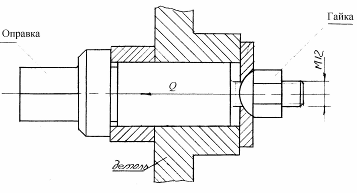
Спроектировать приспособление для металлорежущего станка и выполнить его чертёж.
оформить спроектированный технологический процесс в виде маршрутных карт и трех операционных карт для операций указанных в п. 5.
Составить пояснительную записку, отразив вопросы:
а). содержание задания;
б).выбор способа получения заготовки и определение её припусков и допусков;
в).расчёт режима резания согласно п. 5.
г).выбор режущего инструмента и проектирование одного из них;
д.).выбор приспособлений и проектирование одного из них;
е).список литературы .
Введение
Машиностроение, поставляющее новую технику отраслями народного хозяйства, определяет технический прогресс страны .Технологическая подготовка представляет собой часть производственного процесса. Её задачей является обеспечения технологичности конструкции изделия, разработке технологических процессов .
Разработка технологического процесса включает в себя: анализ исходных данных, выбор заготовки, выбор технических баз, составления маршрута обработки, разработку переходов, выбор оборудования и инструментов, определение режима резания и т.д.
Выбор наиболее эффективных методов и средств изготовления детали, цель разработки технологического процесса.
Деталь : Коническое зубчатое колесо
Изготовлено из стали Ст 45 (ГОСТ 1050-74)
s в 610 Мпа
200 НВ
Поскольку данное производство характеризуется малым объёмом выпуска одинаковых изделий, повторное изготовление которых не предусматривается, значит технологическое оборудование данного производства будет универсальным и на рабочем месте выполнятся будут разнообразные операции без их периодического повторения с использованием универсальной оснастки. Исходя из этого всего сказанного делается вывод о типе производства - единичное производство.
Похожие работы

... поверхностях зуба, мкм; Rz80 – шероховатость на боковых поверхностях шпоночного паза в центральном отверстии, мкм; Rz40 – шероховатость на дне шпоночного паза, мкм. 2.4 Разработка технологического процесса изготовления конического зубчатого колеса 2.4.1 Выбор заготовки и способа ее получения Для изготовления данной детали используется сталь 18 ХГТ Характеристика стали 18ХГТ Марка ...
... Цена деления 0,001 мм; Допускаемая погрешность 0,0035 мм 1. Расчет режимов резания. Расчет режима резания при токарной обработке. Деталь - коническое зубчатое колесо . Материал сталь 45; s в = 61 кг-с/ мм 2 ; Режущий инструмент - токарный проходной резец из быстрорежущей стали Т5К10, правый, стойкость резца - 90 мин . Оборудование ...

... , разработки переходов, выбор оборудования и инструментов, определение режима резания и т.д. Цель разработки технологического процесса - выбор наиболее эффективных методов и средств изготовления детали. Деталь: Коническое зубчатое колесо Изготовлено из стали Ст 45 (ГОСТ 1050-74) s в 610 Мпа 200 НВ Так как одной из характеристик данного производства является малый объём выпуска ...

... колеса не шлифуют, а ограничиваются притиркой. В конических передачах для обеспечения при сборке правильного контакта зубьев предусматривают возможность осевой регулировки зубчатых колес. Несущая способность конических зубчатых передач с повышенным перекосом осей (от консольного расположения, недостаточной жесткости валов и корпусов) может быть несколько повышена даже по сравнению с передачами, ...
0 комментариев