Навигация
Используемый режущий инструмент имеет свободный вход и выход
51867
знаков
11
таблиц
9
изображений
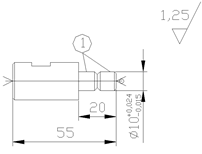
5. Используемый режущий инструмент имеет свободный вход и выход.
6. Æ10+0,024+0,015
Td=ES-EI=0,024–0,015=0,009 мм
Квалитет 6, шлифование тонкое.
Æ20-0,020-0,072
Td=ES-EI=-0,020 – (-0,072)=0,052 мм
Квалитет 9, чистовое точение на токарном станке.
На основе проведённых расчётов можно сделать вывод о том, что данная деталь является технологичной с точки зрения её изготовления.
3. Определение типа производстваВ машиностроении в зависимости от программы выпуска изделий и характера изготовляемой продукции различают три основных типа производства: единичное, серийное и массовое.
Тип производства согласно ГОСТ 3.1108–74 характеризуется коэффициентом закрепления операций за одним рабочим местом или единицей оборудования. Тип производства определяется коэффициентом:
К3.0=Q/PM, (2.1)
где Q – число различных операций; PM – число рабочих мест, на которых выполняются данные операции.
Для предварительного определения типа производства можно использовать годовой объём выпуска и массу детали. Учитывая, что объём выпуска детали «хвостовик» составляет 80000 штук в год, а масса детали – 0,1 кг, на основании таблицы 3.1 [3, c. 24] определяем тип производства как крупносерийное.
Серийное производство характеризуется ограниченной номенклатурой изделий, изготовляемых или ремонтируемых периодически повторяющимися партиями, и сравнительно большим объёмом выпуска. Коэффициент закрепления операций для крупносерийного производства составляет 1–10.
На предприятиях серийного производства значительная часть оборудования состоит из универсальных станков, оснащённых как специальными, так и универсально-наладочными (УНП) и универсально-сборочными (УСП) приспособлениями, что позволяет снизить трудоёмкость и удешевить производство. Представляется также возможным располагать оборудование в последовательности технологического процесса для одной или нескольких деталей, требующих одинакового порядка обработки, с соблюдением принципов взаимозаменяемости при обработке. При небольшой трудоёмкости обработки или недостаточно большой программе выпуска изделий целесообразно обрабатывать заготовки партиями, с последовательным выполнением операций, т.е. после обработки всех заготовок партии на одной операции производить обработку этой партии на следующей операции. При этом время обработки на различных станках не согласуют. Заготовки во время работы хранят у станков, а затем транспортируют целой партией.
В серийном производстве применяют также переменно-поточную форму организации работ. Здесь оборудование также располагают по ходу технологического процесса. Обработку производят партиями, причём заготовки каждой партии могут несколько отличаться размерами и конфигурацией, но допускают обработку на одном и том же оборудовании. В этом случае время обработки на смежных станках согласуют, поэтому движение заготовок данной партии осуществляется непрерывно, в порядке последовательности технологического процесса. Для перехода к обработке партии других деталей переналаживают оборудование и технологическую оснастку (приспособления и инструмент).
4. Технико-экономическое обоснование выбора заготовки1) Заготовка из проката. Согласно точности и шероховатости поверхностей обрабатываемой детали определяем промежуточные припуски по таблицам. За основу расчёта промежуточных припусков принимаем наружный диаметр детали Ø20![]() мм. Устанавливаем предварительный маршрутный технологический процесс обработки поверхности детали Ø20
мм. Устанавливаем предварительный маршрутный технологический процесс обработки поверхности детали Ø20![]() . Обработка поверхности диаметром 20 мм – производят в жёстких центрах. Технологический маршрут обработки данной поверхности:
. Обработка поверхности диаметром 20 мм – производят в жёстких центрах. Технологический маршрут обработки данной поверхности:
Операция 005. Токарная черновая
010. Токарная чистовая
При черновом точении припуск на обработку составляет 4 мм, а при чистовом – 2 мм. Определяем промежуточные размеры обрабатываемых поверхностей согласно маршрутному технологическому процессу:
На токарную операцию 005:
Dр.005=Dн+2Z010=20+2=22 мм (3.1)
Расчётный размер заготовки:
Dр.з.=Dр.005+2Z005=22+4=26 мм (3.2)
По расчётным данным заготовки выбираем необходимый размер горячекатаного проката обычной точности по ГОСТ 2590–71.
Круг 26 – В-ГОСТ 2590 – 71
45 – б – ГОСТ 14034 – 74
Отклонения для диаметра 26 мм равны ![]() .
.
Припуск на обработку 2х торцовых поверхностей заготовки равен 1,4 мм.
Общая длина заготовки:
Lз=Lд+2Zподр.=55+1,4=56,4 мм (3.3)
Исходя из предельных отклонений, общую длину заготовки округляем до целых единиц. Принимаем длину заготовки 57 мм. Объём заготовки определяем по плюсовым допускам:
Vз=p·D2з.п.·Lз/4=3,14·2,642·5,7/4=31,185 см3 (3.4)
Массу заготовки определяем по формуле:
Gз=gVз=0,0075×31,185=0,245 кг (3.5)
Выбираем минимальную длину проката для изготовления заготовки. Потери на зажим заготовки Lзаж принимаем 20 мм. Заготовку отрезают на ножницах. Это самый производительный и дешёвый способ. Длину торцового обрезка проката определяем из соотношения:
Lо.т.=(0,3¸0,5) d=0,3×26=7,8 мм (3.6)
Число заготовок, исходя из принятой длины проката по стандартам, определяется по формуле:
1. Из проката длиной 4 м:
X4=(Lпр+Lзаж+Lо.т.)/(Lз+Lр)=(4000–20–7,8)/(57+3)=66,2 шт. (3.7)
Получаем 66 заготовок из данной длины проката.
2. Из проката длиной 7 м:
X7=(Lпр+Lзаж+Lо.т.)/(Lз+Lр)=(7000–20–7,8)/(57+3)=116,2 шт.
Принимаем 116 заготовок из данной длины проката. Остаток длины (некратность) определяется в зависимости от принятой длины проката:
1. Из проката длиной 4 м:
LНК4=Lпр–Lо.т.–Lзаж–Lз×X4=4000–7,8–20–57×66=210,2 мм (3.8)
Или
ПНК4=(LНК×100)/Lпр=210,2×100/4000=5,25%
2. Из проката длиной 7 м:
LНК7=Lпр–Lо.т.–Lзаж–Lз×X7=7000–7,8–20–57×116=360,2 мм (3.9)
Или
ПНК7=(LНК×100)/Lпр=360,2×100/7000=5,14%
Из расчётов на некратность следует, что прокат длиной 7 м для изготовления заготовок более экономичен, чем прокат длиной 4 м.
Потери материала на зажим при обрезке по отношению к длине проката составят:
Пзаж=(Lзаж×100)/Lпр=20×100/7000=0,285% (3.10)
Потери материала на длину торцового обрезка проката в процентном отношении к длине проката составят:
По.т.=Lо.т.×100/Lпр=7,8×100/7000=0,11% (3.11)
Общие потери к длине выбранного проката:
Пп.о.=Пнк+По.т.+Пзаж=5,14+0,11+0,285=5,535% (3.12)
Расход материала на одну деталь с учётом всех технологических неизбежных потерь определяем по формуле:
Gз.п.=Gз(100+Пп.о.)/100=0,245 (100+5,535)/100=0,258 кг (3.13)
Коэффициент использования материала:
Ки.м.=Gд/Gз.п.=0,099/0,258=0,38 (3.14)
Gд=g×Vд=0,00785×12,55=0,099 кг (3.15)
Vд=pDд12Lд1/4 + pDд22Lд2/4=12,55 см2 (3.16)
Стоимость заготовки из проката:
Сз.п.=См×Gз.п. – (Gз.п.–Gд)×(Сотх/1000), (3.17)
где
См – цена 1 кг материала заготовки, руб.;
Сотх – цена 1 т отходов материала, руб.
См=147×20/1000=2,94 руб./кг
Сотх=33×20/1000=0,66 руб./кг
Сз.п.=2,94×0,258 – (0,258–0,099) ×0,66=0,758–0,159×0,66=0,65 руб.
2) Заготовка изготовлена методом горячей объёмной штамповки на горизонтально-ковочной машине (ГКМ).
Степень сложности – С1. Точность изготовления поковки – класс I, группа стали – М1.
Припуски на номинальные размеры детали назначают по таблице. Припуски на обработку заготовок, изготавливаемых горячей объёмной штамповкой, зависят от массы, класса точности, группы стали, степени сложности и шероховатости заготовки. На основании принятых припусков на размеры детали определяем расчётные размеры заготовки:
D1=Dн+2z=10+2×1,5=13 мм (3.18)
D2=Dн+2z=20+2×1,2=22,4 мм (3.19)
L1=Lд+2z=20+2,4=22,4 мм (3.20)
L2=Lд+2z=35+2,4=37,4 мм
Допуски на размеры заготовки:
Ø13![]() ; Ø22,4
; Ø22,4![]() ; 22,4
; 22,4![]() ; 37,4
; 37,4![]()
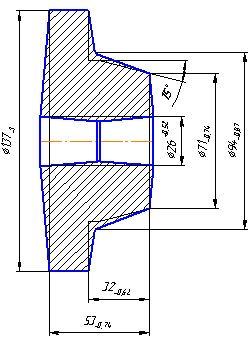
Разрабатываем эскиз на штампованную заготовку:
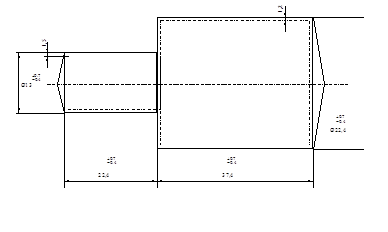
Рис. 3.1
Для определения объёма штампованной заготовки условно разбиваем фигуру заготовки на отдельные простые элементы и проставляем на них размеры с учётом плюсовых допусков:
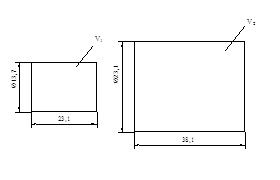
Рис. 3.2
Определяем объём отдельных элементов заготовки:
V1=pD12L1/4=3,14×1,372×2,31/4=3,403 см3 (3.21)
V2=pD22L2/4=3,14×2,312×3,81/4=15,959 см3 (3.22)
Общий объём заготовки:
Vобщ=V1+V2=3,403+15,959=19,362 см3 (3.23)
Масса штампованной заготовки:
Gз.ш.=g×Vобщ=0,00785×19,362=0,152 кг (3.24)
Принимая неизбежные технологические потери (угар, облой и т.д.) при горячей объёмной штамповке равными 10%, определяем расход материала на одну деталь:
Gз.п.=Gз.ш.(100+Пш)/100=0,152×(100+10)/100=0,167 кг (3.25)
Коэффициент использования материала на штампованную заготовку:
Ки.м.=Gд/Gз.п.=0,135/0,167=0,81 (3.26)
Стоимость штампованной заготовки:
Сз.ш.=(СМ×Gз.п.) – (Gз.п.–Gд)×(Сотх/1000) (3.27)
где
СМ – цена 1 кг материала заготовки, руб.;
Сотх – цена 1 т отходов материала, руб.
СМ=638×20/1000=12,76 руб./кг
Сотх=33×20/1000=0,66 руб./кг
Сз.ш.=12,76×0,167 – (0,167–0,135)×0,66=2,131–0,021=2,11 руб.
Годовая экономия материала от выбранного варианта изготовления заготовки:
Эм=(G’з.п.–G»з.п.)×N=(0,258–0,167)×80000=7280 кг (3.28)
Экономический эффект (выбранного вида) изготовления заготовки:
Э=(Сз.ш.–Сз.п.)×N=(2,11–0,68)×80000=114400 руб. (3.29)
Технико-экономические расчёты показывают, что заготовка, полученная методом горячей объёмной штамповки на горизонтально-ковочной машине, более экономична по использованию материала, чем заготовка из проката, однако по себестоимости штампования заготовка дороже, поэтому принимаем заготовку из горячекатаного круглого проката обычной точности.
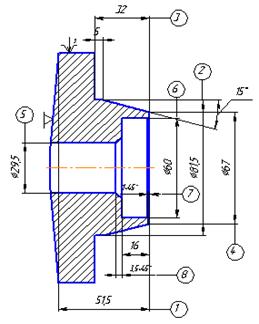
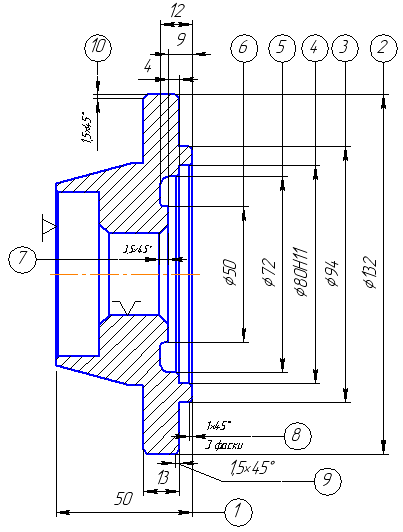
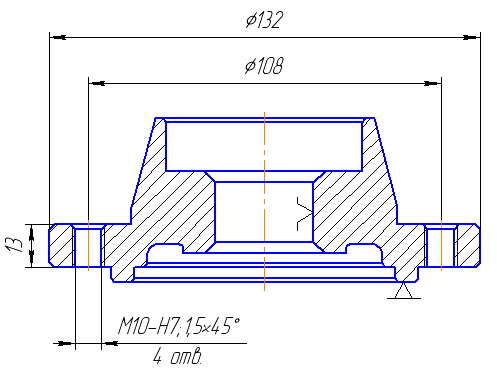
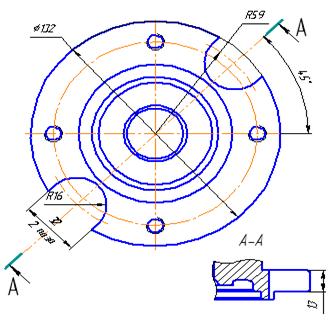
5. Технологический процесс изготовления детали «Хвостовик»Технологический процесс – это часть производственного процесса, содержащая действия по изменению и последующему определению состояния предмета производства. Технологический процесс непосредственно связан с изменением размеров, формы и свойств материала обрабатываемой заготовки, выполняемым в определенной последовательности. Чертеж детали «Хвостовик», которую необходимо получить в результате проведения технологического процесса, представлен на рисунке 3.3, а внешний вид детали – на рисунке 3.4.
Она представляет собой широко распространенную в машиностроении деталь типа ступенчатого вала. Анализ рабочего чертежа детали позволяет сделать следующие заключения:
· основными конструкторскими базами являются ось детали и торец, от которых заданы размеры;
· в массовом и крупносерийном производстве заготовки получают методами штамповки или из круглого проката.
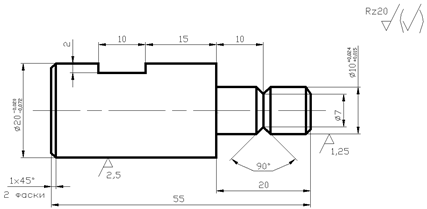
Рис. 3.3.
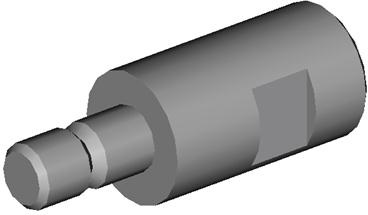
Рис. 3.4
На основании проведенных ниже расчетов в качестве заготовки выбрана заготовка из горячекатаного круглого проката обычной точности Æ21+0,4-0,5.
В настоящее время разработаны типовые технологические процессы механической обработки валов на основе разновидности их в разных типах производства. Используя отдельные элементы операций типового технологического процесса, составляем технологический процесс изготовления детали «Хвостовик».
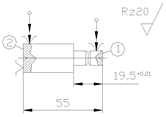
| № перехода | Наименование операции и содержание перехода | Эскиз механической обработки | Режущий и измерительный инструмент | ||||
| 1 2 3 4 5 6 7 | 005 Револьверная Подача прутка до упора Точить поверхность 1 в размер Æ20,5-0,21 на длине 57-0,25 Точить поверхность 2 в размер Æ17,5-0,18 на длине 20+0,21 Точить поверхность 2 в размер Æ15-0,18 на длине 20+0,21 Точить поверхность 2 в размер Æ12,5-0,18 на длине 20+0,21 Точить канавку 3 Отрезка в размер 57-0,25 |
| Резец 1 проходной прямой с пластиной из Т15К6 по ГОСТ 18869–73 j=45° Резец 2 проходной упорный с пластиной из Т15К6 по ГОСТ 18879–73 j=90° Резец 3 проходной упорный с пластиной из Т15К6 по ГОСТ 18879–73 j=90° Резец 4 проходной упорный с пластиной из Т15К6 по ГОСТ 18879–73 j=90° Резец 5 специальный с пластиной из Т5К10 по ГОСТ 18879–73 j=90° Резец 6 отрезной с пластиной из Т5К10 по ГОСТ 18884–73 ширина 3 мм Штангенциркуль | ||||
| 1 2 3 4 5 6 | 010 Фрезерно-центровальная Установить и закрепить заготовку Фрезеровать поверхность 1 Центровать поверхность 1 Переустановить и закрепить заготовку Фрезеровать поверхность 2 Центровать поверхность 2 |
| Фреза дисковая по ГОСТ 3755–78 из быстрорежущей стали Р6М5 Сверло центровочное ГОСТ 14952–75 Калибр – пробка Штангенциркуль | ||||
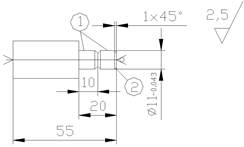
| 1 2 3 | 015 Токарная I-я Установить и закрепить заготовку Точить поверхность 1 в размер Æ11-0,043 с подрезкой торца в размер 20 Точить фаску 2 |
| Резец проходной упорный с пластиной из Р18 по ГОСТ 18879–73 j=90° Резец проходной прямой с пластиной из Т15К6 по ГОСТ 18869–73 j=45° Штангенциркуль Скоба односторонняя предельная | ||||
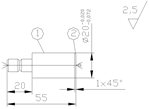
| 1 2 3 | 020 Токарная II-я Установить и закрепить заготовку Точить поверхность 1 в размер Æ20-0,02-0,072 Точить фаску 2 |
| Резец проходной прямой с пластиной из Р18 по ГОСТ 18869–73 j=45° Штангенциркуль Скоба односторонняя предельная | ||||
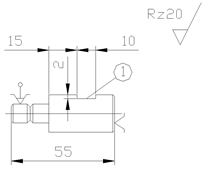
| 1 2 | 025 Фрезерная Установить и закрепить заготовку Фрезеровать поверхность 1 |
| Фреза дисковая пазовая из быстрорежущей стали Р6М5 по ГОСТ 3964–69 Штангенциркуль | ||||
| 030 Контроль промежуточный | Штангенциркуль микрометр | ||||||
| 035 Термическая обработка HRC 40…45 | Закалочная ванна | ||||||
| 1 2 3 | 040 Шлифовальная Установить и закрепить заготовку Шлифовать поверхность 1 в размер Æ10,3-0,043 Шлифовать поверхность 1 в размер Æ10+0,024+0,015 |
| Шлифовальный круг 24А40ПС25К по ГОСТ 2424–83 Контрольная индикаторная скоба | ||||
| 045 Контроль окончательный | Штангенциркуль Микрометр Контрольная индикаторная скоба | ||||||

6. Определение припусков расчётно-аналитическим методом
Исходные данные: деталь «хвостовик», изготовлена из материала: сталь 45 ГОСТ1050–74. В качестве заготовки выбираем горячекатаный прокат обычной плотности ГОСТ 2590–71.
Рассматриваем припуски на наружный диаметр хвостовика Ø20![]() . Определяем квалитет точности заданного размера по таблице [1, с. 192]. В результате находим квалитет 9. Составляем маршрут обработки данной поверхности, руководствуясь таблицей [1, с. 181].
. Определяем квалитет точности заданного размера по таблице [1, с. 192]. В результате находим квалитет 9. Составляем маршрут обработки данной поверхности, руководствуясь таблицей [1, с. 181].
1. Заготовка – пруток обычной точности.
2. Черновое точение, точность 12 квалитет.
3. Чистовое точение, точность 9 квалитет.
Расчёт припусков сводим в таблицу 3.1. Отклонения расположения при установке в центрах определяются по формуле:
DSk=Dk×l, (3.29)
где
Dk – отклонение оси детали от прямолинейности, мкм на 1 мм (в справочных материалах далее именуется кривизной).
L – общая длина заготовки.
Dk находим в таблице [1, с. 180]
Dk=0,5 мкм/мм; l=55 мм
DSk=0,5×55=27,5 мкм » 28 мкм
Кривизну при всех последующих операциях определяем по формуле:
Dост=Ку×Dз, где (3.40)
Dз – кривизна заготовки (DSk),
Ку – коэффициент уточнения, определяется из таблицы [1, с. 190]
Dточ. черн. =0,06×28=1,68 мкм » 2 мкм
Dточ. чист. =0,04×28=1,12 мкм » 1 мкм
При установке в центрах погрешность установки равна e=0.
Определяем минимальные припуски на операции по формуле:
2Zmini=2 (Rzi-1+hi-1+Di-1+ei), где (3.41)
Rzi-1 – шероховатость поверхности заготовки на предшествующей операции,
hi-1 – глубина дефектного поверхностного слоя на предыдущей операции.
2Zmin.точ.черн.=2 (125+150+28)=606 мкм
2Zmin.точ.чист.=2 (63+60+2)=250 мкм
Предельные размеры детали:
dмин.дет.=20–0.072=19.928 мм
dмакс.дет.=20–0.020=19.98 мм
Td=dmax.дет.-dmin.дет.=19,98–19,928=0,052 мм
Определяем межоперационные минимальные размеры по формуле:
dmini-1=dmini+2Zmini (3.42)
dmin.точ.черн.=19,928+0,25=20,178 мм
dштп. заг.=20,178+0,06=20,238 мм
По рассчитанному размеру заготовки выбираем стандартный размер прутка. Выбираем пруток обычной точности размером Ø21+0,4-0.5. На чертеже заготовки указывается сортамент:
Похожие работы


... целесообразно использовать ковку в подкладном штампе. Чертеж заготовки представлен на рис.4.1. При этом способе изготовления заготовки возможно получить припуски до 3 мм, с допусками +1.5 ¸ -1 мм. 5. Выбор плана обработки детали Технологический процесс обработки детали предусматривает несколько стадий. Если рассматривать данный процесс в укрупненном плане, то необходимо выделить ...
... детали (1 для тел вращения). Себестоимость поковки равна 45,1 руб. Себестоимость литой заготовки 240 руб. Для изготовления заготовки хвостовика целесообразно использовать свободную ковку. Эскиз заготовки представлен на рис.4.1.5. Выбор плана обработки детали Технологический процесс обработки детали предусматривает несколько стадий. Если рассматривать данный процесс в укрупненном плане, то ...

... Допустить к защите: «___» ____________ 2000 г. Руководитель ______________Пояснительная записка к курсовому проектуТема проекта: «Разработать инструментальную оснастку к технологии изготовления детали «корпус» в условиях обработки на станках с ЧПУ»Проект выполнил студент: Бакачёв Андрей Игоревич шифр: 96009 группа: МТ-8 факультет: ВФ Специальность: 1201 Нормоконтроль ...
... заготовки Штамповка 5. Масса заготовки 2,309 кг. 6. Годовая программа выпуска 15000 7. Режим работы 2 смены 8. Продолжительность смены8 часов 9. Коэффициент загрузки участка 0,4 10.Технологический процесс изготовления детали Таблица 1. Таблица 1 № Наименование операции Тип обору-дования Норма времени Разряд работ Мощность Электродвигателя, (кВт) tшт, мин. tо, ...
0 комментариев