Навигация
Изготовление вала привода
29799
знаков
7
таблиц
5
изображений
Содержание
Введение
1 Анализ конструкции сборочной единицы 1.1 Служебное назначение сборочной единицы
Прямая задача
2 Разработка технологического процесса изготовления детали
2.3 Выбор вида заготовки и способа ее получения
 2.6 Определение режимов обработки
2.6 Определение режимов обработки










Введение
1 Анализ конструкции сборочной единицы
1.1 Служебное назначение сборочной единицы
1.2 Составление технологического процесса сборки
1.3 Выбор технологического метода сборки на основе расчёта размерной цепи
2 Разработка технологического процесса изготовления детали
2.1 Назначение детали и оценка её технологичности
2.2 Определение типа производства
2.3 Выбор вида заготовки и способа ее получения
2.4 Выбор металлорежущих станков
2.5 Определение межоперационных припусков, допусков и размеров заготовки
2.6 Определение режимов обработки
2.7 Выбор технологических баз
3 Нормирование технологического процесса
Заключение
Литература
Введение
Машиностроение является важнейшей отраслью промышленности. Его продукция — машины различного назначения поставляются всем отраслям народного хозяйства. Рост промышленности и народного хозяйства, а также темпы перевооружения их новой техникой в значительной степени зависят от уровня развития машиностроения. Технический прогресс в машиностроении характеризуется не только улучшением конструкций машин, но и непрерывным совершенствованием технологии их производства. Важно качественно, дешево и в заданные плановые сроки с минимальными затратами живого и овеществленного труда изготовить машину, применив высокопроизводительное оборудование, технологическую оснастку, средства механизации и автоматизации производства. От принятой технологии производства во многом зависит надежность работы выпускаемых машин, а также экономика их эксплуатации.
Совершенство конструкции машины характеризуется ее соответствием современному уровню техники, экономичностью в эксплуатации, а также тем, в какой мере учтены возможности использования наиболее экономичных и производительных технологических методов ее изготовления применительно к заданному выпуску и условиям производства.
В период научно-технической революции и при высоких темпах технического прогресса важное значение имеет всемерное ускорение технологической подготовки производства новых объектов. Эта задача может быть решена путем разработки и широкого использования типовых технологических процессов, применения гибких быстропереналаживаемых средств производства, нормализованной и обратимой оснастки.
1 Анализ конструкции сборочной единицы 1.1 Служебное назначение сборочной единицы
Данный вал осуществляет передачу вращательного движения от привода механизма с изменением крутящего момента.
В данной тележке передача крутящего момента осуществляется цилиндрической шестерней, расположенной на вале. Сборочная единица устанавливается в корпусе по средствам подшипников качения.
1.2 Составление технологического процесса сборкиПоследовательность сборки зависит от конструкции собираемого изделия и степени дифференциации сборочных работ.
Наиболее полное и наглядное представление о сборочных свойствах изделия, о его технологичности и возможностях ограниченности процесса сборки дают технологические схемы сборочных операций.
В простейших случаях схема сборочного состава изделия представляет собой одновременно и технологическую карту сборки.
Для сложного изделия целесообразно строить укрупненную логическую схему для общей сборки и технологические карты для сборки отдельных сборочных единиц.
Схема сборки помогает персоналу цеха ознакомится с последовательностью сборки новой машины, производить комплектование машины, определять порядок подачи сборочных единиц деталей к месту сборки, правильно расставить рабочих и сортировать сборочное производство. Схема сборки и разборки, необходимой в процессе сборки машины, должна показывать последовательность процессов и служит оперативным документом.
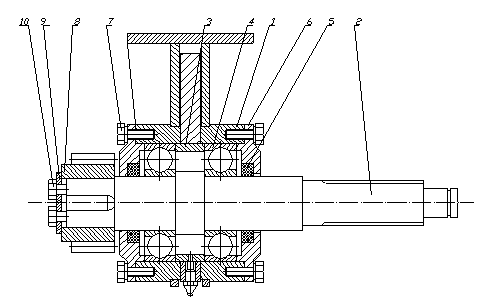
Схема сборки строится следующим образом: лист бумаги разбивается на несколько зон соответственно названию сборочных единиц, деталей и машин в целом.
Каждый из составляющих элементов машины обозначается прямоугольником, в котором указывается наименование, номер детали по чертежу и их количество.
Положение условных обозначений деталей и сборочных единиц показывает последовательность их поступления на сборку: линия со стрелками – направление их движения и характер выполняемого процесса сборки или разборки.
При построении схем знаки в прямоугольниках, обозначающих сборочную единицу, иногда указывают трудоёмкость её сборки.
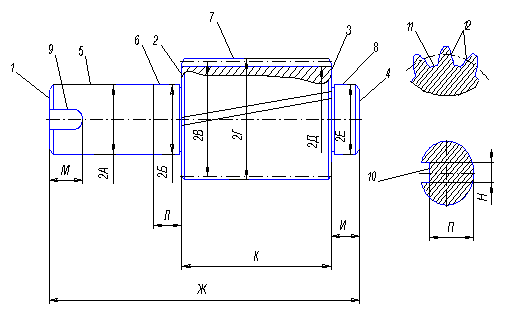
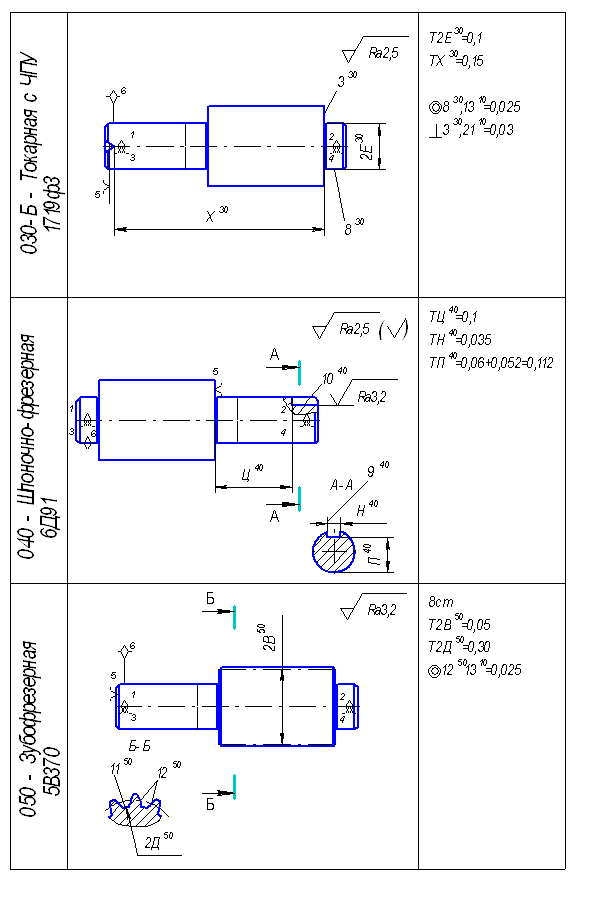
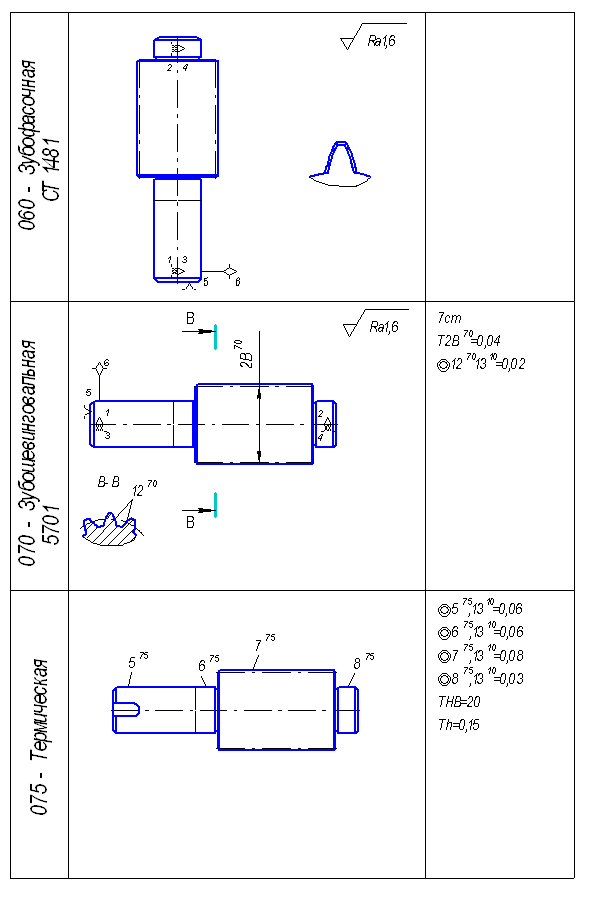
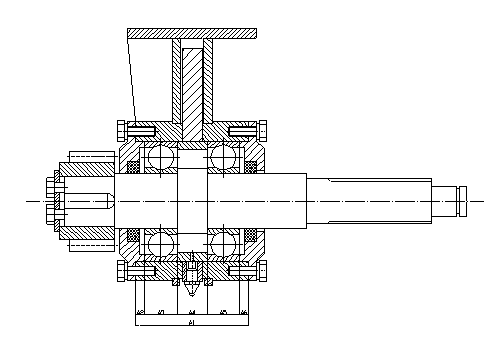
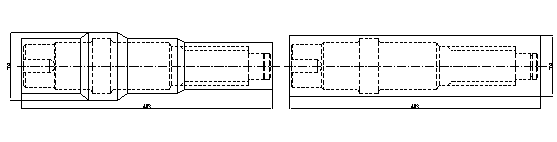
На рисунке 1 приведена схема собираемого узла с чертежом сборочной единицы изготовляемой детали – вала.
Основываясь на схему сборки, составим технологический процесс сборки.
Переход 1.
На вал 2 установить подшипники 4 и кольцо3.
Переход 2.
Вал 2 установить в корпус 1 поджать крышками 6 и закрутить болты 7
Переход 3.
На вал 2 надеть шестерню 8 поджать крышкой 9 и закрутить болты 10
1.3 Выбор технологического метода сборки на основе расчёта размерной цепиЗадача повышения эксплуатационных показателей машин является одной из основных задач машиностроения. К числу качественных показателей современных изделий машиностроения относятся точность, долговечность, надежность и др., которые обеспечиваются в процессе конструирования, изготовления и ремонта машин.
Сборка - завершающая стадия производства машин. Надежность долговечность машины в значительной степени зависит от качества сборки.
Качество сборки и себестоимость ее выполнения зависит от правильности спроектированного процесса.
Количество изделий, подлежащих сборке, а также точность, которую следует обеспечить при этом, оказывают, существенное влияние на разработку технологического процесса и принятых методов сборки единиц и изделия в целом. Сборку можно осуществить следующими методами: полной взаимозаменяемости; неполной взаимозаменяемости; пригонки, регулирования.
Сущность этих методов сборки раскрывается в теории размерных цепей.
Размерная цепь – это замкнутый контур, взаимосвязанных размеров (звеньев) детали или сборочной единицы.
Изменение одного из размеров вызывает изменение других размеров цепи.
При проектировании организации сборочных процессов различают общую сборку, объектом которой является конечное изделие, выпускаемое предприятием, и узловую сборку, объектом которой являются составные части конечного изделия - сборочные единицы (агрегаты или узлы), поступающие затем на общую сборку.
Таким образом - изделие состоит из деталей и сборочных единиц (агрегаты или узлы) различной степени сборки. Степень сборки повышается в зависимости от их сложности. Так, сборочная единица первой степени сборки состоит только из деталей второй степени - из одной или нескольких сборочных единиц первой степени сборки деталей и т.д.
Элемент, с которого начинают сборку изделия или его составной части, называется базовым.
На основании методов достижения точности формируется структура технологического процесса, оснащенность и форма организации сборочного производства.
Метод максимума и минимума применяется чаше при индивидуальном и мелкосерийном производстве изделий, при проектировании единичных устройств, приспособлений, штампов и др.
| Звено размерной цепи | Характеристика звена | Номинальный размер, мм | Квалитет точности, IT | Предельное отклонение, мм | |
| верхнее | нижнее | ||||
| А1 | Увеличивающее | 135 | H11 | +0,25 | 0 |
| А2 | Уменьшающее | 10,5 | h11 | 0 | -0,11 |
| А3 | Уменьшающее | 39 | - | 0 | -0,12 |
| А4 | Уменьшающее | 36 | h11 | 0 | -0,16 |
| А5 | Уменьшающее | 39 | - | 0 | -0,12 |
| А6 | Уменьшающее | 10,5 | h11 | 0 | -0,11 |
| АD | Замыкающее | 0 | - | +1,02 | 0 |
Составим расчетную схему размерной цепи
![]()
![]()
![]()
![]()
![]()
![]()
Определим номинальный размер замыкающего звена
АD=![]() ,
,
где Аi ув – увеличивающие звенья, мм
Аi ум – уменьшающие звенья, мм
АD=![]() =0
=0
Выбираем допуски на звенья размерной цепи
ТА1=135Н12=135+0,4 ТА4=36h10=36-0,16
ТА2=10,5h10=10,5-0,11 ТА5=39-0,12
ТА3=39-0,12ТА6=10,5h10=10,5-0,11
Определим верхнее отклонение замыкающего звена ЕSAD, мм
ЕSAD= ![]() ,
,
где ![]() - верхнее отклонение увеличивающих звеньев размерной цепи, мм;
- верхнее отклонение увеличивающих звеньев размерной цепи, мм;
![]() - нижнее отклонение уменьшающих звеньев размерной цепи, мм.
- нижнее отклонение уменьшающих звеньев размерной цепи, мм.
Подставим численные значения:
ЕSAD=0,4-(![]() )=1,02
)=1,02
Определим нижнее отклонение замыкающего звена размерной цепи ЕiAD, мм
ЕiAD=![]()
где ![]() - нижнее отклонение увеличивающих звеньев размерной цепи, мм;
- нижнее отклонение увеличивающих звеньев размерной цепи, мм;
![]() - - верхнее отклонение уменьшающих звеньев размерной цепи, мм.
- - верхнее отклонение уменьшающих звеньев размерной цепи, мм.
Подставим численные значения:
ЕiAD=0
Рассчитаем допуск замыкающего звена размерной цепи ТАD, мм
ТАD=ЕSAD-EiAD,
ТАD=1,02
Таким образом, АD=0+1,02мм.
Обратная задачаПредположим, что допуск замыкающего звена размерной цепи равен ТАD=670, мкм. Определим число единиц допуска а
 ,
,
где ![]() - среднеарифметическое значение размера из интервала диаметров по
- среднеарифметическое значение размера из интервала диаметров по
ГОСТ 25346 – 82мм.
Определим ![]() :
:
А ср.=![]() =570 А ср.=
=570 А ср.=![]() =146,97
=146,97
А ср.=![]() =4,746 А ср.=
=4,746 А ср.=![]() =212,13
=212,13
А ср.=![]() =13,416 А ср.=
=13,416 А ср.=![]() =38,73
=38,73
Подставим численные значения:![]()
![]()

По полученному значению единиц допуска выбираем квалитет:
![]() IT9
IT9
ТА1=135Н9=135+0,1 ТА4=36h19=36-0,062
ТА2=10,5h19=10,5-0,043 ТА5=39-0,12
ТА3=39-0,12ТА6=10,5h19=10,5-0,043
Выполним проверку
ТАD=![]() , (109)
, (109)
ТАD=0,49
Определим величину, на которую необходимо изменить допуск D, мм:
D= ТАD-![]() , (110)
, (110)
Подставим численные значения:
D=0,49
Добавим полученную разницу к допуску звена, которое наиболее трудно обрабатывать. Выбираем звено А1 – получим нестандартный допуск: А1=135+0,59. Назначенный нестандартный допуск на звено А1 соответствует IT11
2 Разработка технологического процесса изготовления детали
2.1 Назначение детали и оценка её технологичности
Деталь –вал, изготовленный из конструкционной стали марки «Сталь 45», предназначенный для передачи крутящего момента и базирования на него подшипников качения, удовлетворяя предъявляемым требованиям: цилиндричности, соосности посадочных поверхностей, перпендикулярности и параллельности.
Выгодным методом получения заготовки является прокат.
Деталь имеет несколько ступеней, что несколько снижает технологичность детали, так как обработка ведётся с переустановом.
Несколько снижает технологичность нарезание зубьев, так как эта операция производится малопроизводительными методами.
В целом деталь имеет простую форму и не вызывает затруднений при обработке, так как легко обеспечивается доступ ко всем обрабатываемым поверхностям режущим инструментом.
2.2 Определение типа производстваГодовая программа изделий N1=100 шт.
Количество деталей на изделий m=1 шт.
Запасные части b=3%.
Режим работы предприятия 2 смен в сутки.
Годовая программа
![]()
Действительный годовой фонд времени работы оборудования FД=4029
Проведем укрупненное нормирование операций технологического процесса изготовления вал-шестерни.
Определим основное техническое время.Сверление на токарном станке ![]() , мин
, мин
![]()
Черновая обточка, мин ![]() , мин
, мин
![]()
Черновая подрезка торца ![]() , мин
, мин
![]()
Черновая обточка по 11-му квалитету ![]() , мин
, мин
![]()
Чистовая обточка по 9-му квалитету ![]() , мин
, мин
![]()
Фрезерование черновое ![]() , мин
, мин
![]()
Шлифование по 6-му квалитету ![]() , мин
, мин
![]()
Определим основное техническое время по формуле: ![]() , мин
, мин
![]()
| № | Операция | Тшт, мин | mр | Р | ηз.ф. | Q |
| 1 | Токарная | 46,3 | 0,16 | 1 | 0,16 | 5 |
| 2 | Фрезерная | 4,4 | 0,01 | 1 | 0,01 | 90 |
| 3 | Шлифовальная | 7,6 | 0,03 | 1 | 0,03 | 27 |
Определим штучное время Тшт, мин
![]() ,
,
где φк – переводной коэффициент.
![]()
![]()
![]()
Располагая данными о штучном времени затрачиваемом на нужную операцию определяем количество станков mр, шт.
![]() ,
,
где N – годовая программа
Тшт - штучное время
FД - действительный годовой фонд времени работы оборудования
ηз.ф. – нормативный коэффициент загрузки оборудования (0,75…0,85).
![]()
![]()
![]()
Из расчета видно, что на каждую операцию нужен один станок.
Принятое число рабочих мест Р. получаем округляя до большего ближайшего числа полученное значение mр.
Далее по каждой операции вычисляется значение фактического коэффициента загрузки рабочего места (оборудования).
![]()
![]()
![]()
![]()
Количество операций Q выполняющих на рабочем месте определяется по формуле:
![]() .
.
![]()
![]()
![]() .
.
После заполнения всех граф таблицы №1 подсчитываем суммарные значения для Р и Q.
![]() ;
; ![]() .
.
Определяем коэффициент закрепления операций Кз.о. и тип производства.
 ,
,
![]()
Согласно ГОСТ 14.004 – 83 ![]() соответствует единичному типу производства.
соответствует единичному типу производства.
2.3 Выбор вида заготовки и способа ее получения
|
|
Выбор вида заготовки или установление способа ее получения, определение припусков на обработку и расчет размеров заготовки является ответственным этапом в ходе проектирования технологического маршрута, так как коренным образом влияет на технологию механической обработки изделия. От степени совершенства способов получения заготовки в значительной степени зависит расход металла, количество операций и их трудоемкость, себестоимость процесса изготовления детали и изделия в целом.
При решении этого вопроса будем стремиться к тому, чтобы форма и размеры заготовки максимально приближались к форме и размерам готового изделия. Но повышение точности размеров заготовки и получение ее более сложной формы чаще всего приводит к увеличению себестоимости самой заготовки.
На выбор способа получения заготовки влияют следующие факторы: вид материала, его марка и другие физико-механические свойства металла, из которого должно быть изготовлено изделие; программа выпуска изделий; тип производства; размеры и конструктивные формы изделия; характер применяемого оборудования на проектируемом участке (универсальное или специальное); производственные возможности заготовительных цехов завода (кузнечного, литейного, сварочного и т. п.).
В машиностроении в зависимости от номенклатуры изделий и характера производства применяют заготовки следующих видов:
прокат в виде прутков круглого, прямоугольного, квадратного сечений (горячекатаная, холоднотянутая, холоднотянутая шлифованная серебрянка), профильный прокат, периодический прокат, толстостенные бесшовные трубы; листы горячекатаные; холоднокатаные и полосы; поковки, получаемые методом свободной ковки, ковки в штампах, чеканки, ротационного обжатия и т. п.; отливки из стали, серого, ковкого и модифицированного чугуна и цветных металлов, получаемые литьем в земляные формы, в формы из быстротвердеющих смесей, в металлические формы (кокили), по выплавляемым моделям, корковые или оболочковые формы и т. п.; сварные заготовки из разнородных сталей (для режущего инструмента) однородных сталей (для корпусов машин, приборов и приспособлений); пластинки из быстрорежущей стали и металлокерамического твердого сплава.
Эффективность выбранного вида заготовки можно определить одним из упрощенных способов, сравнивая себестоимости двух видов заготовки.
В данной курсовой работе проведем сравнение двух вариантов получения заготовки полученных штамповкой и прокатом.
Данные для расчёта стоимости заготовок приведём в таблице 3.
Данные для расчёта стоимости заготовок| Наименование показателей | первый вариант | второй вариант |
| Вид заготовки | штамповка | прокат |
| Класс точности | 3 | - |
| Группа сложности | 3 | - |
| Масса заготовки | 5 | 7,5 |
| Стоимость 1-ой тонны металла, принятой за базу | 315 | 220 |
| Стоимость 1-ой тонны стружки Sотх, руб. | 29,8 | 29,8 |
Определим стоимость сравниваемых заготовок. [1, с. 31]
Стоимость заготовки полученной штамповкой;
![]() .
.
Подставим в формулу исходные и табличные данные, получим:
![]() руб.
руб.
Стоимость заготовки полученной из проката;
![]() .
.
Подставим в формулу исходные и табличные данные, получим:
![]() руб.
руб.
Можно сделать вывод, что прокат будет экономически выгоднее, чем штамповка
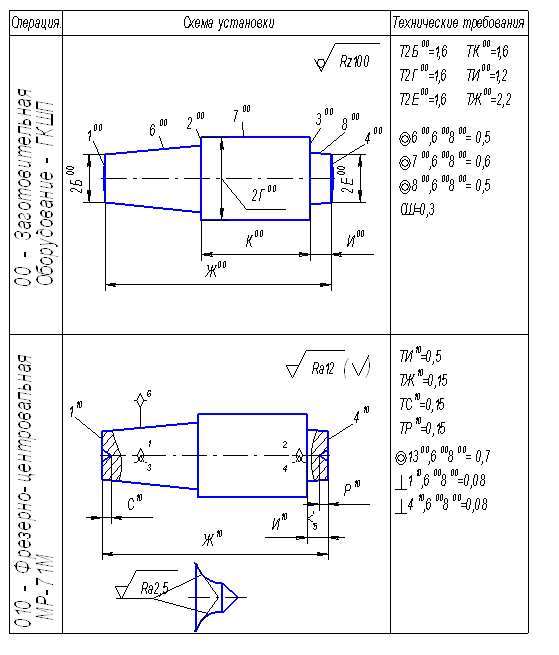
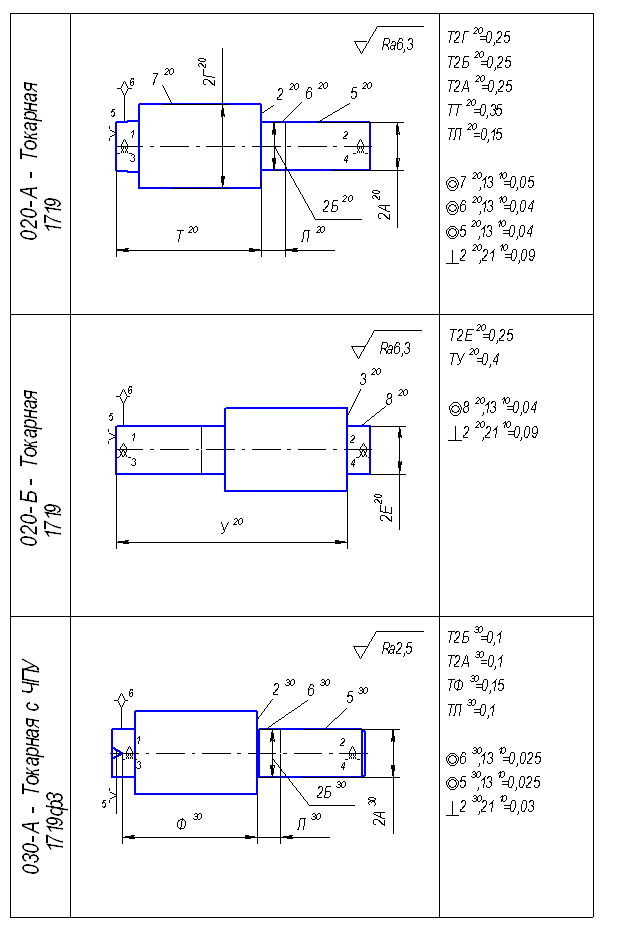
2.4 Выбор металлорежущих станковПри выборе модели станка для каждой операции будем учитывать следующие данные: метод обработки, квалитет точности, класс шероховатости, габаритные размеры заготовки, мощность электродвигателя станка. Исходя из технологических характеристик металлорежущих станков выбираем модели станка и заносим их в таблицу 5.
Металлорежущие станки, используемые в технологическом процессе обработки детали.
| Номер операции | Наименование операции | Модель станка | Мощность двигателя, кВт. |
| 005 | Фрезерно-центровочная | 6Н80Г | 3 |
| 015 025 | Токарно-винторезная | 1М63 | 13 |
| 020 | Токарно-винторезная | 1К62 | 3 |
| 030 | Шлицефрезерная | 5350А | 3 |
| 035 040 | Круглошлифовальная | 3Б161 | 13 |
Правильность выбора оборудования по мощности требует подтверждения после назначения режимов резания.
2.5 Определение межоперационных припусков, допусков и размеров заготовки
Припуск – слой материала, удаляемый с поверхности заготовки для достижения заданных свойств обрабатываемой поверхности детали. Припуск на обработку поверхностей детали может быть назначен по справочным таблицам или на основе расчетно-аналитического метода.
Расчетной величиной припуска является минимальный припуск на обработку, достаточный для устранения на выполняемом переходе погрешностей обработки и дефектов поверхностного слоя, полученных на предшествующем переходе или операции и компенсации погрешностей, возникающих на выполняемом переходе.
Минимальный припуск при обработке поверхностей вращения в центрах:
![]() ;
;
где ![]() - высота неровностей профиля на предшествующем переходе;
- высота неровностей профиля на предшествующем переходе;
![]() - глубина дефектного поверхностного слоя не. предшествующем переходе (обезуглероженный или отбеленный слой);
- глубина дефектного поверхностного слоя не. предшествующем переходе (обезуглероженный или отбеленный слой);
![]() - суммарные отклонения расположения поверхности (отклонения от параллельности, перпендикулярности, сносности) на предшествующем переходе;
- суммарные отклонения расположения поверхности (отклонения от параллельности, перпендикулярности, сносности) на предшествующем переходе;
![]() - погрешность установки заготовки на выполняемом переходе.
- погрешность установки заготовки на выполняемом переходе.
Отклонение ![]() необходимо учитывать у заготовок (под первый технологический переход), после черновой и получистовой обработки лезвийным инструментом (под последующий технологически: переход), после термической обработки. В связи с закономерным уменьшением величины
необходимо учитывать у заготовок (под первый технологический переход), после черновой и получистовой обработки лезвийным инструментом (под последующий технологически: переход), после термической обработки. В связи с закономерным уменьшением величины ![]() при обработке поверхности за несколько переходов на стадиях чистовой и отделочной обработки ею пренебрегают.
при обработке поверхности за несколько переходов на стадиях чистовой и отделочной обработки ею пренебрегают.
Остаточные пространственные отклонения на обработанных поверхностях, имевших исходные отклонения, являются следствием копирования погрешностей при обработке. Величина этих отклонений зависит, как от режимных условий обработки, так и от параметров, характеризующих жесткость технологической системы и механические свойства обрабатываемого материала.
Для определения промежуточных значений припусков на механическую обработку можно с достаточной для практических целей точностью воспользоваться эмпирической формулой
![]() ,
,
где kу - коэффициент уточнения формы.
Значения коэффициента уточнения для различных видов заготовок мокко принять следующими.
Однократное и черновое точение штампованных заготовок, заготовок из горячего проката, предварительное шлифование проката 10 - 11 квалитетов точности. 0,06
Получистовая обработка заготовок из проката, штампованных заготовок, рассверливание отверстий, смещение оси отверстия после черновой обработки.. 0,05
Чистовое точение заготовок из сортового проката обыкновенного качества, штампованных заготовок, после первого технологического перехода обработки литых заготовок, после чистового шлифования проката 10 и 11 квалитетов точности.. 0,04
Двукратное обтачивание калиброванного проката или двукратное шлифование заготовок после токарной обработки. 0,02
Получистовая обработка (зенкерование и черновое развертывание отверстий) 0,005
Чистовая обработка - развертывание отверстий..0,002
На основе расчета промежуточных припусков определяют предельные размеры заготовки по всем технологическим переходам. Промежуточные расчетные размеры устанавливают в порядке, обратном ходу технологического процесса обработки этой поверхности, т.е. в зависимости от размера готовой детали к размеру заготовки путём последовательного сложения (для наружных поверхностей) с исходным размером готовой детали промежуточных (номинальных) припусков или путём последовательного вычитания (для внутренних поверхностей) от исходного размера готовой детали промежуточных (номинальных) припусков.
Определим ![]() ;
;
![]()
Величину коробления отверстия следует учитывать как в диаметральном и в осевом его сечении, поэтому так
![]() мм,
мм,
где ![]() - величину удельного коробления
- величину удельного коробления
l - длина обрабатываемой заготовки.
![]() мм,
мм,
![]() мм.
мм.
Определим ![]() , мкм
, мкм
![]()
Определим ![]() , мкм
, мкм
![]()
На основании записанных в таблице данных производим расчет минимальных значений межоперационных припусков.
![]()
![]()
![]()
![]()
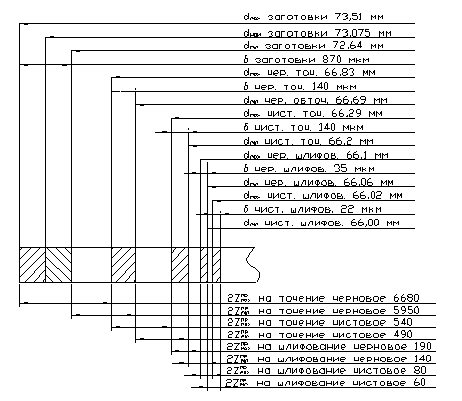
Определение межоперационных припусков, допусков и размеров заготовки
| Технологические Переходы обработки поверхности
| Элементы припуска, мкм | Расчётный припуск 2Zmin, мкм | Расчётный размер dp, мм | Допускd, мкм | Предельный размер, мм | Предельные значения припусков, мкм | |||||
| Rz | h | r | e | dmin | dmax |
|
| ||||
| Заготовка | 200 | 300 | 2472 | - | - | 72,635 | 870 | 72,64 | 72,51 | - | - |
| Точение: | |||||||||||
| черновое | 50 | 50 | 148 | 0 | 5944 | 66,691 | 140 | 66,69 | 66,83 | 5950 | 6680 |
| чистовое | 30 | 30 | 6 | 0 | 496 | 66,195 | 87 | 66,2 | 66,29 | 490 | 540 |
| Шлифование: | |||||||||||
| предварительное | 10 | 20 | 0 | 0 | 132 | 66,063 | 35 | 66,06 | 66,1 | 140 | 190 |
| окончательное | - | - | 0 | - | 60 | 66,003 | 22 | 66,00 | 66,02 | 60 | 80 |
Минимальные предельные значения припусков ![]() равны разности наибольших предельных размеров выполняемого и предшествующего переходов, а максимальные значения
равны разности наибольших предельных размеров выполняемого и предшествующего переходов, а максимальные значения ![]() соответственно разности наименьших предельных размеров.
соответственно разности наименьших предельных размеров.
Определим ![]() , мкм
, мкм
![]()
![]()
![]()
![]()
Определим ![]() , мкм
, мкм
![]()
![]()
![]()
![]()
|
2.6 Определение режимов обработки Уровень режима резания находится в зависимости от типа и конструкции инструмента, материала и геометрии его режущей части, качества заточки, правильности установки и закрепления инструмента на станке, состояния системы СПИД и определяет силы резания и расходуемую при резании мощность.
При назначении и расчете режима резания учитывают тип и размеры инструмента, материал его режущей части, материал и состояние заготовки, тип оборудования и его состояние. При этом следует помнить, что элементы режима резания находятся во взаимной функциональной зависимости, устанавливаемой эмпирическими формулами, что глубина резания и подача непосредственно влияют на стойкость Т инструмента, с которой, в свою очередь, связана скорость резания.
Глубина резания t: при черновой обработке назначают по возможности максимальную t, равную всему припуску на обработку или большей части его; при чистовой обработке — в зависимости от требуемых степени точности и шероховатости обработанной поверхности.
Подача S: при черновой обработке выбирают максимально возможную подачу, исходя из прочности и жесткости системы СПИД, мощности привода станка и других ограничивающих факторов; при чистовой обработке — в зависимости от требуемых степени точности и шероховатости обработанной поверхности.
Скорость резания v рассчитывают по формулам, учитывающим величины глубины резания и подачи, установленной стойкости с внесением поправок на физико-механические свойства обрабатываемого материала, качество заготовки, вид обработки, материал режущей части инструмента, смазочно-охлаждающую жидкость и др.
Толщина срезаемого слоя а — кратчайшее расстояние между двумя последовательными положениями режущего лезвия.
Ширина срезаемого слоя b — расстояние между обработанной и обрабатываемой поверхностями, измеренное вдоль режущего лезвия.
Характеристики элементов резания для различных видов обработки приведены в табл. 1.
Черновая обработка поверхностиРежущий инструмент – резец проходной ![]() ,
, ![]() .
.
Глубина резания: при черновой обработке глубина резания обычно равна всему припуску на обработку; при чистовой обработке с шероховатостью поверхности до 5-го класса чистоты включительно ![]() мм; для 6 и 7-го классов
мм; для 6 и 7-го классов ![]() мм.
мм.
Глубину резания t, мм, определим по формуле
![]() ;
;
Подставив численные значения, получаем
![]() мм.
мм.
Примем t=5 мм.
Подача: при черновой обработке выбранную подачу следует проверить по прочности державки резца и пластинки из твердого сплава, жесткости обрабатываемой детали и прочности механизма станка или выбрать по таблицам ![]() .
.
Примем ![]() .
.
Скорость резания: рассчитаем по следующей формуле, при наружном продольном и поперечном точении и растачивании
![]() ,
,
где ![]() - постоянная, для данных табличных условий резания.
- постоянная, для данных табличных условий резания.
![]() - показатели степени.
- показатели степени.
![]() - поправочный коэффициент
- поправочный коэффициент
![]() мин;
мин; ![]() ;
; ![]() ;
; ![]() ;
; ![]() .
.
Поправочный коэффициент ![]() , определим по формуле
, определим по формуле
![]() ,
,
где ![]() - качество обрабатываемого материала
- качество обрабатываемого материала
![]() - состояние поверхности заготовки
- состояние поверхности заготовки
![]() - материал режущей части
- материал режущей части
![]() - параметры резца: главный угол в плане
- параметры резца: главный угол в плане
![]() - вид обработки.
- вид обработки.
![]()
![]()
![]()
![]()
![]()
![]()
Подставив численные значения, получаем
![]()
Подставив численные значения, получаем
![]()
Частоту вращения ![]() , определим по формуле
, определим по формуле
![]()
Подставив численные значения, получаем
![]()
Корректируем частоту вращения по паспорту
![]()
![]() .
.
Действительная скорость резания ![]()
![]() , будет равна
, будет равна
![]()
Тангенциальную силу резания ![]() ,
, ![]() , определим по формуле
, определим по формуле
![]() ,
,
где ![]() -коэффициент, учитывающий изменение против табличных условий резания.
-коэффициент, учитывающий изменение против табличных условий резания.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Подставив численные значения, получаем
![]()
Подставив численные значения, получаем
![]()
Мощность резания ![]() , кВт, определим по формуле
, кВт, определим по формуле
![]()
Подставив численные значения, получаем
![]()
![]() кВт, следовательно, обработка возможна и станок выбран, верно!
кВт, следовательно, обработка возможна и станок выбран, верно!
Определим скорость обработки заготовки ![]() ,
,
![]() .
.
![]()
![]()
q=0,3
m=0,5
x=1
y=1
Глубину примем t=0,023 мм.
b=0,38
![]() .
.
Определим частоту вращения мин-1
![]() ,
,
![]() .
.
Подберем ближайшее стандартное значение:
![]()
Откорректируем скорость по стандартной частоте вращения,
![]() .
.
Подачу примем равной s=1,2 м/мин
![]()
![]()
![]() кВт, следовательно, обработка возможна и станок выбран, верно!
кВт, следовательно, обработка возможна и станок выбран, верно!
Похожие работы
... , мм 0,2 0,2 0,2 0,25 0,25 Основной припуск на размер, мм 2,7 2,7 1,8 2,5 2,0 Номинальный размер элемента детали, мм 147 122 70 331 115 5. Анализ технологической операции существующего или типового технологического процесса Анализ будем производить на основании базового технологического процесса. В данном технологическом процессе последовательность ...
... последовательность, сначала обрабатываем поверхность, к точности которой предъявляются меньшие требования, а потом поверхности, которые должны быть более точными. Операции согласно типовому технологическому процессу изготовления разбиваем на установы. Индекс около номера поверхности обозначает номер операции, на которой она получена. Индекс 00 – относится к заготовительной операции, буквы А, Б – ...
родольных размеров 2.4. Расчет операционных размеров 3. Размерный анализ технологического процесса в диаметральном направлении 3.1. Радиальные размерные цепи и их уравнения 3.2. Проверка условий точности изготовления детали 3.3. Расчет припусков радиальных размеров 3.4. Расчет операционных диаметральных размеров 4. Сравнительный анализ результатов расчетов операционных размеров ...
... с помощью шлифования (шлицешлифование, зубошлифование и др.) в качестве базовых поверхностей выбираем чертежные базовые поверхности. Таблица 4.1 - Принятый технологический процесс N Операции Наименование и краткое содержание операции Модель станка Режущий инструмент, размеры, марка инструментального материала Технологическая база 1 2 3 4 5 005 Фрезерно-центровальная 1 ...
0 комментариев