Навигация
21 ГОСТ 2590–71
Круг –
45 ГОСТ 14034–74
Заносим размеры прутка в составленную таблицу 3.1. Округляем минимальные межоперационные размеры. Определяем допуск для каждой операции в зависимости от квалитета и диаметра min. Определяем максимальные межоперационные размеры по формуле:
dmax= dmin+Td (3.43)
dmax.точ.черн.=20,2+0,21=20,41 мм
Находим максимальные и минимальные межоперационные припуски:
2Zmaxi=dmaxi-1–dmaxi (3.44)
2Zmax.точ.черн.=21,4–20,41=0,99 мм =990 мкм
2Zmax.точ.чист.=20,41–19,98=0,43 мм =430 мкм
2Zmini=dmini-1–dmini (3.45)
2Zmini.точ.черн.=20,5–20,2=0,3 мм =300 мкм
2Zmin.точ.чист.=20,2–19,928=0,272 мм =272 мкм
Проверку выполненного расчёта осуществляем по формуле:
Tdзаг.–Tdдет.=2Zmax.o.–2Zmin.o. (3.46)
Tdзаг.–Tdдет.=900–52=848 мкм
2Zmax.o.–2Zmin.o.=(990+430) – (300+272)=848 мкм
Таблица 3.1. Таблица расчёта припусков
| Элементарная поверхность детали и технологический маршрут её обработки | Элементы припуска МКМ | Расчётный припуск 2Zmin, мкм | Расчётный наименьший размер, мм dmin | Допуск на изготовление Td, мкм | Принятые (округлённые) размеры по переходам, мм | Полученные предельные припуски, мкм | |||||
| RZ | h | D | e | dmax | dmin | 2Zmax | 2Zmin | ||||
| Ø20-0.020-0.072 пруток | 125 | 150 | 28 | – | 20.238 | 900 | 21.4 | 20.5 | |||
| Точение черновое, кв. 12 | 63 | 60 | 2 | – | 606 | 20.178 | 210 | 20.41 | 20.2 | 990 | 300 |
| Точение чистовое, кв. 9 | 6.3 | 20 | 1 | – | 250 | 19.928 | 52 | 19.98 | 19.928 | 430 | 272 |
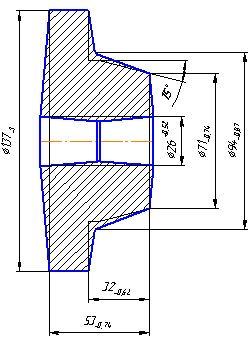
Схема расположения припусков
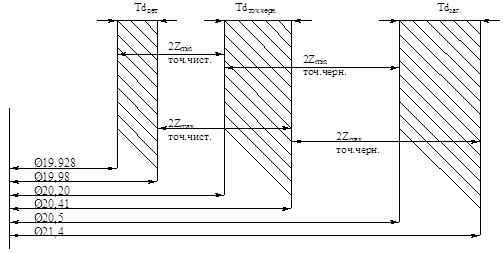
Рис. 3.5
7. Выбор технологического оборудованияВыбор станочного оборудования является одной из важнейших задач при разработке технологического процесса обработки заготовки. От правильного его выбора зависит производительность изготовления детали, экономное использование производственных площадей, механизации и автоматизации ручного труда, потребление электроэнергии и, в итоге, себестоимость изделия. В зависимости от объема выпуска изделий выбирают станки по степени специализации и высокой производительности.
Для реализации разработанного технологического процесса изготовления детали «Хвостовик» в качестве технологического оборудования предполагается использование следующих станков:
1. Станок токарно-револьверный модели 1Г325
Основные параметры станка:
| Наибольший диаметр обрабатываемого прутка, мм | 25 |
| Наибольшая длина подачи прутка, мм | 80 |
| Расстояние от торца шпинделя до передней грани револьверной головки, мм | 70–400 |
| Наибольшее рабочее перемещение перемещения поперечного суппорта, мм | 80 |
| Частота вращения шпинделя, об/мин | 80–3150 |
| Мощность электродвигателя главного привода, кВт | 6 |
| Габаритные размеры: | |
| длина, мм | 3980 |
| ширина, мм | 1000 |
| высота, мм | 1555 |
| Масса, кг | 1400 |
Похожие работы


... целесообразно использовать ковку в подкладном штампе. Чертеж заготовки представлен на рис.4.1. При этом способе изготовления заготовки возможно получить припуски до 3 мм, с допусками +1.5 ¸ -1 мм. 5. Выбор плана обработки детали Технологический процесс обработки детали предусматривает несколько стадий. Если рассматривать данный процесс в укрупненном плане, то необходимо выделить ...
... детали (1 для тел вращения). Себестоимость поковки равна 45,1 руб. Себестоимость литой заготовки 240 руб. Для изготовления заготовки хвостовика целесообразно использовать свободную ковку. Эскиз заготовки представлен на рис.4.1.5. Выбор плана обработки детали Технологический процесс обработки детали предусматривает несколько стадий. Если рассматривать данный процесс в укрупненном плане, то ...

... Допустить к защите: «___» ____________ 2000 г. Руководитель ______________Пояснительная записка к курсовому проектуТема проекта: «Разработать инструментальную оснастку к технологии изготовления детали «корпус» в условиях обработки на станках с ЧПУ»Проект выполнил студент: Бакачёв Андрей Игоревич шифр: 96009 группа: МТ-8 факультет: ВФ Специальность: 1201 Нормоконтроль ...
... заготовки Штамповка 5. Масса заготовки 2,309 кг. 6. Годовая программа выпуска 15000 7. Режим работы 2 смены 8. Продолжительность смены8 часов 9. Коэффициент загрузки участка 0,4 10.Технологический процесс изготовления детали Таблица 1. Таблица 1 № Наименование операции Тип обору-дования Норма времени Разряд работ Мощность Электродвигателя, (кВт) tшт, мин. tо, ...
0 комментариев