Навигация
Изготовление литых деталей из металлических сплавов
54151
знак
3
таблицы
0
изображений
Оглавление
1.Изготовление литых деталей из металлических сплавов
1.1. Общие сведения
1.2. Технологические требования к конструкции деталей
1.3. Литье под давлением
1.4. Формообразование деталей методом литья по выплавляемым моделям
2.Изготовление деталей из пластмасс
2.1. Технологические особенности конструирования пластмассовых деталей
2.2. Изготовление деталей из термореактивных пластмасс
2.3. Изготовление деталей из термопластичных пластмасс
3.Изготовление деталей из керамики
3.1. Исходные материалы керамических изделий
3.2. Изготовление исходной керамической массы
3.3. Методы изготовления керамических деталей
ЗАКЛЮЧЕНИЕ
1.Изготовление литых деталей из металлических сплавов
1.1. Общие сведения
В производстве РЭС для снижения металлоемкости и трудоемкости изготовление некоторых деталей производят из литых заготовок - отливок. К числу таких деталей относят корпуса сборочных единиц приемников, передатчиков; деталей антенных устройств, волноводных линий; радиаторы охлаждения; детали механизмов различных систем; постоянные магниты.
Основными операциями технологических процессов получения отливок являются: плавка металла, заливка расплава в форму, удаления отливки из формы после ее затвердевания, отрезка литников, термообработка.
В зависимости от применения технологического оборудования и конструкции литейных форм различают следующие виды литейных процессов: литье под давлением, литье в металлические формы, литье в оболочковые формы, литье в песчаные формы. Область применения того или иного способа литья определяется объемом производства, требованиями к геометрической точности, экономической целесообразности.
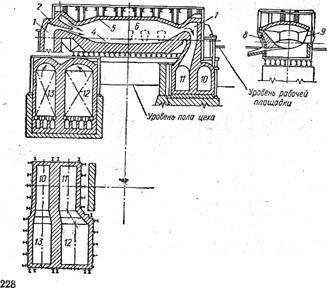
Типовым технологическим оборудованием являются плавильные печи, машины для литья под давлением, машины центробежного литья, формовочные машины, сушильные агрегаты, металлорежущие станки для отрезки литников.
Технологической оснасткой являются пресс-формы, литейные формы, модели, металлические литейные формы-кокили и т.п.
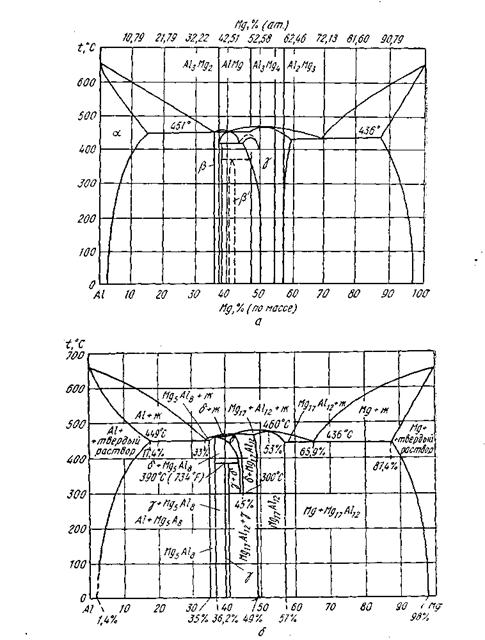
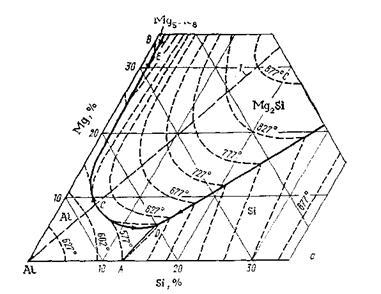
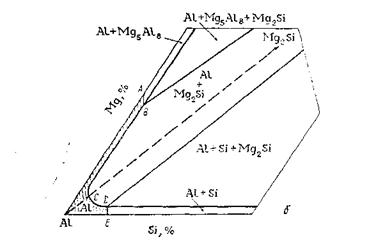
В зависимости от назначения детали и ее конструкции для получения отливок применяют: стали и сплавы на основе алюминия, меди, титана, магния. Технико-экономическая эффективность процессов литья обоснована возможностью изготовления заготовок для деталей сложной формы, с достаточной точностью размеров при рациональном использовании сплава.
1.2. Технологические требования к конструкции деталей
Конструируя литую деталь, необходимо учитывать литейные свойства заливаемого сплава: жидкотекучесть, кристаллизацию и усадку.
Жидкотекучесть – это способность металлов и сплавов течь в расплавленном состоянии по каналам литейной формы, заполнять ее полости и четко воспроизводить контуры отливки. Сплавы, затвердевающие при постоянной температуре (эвтектические сплавы), обладают лучшей жидкотекучестью, чем сплавы, образующие твердые растворы и затвердевающие в интервале температур. Чем больше жидкотекучесть, тем тоньше может быть получаемая стенка. В то же время жидкотекучестъ зависит от условий теплоотдачи в форме.
Кристаллизация сплава происходит в направлении, перпендикулярном поверхности теплоотдачи. Скорость кристаллизации меняется от максимальной у поверхности до минимальной в центре стенки отливки. Одновременно происходит рост кристаллов-зерен. Для создания равномерной и мелкозернистой структуры желательно уменьшать толщину стенок.
Усадка - свойства металлов и сплавов уменьшаться в объеме при охлаждении. Относительная линейная усадка Кл определяется из соотношения
![]() , (5.1)
, (5.1)
где ![]() - размер формы,
- размер формы, ![]() - размер отливки при комнатной температуре.
- размер отливки при комнатной температуре.
Линейная усадка для углеродистых сталей составляет 2 - 2,4 %, для алюминиевых сплавов 0,9 - 1,5 %, для медных – 1,4 – 2,3 %. Линейная усадка вызывает образование трещин и коробление вследствие торможения усадки в отдельных местах отливок. Объемная усадка (Коб = 3 Кл) приводит к образованию усадочной пористости в утолщенных местах отливки.
Перечисленные свойства сплавов определяют конструктивные особенности деталей, полученных литьем: равностенность, радиусы закруглений, плавные переходы, уклоны, отверстия и армирование.
Равностенность. Для обеспечения равномерности усадки и отсутствия усадочных раковин толщина стенок отливки на всем протяжении должна быть одинаковой. Для сохранения необходимой прочности детали отливка усиливается ребрами жесткости (рис.5.1). Толщина ребер жесткости tp составляет: для внешних ребер tp = (0,8 - 0,9) t, для внутренних tp = (0,6 - 0,7)t , где t - средняя толщина стенки отливки. Толщина стенок отливок зависит от методов литья и литьевых сплавов.
Радиусы закруглений. Радиусы закруглений предотвращают появление трещин в местах сопряжения стенок вследствие неравномерности кристаллизации. Острые кромки допускаются только на плоскости разъема литейных форм. Радиусы закруглений определяются выражением
![]() , (5.2)
, (5.2)
где t1, t2 - толщины стенок; k - коэффициент, зависящий от метода литья.
При литье по выплавляемым моделям и при литье под давлением рекомендуется величина R = 0,8 - 1,0 мм. Радиусы закруглений R на внешних кромках обычно уменьшаются в два раза по сравнению c R внутренних кромок.
Переходы от толстых сечений к тонким должны быть плавными. Рекомендуемый размер перехода определяется из соотношения ![]() (где t1 и t2 - размер толстого и тонкого сечения).
(где t1 и t2 - размер толстого и тонкого сечения).
Уклоны и конусность. На необрабатываемых поверхностях, расположенных перпендикулярно плоскости разъема, необходимо предусмотреть уклоны и конусность. В случае недопустимости по конструктивным соображениям конусность должна входить в припуск и удаляться при механической обработке. Конусность на внешних и внутренних поверхностях при литье по выплавляемым моделям и под давлением 1,5 - 3о.
Отверстия. Рекомендуется изготовлять отверстия сразу при литье, так как при последующем сверлении в утолщениях отливок вскрываются усадочные или газовые раковины. При необходимости получения отверстий с чистой поверхностью и точными размерами оставляют припуск на механическую обработку. Не рекомендуется делать очень глубокие отверстия, для которых l > 3d (l, d – глубина и диаметр отверстия). Минимальные значения отверстий, получаемых литьем под давлением из алюминиевых и магниевых сплавов - 1,5 мм, из латуни - 3 мм.
Армирование используют в том случае, когда металл детали не полностью отвечает требованиям, например по прочности или антифрикционным свойствам, оно значительно расширяет область применения литых деталей в устройствах РЭС. Метод армирования отливок широко применяется при литье под давлением. В зависимости от назначения можно рассматривать три направления армирования: армирование для создания равностенности; армирование, заменяющее сборку; армирование для создания качественно новых изделий. На рис. 5.2 приведены примеры армирования отливок.
Похожие работы


... механических нагрузок. Наиболее изнашиваемой частью двигателя гоночного автомобиля является поршень цилиндра. По утверждению специалистов немецкой фирмы Mahle, являющейся лидером в производстве поршней гоночных автомобилей, «стоимость поршня болида Formula –1 практически можно приравнять к цене золота». Основными материалами, используемыми в двигателях Формулы-1, являются алюминиевые магниевые, ...





... этапе является более дешевым оборудованием, чем молот. 3. При внедрении и реализации нового технологического процесса штамповки детали типа "фланец" их хромоникелевого жаропрочного сплава уменьшается количество технологических операций, уменьшается суммарная трудоемкость процесса. 4. В рамках разработки нового технологического процесса проведены основные технологические расчеты: определена ...
... линейной усадки сплава, которая составляет для углеродистой стали 1,8...2%. Модели могут быть деревянными или металлическими. Стержневые ящики для изготовления стержней обеспечивают равномерное уплотнение смеси и быстрое извлечение стержня. Как и модели, стержневые ящики имеют литейные уклоны, при назначении их размеров учитывают величину усадки сплава и припуска на механическую обработку. ...
... . На шлифовальных станках обрабатывают детали с помощью абразивных инструментов. 2.12 Расчет и составление баланса материалов Годовая производительность цеха по производству безвольфрамовых твердых сплавов на основе карбида титана составляет 45т. Производство осуществляется по технологической схеме, изображенной на рис.1.4. Потери при каждой операции составляют (а – ...
0 комментариев