Технологичность установки
Штамповка на ГКМ
Экономическое обоснование выбора метода получения заготовки
Технологический маршрут и план изготовления детали
Обоснование простановки операционных размеров
Размерный анализ в радиальном направлении
Проверка условий точности изготовления детали
Расчёт операционных размеров
Проектирование технологических операций
Расчет технических норм времени
Линейная оптимизация режимов резания на токарной операции
Расчет целевой функции
Расчет абсцисс кривой намагниченной системы
Описание конструкции и принципа работы приспособления
Патентные исследования повышения стойкости шлифовального круга
Описание усовершенствованного объекта
Научные исследования по обеспечению требуемой шероховатости боковых поверхностей шпоночного паза
Навигация
Технологический процесс изготовления вала насоса
Технологический процесс изготовления вала насоса
133934
знака
21
таблица
10
изображений
1. Анализ исходных данных
Задача данного раздела – на базе анализа технических требований предъявляемых к детали и годового объема выпуска сформулировать задачи, которые необходимо решить в дипломном проекте для достижения цели, сформулированной во введении.
1.1 Анализ служебного назначения и условий работы детали
Деталь "Вал насос-мотора", чертеж 01.М15.017.011.000, является вращающейся деталью и предназначена для обеспечения передачи крутящего момента с шатунов на блок цилиндров насос-мотора, который работает как в режиме насоса, так и в режиме мотора. Вал в сборе с подшипниками устанавливается в корпус насос-мотора.
1.2 Систематизация и классификация поверхностей
Цель систематизации поверхностей – выявление поверхностей, имеющих определяющее значение для выполнения детали своих функций. При систематизации поверхностей будем опираться на данные (рис.1.1.).
Цель классификации поверхностей по служебному назначению – выявление поверхностей являющихся: основными и вспомогательными конструкторскими базами, поверхностей выполняющих исполнительные функции детали, а также свободных поверхностей не входящих во взаимодействие с другими сопряженными поверхностями. Классификацию поверхностей детали по служебному назначению сводим в таблицу 1.1.
Таблица 1.1.
| Вид поверхности | № поверхности |
| ИП | 6,8,10,11,14,15,16,24,25,26,27,28,29,30,31,32,39,40,41, а также 47 и 48 (не показаны) |
| ОКБ | 6,8,13,29 |
| ВКБ | 1,5,17 |
| СП | остальные |

Рис. 1.1. Схема кодирования поверхностей и размеров детали
1.3 Анализ технологичности конструкции детали
Анализ технологичности конструкции детали будем проводить по следующим группам критериев:
- технологичность заготовки;
- технологичность установки;
- технологичность обрабатываемых поверхностей;
- технологичность общей конфигурации детали.
1.3.1 Технологичность заготовки
Вал изготавливается из стали 30 ХМ. Материал не является дефицитным, при относительно невысокой стоимости он обладает хорошими качествами: предел прочности при растяжении 610 МПа, предел прочности при сжатии 780 МПа, твердость 22…29 HRC.
В таблице 1.2 представлен химический состав данной стали, а в таблице 1.3 ее механические свойства.
Таблица 1.2 Химический состав стали 30ХМ, %| С | Si | Mn | Cr | Mo | Ni | P | S | Cu | |
| не более | |||||||||
| 0.26-0.33 | 0.17-0.37 | 0.40-0.70 | 0.80-1.10 | 0.15-0.25 | 0.30 | 0.025-0.035 | 0.035-0.025 | 0.30 | |
| s0,2 | sв | s5 | y | KCU, Дж/см2 | HRC |
| МПа | % | ||||
| 610 | 780 | 18 | 64 | 147 | 25 |
Технологические свойства:
-температура ковки, °С: начала 1260, конца 760-800;
-свариваемость – ограниченно свариваемые;
- обрабатываемость резанием –при HB 229-269, sв = 610 МПа, KV тв.спл. = 0,70, KV б.ст. = 0,3
-склонность к отпускной хрупкости – не склонна.
Заготовку вала возможно получить отрезкой проката круглого профиля, так и штамповкой на горизонтально-ковочной машине (ГКМ). Наиболее предпочтительный вариант получения заготовки определим экономическим расчетом.
За критерий обрабатываемости принят коэффициент [бар]:
![]() , (1.1)
, (1.1)
где КГ – коэффициент, учитывающий группу стали по обрабатываемости;
sВ – предел прочности обрабатываемого материала;
nV – показатель степени при обработке;
![]() .
.
Значение данного коэффициента будем учитывать при выборе материала режущих инструментов.
Похожие работы





... , мм 0,2 0,2 0,2 0,25 0,25 Основной припуск на размер, мм 2,7 2,7 1,8 2,5 2,0 Номинальный размер элемента детали, мм 147 122 70 331 115 5. Анализ технологической операции существующего или типового технологического процесса Анализ будем производить на основании базового технологического процесса. В данном технологическом процессе последовательность ...





... и позволяет использовать прогрессивные режимы резания. 5. Выбор способа получения заготовки Правильный выбор заготовки оказывает непосредственно влияние на возможность рационального построения технологического процесса изготовления, как отдельных деталей, так и машины в целом, способствует снижению удельной металлоёмкости машин и уменьшению отходов. Наиболее распространение в машиностроении ...
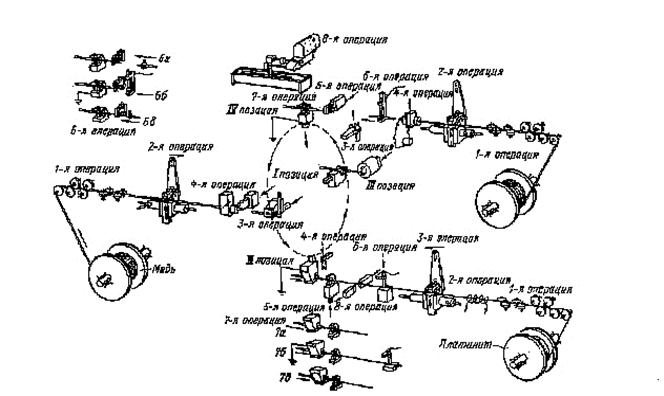
... t = 0.418*0.15*(1000-25)*0.1/0.0019*(1000-900)*3.39; t = 9,49 с. 3. ТЕХНОЛОГИЧЕСК АЯ ЧАСТЬ 3.1 Схема технологического процесса Рис. 3.1 Схема технологического процесса изготовления лампы накаливания 3.2 Изготовление вводов Важными заготовительными операциями в электроламповом ...





... форме, отражены в формуле (10.9) и сведены в соответствующие графы чертежа. , (10.9) где, ТАi – технологический допуск. 11. Планировка механического участка Деталь “шпиндель” (рис.1.1) является сборочной единицей головки 4-хшпиндельной комбинированной, которая в свою очередь входит в сборочный узел автоматической линии для обработки ...
0 комментариев