Навигация
Изготовление деталей из термопластичных пластмасс
54151
знак
3
таблицы
0
изображений
2.3. Изготовление деталей из термопластичных пластмасс
Наиболее эффективным и производительным методом массового производства деталей из полиэтилена, полистирола, поликарбоната, полипропилена, полиамидов и других материалов является литьё под давлением и выдавливанием (экструзией).
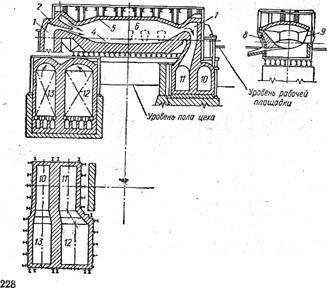
Литье под давлением пластмасс осуществляется по тому же принципу, что и литье металлов. Сущность этого способа заключается в следующем. Перерабатываемый материал в виде гранул или крошки из загрузочного бункера 8 (рис. 6.8) подается дозатором 9 в рабочий цилиндр 6 с электронагревателем 4. При движении поршня 7 определенная доза материала поступает в зону обогрева, где он переходит в вязкотекучее состояние, а уже расплавленный материал через сопло 3 и литниковый канал – в полость пресс-формы 1, где формируется изготавливаемая деталь 2. В рабочем (нагревательном) цилиндре на пути движения расплава установлен рассекатель 5, который заставляет расплав протекать тонким слоем у стенок цилиндра. Это ускоряет прогрев материала и обеспечивает более равномерную температуру расплава. После охлаждения и затвердевания материала пресс-форма раскрывается, и готовая деталь с помощью выталкивателей извлекается из нее. Для предотвращения нагревания выше 50 – 70 оС в процессе литья пресс-форма охлаждается проточной водой.
Основными технологическими параметрами, влияющими на качество деталей, являются: температура расплава в цилиндре машины, удельное давление литья, температура пресс-формы, время выдержки под давлением.
Температуру расплава выбирают с учетом реологических свойств и термостойкости полимера. Время выдержки под давлением составляет 2 - 10 мин и зависит от толщины стенок деталей; оно назначается из условия того, чтобы деталь достигла определенной прочности, исключающей необратимую деформацию ее при извлечении из пресс-формы.
Продолжительность цикла литья складывается из времени смыкания пресс-формы, впрыска, выдержки под давлением и раскрытия пресс-формы. Рабочий цикл зависит от вида материала детали, средней толщины стенки и может составлять 10 – 20 с.
Достигаемая точность изделий, получаемых литьем под давлением, соответствует 11 -12 квалитетам точности, а шероховатость поверхностей – Rа 1,25 мкм.
Технологическим оборудованием являются литьевые машины, а технологической оснасткой – пресс-формы. Важным параметром литьевых машин является усилие смыкания Рсм пресс-формы. Для исключения самопроизвольного раскрытия пресс-формы в момент заполнения ее расплавом необходимо выполнение условия
Рсм ≥ Рф (Fизд · n + Fл), (6.5)
где Рф – давление в пресс-форме; Fизд и Fл – площади изделия и литников в плоскости разъема пресс-формы; n – количество гнезд в пресс-форме.
В настоящее время применяют литьевые машины, в которых автоматизированы все операции получения пластмассовых деталей.
Выдавливание (экструзия) применяют для изготовления изделий из термопластов постоянного профиля в поперечном сечении: труб, прутков, пленок и т.п. Этот способ характеризуется высокой производительностью процесса и возможностью получения на одном и том же технологическом оборудовании большого многообразия деталей. Выдавливание осуществляется на специальных червячных машинах. Перерабатываемый материал в виде порошка, гранул или крошки из бункера 1 (рис. 6.9 а) попадает в рабочий цилиндр 3, где захватывается вращающимся червяком 2. Червяк продвигает материал, перемешивает и уплотняет его. В результате передачи теплоты от нагревательного элемента 4 и выделения теплоты при трении частиц материала о стенки цилиндра перерабатываемый материал переходит в вязкотекучее состояние и непрерывно выдавливается через калиброванное отверстие 5 в формующей головке 6.
По мере выхода из отверстия головки материал охлаждается и затвердевает, сохраняя профиль и размеры выходных изделий головки. Профиль изделий определяется профилем отверстий в формующей головке. Меняя формирующие головки на литейной машине, можно получить изделия различного профиля (рис. 6.9 б).
6.4. Изготовление деталей из неметаллических листовых материалов
Резка и вырубка. Большинство листовых неметаллических материалов (гетинакс, стеклотекстолит, текстолит, оргстекло) не обладают достаточными пластическими свойствами, необходимыми для резки и вырубки. Поэтому перед выполнением указанных операций исходные заготовки подвергают нагреву. Предельная толщина листа для резки и вырубки без подогрева равна I мм для гетинакса и 1,5 мм для стеклотекстолита. При толщине 1 - 5 мм для предотвращения появления дефектов на поверхности среза (трещин, сколов) резку и вырубку производят с предварительным подогревом. Гетинаксы различных марок подогревают до температуры 90 -120 оС, стеклотекстолиты до 70 – 90 °С, текстолиты до 80 - 90 °С. Нагрев производят в электропечах, термостатах или в специальных установках, использующих инфракрасные лучи. Резку выполняют на механических ножницах с параллельным расположением ножей, надежно прижимая заготовку к столу ножниц в зоне резки. При толщине листа свыше 5 мм резку производят дисковыми фрезами без подогрева.
Вырубка производится вырубными штампами на прессах, причем вырубка с подогревом обеспечивает лучшее качество поверхности среза, более высокую точность, меньшие дефекты, но усложняет и удорожает процесс производства. Предельная толщина листа для вырубки без подогрева равна 1,5 мм для стеклотекстолита и 1 мм для гетинакса. Характерными дефектами при вырубке деталей из листовых слоистых материалов являются сколы, трещины и ореолы ( расслоение и выпучивание материала у вырубленных отверстий) у поверхности среза. Основными причинами образования ореолов являются: завышение зазора между пуансоном и прижимом, затупление режущих кромок пуансонов и матриц, недостаточное усиление прижима, нарушение режима подогрева заготовки. Шероховатость среза при вырубке получается в пределах Rа 10 – 20 мкм, точность размеров значительно ниже точности при вырубке отверстий в металлических деталях.
Сверление. При сверлении термореактивных пластмасс с волокнистыми и слоистыми наполнителями (особенно стеклотекстолита), сверла из быстрорежущей стали быстро изнашиваются, что приводит к уменьшению размера отверстий. Поэтому при сверлении отверстий, к которым предъявляются высокие требования по точности, применяют сверла из твердых сплавов. Низкая теплопроводность пластмасс вызывает местный разогрев ее в зоне обработки, что приводит к некоторым негативным явлениям. Например, при сверлении коммутационных отверстий в многослойных печатных платах разогретая пластмасса обволакивает срезы фольги, выходящие в отверстие, и затрудняет получение электрической коммутации между слоями платы. Для охлаждения зоны сверления используют только газообразные вещества, не содержащие влаги, а применение жидких охлаждающих веществ приводит к замасливанию отверстий. Для получения хорошего качества обработанных отверстий рекомендуется применять скорости резания V = 40 - 50 мм/мин и подачи равной 0,1 - 0,2 мм/об, а при обработке точных и чистых отверстий - 0,03 - 0,05 мм/об.
3.Изготовление деталей из керамики
Похожие работы


... механических нагрузок. Наиболее изнашиваемой частью двигателя гоночного автомобиля является поршень цилиндра. По утверждению специалистов немецкой фирмы Mahle, являющейся лидером в производстве поршней гоночных автомобилей, «стоимость поршня болида Formula –1 практически можно приравнять к цене золота». Основными материалами, используемыми в двигателях Формулы-1, являются алюминиевые магниевые, ...





... этапе является более дешевым оборудованием, чем молот. 3. При внедрении и реализации нового технологического процесса штамповки детали типа "фланец" их хромоникелевого жаропрочного сплава уменьшается количество технологических операций, уменьшается суммарная трудоемкость процесса. 4. В рамках разработки нового технологического процесса проведены основные технологические расчеты: определена ...
... линейной усадки сплава, которая составляет для углеродистой стали 1,8...2%. Модели могут быть деревянными или металлическими. Стержневые ящики для изготовления стержней обеспечивают равномерное уплотнение смеси и быстрое извлечение стержня. Как и модели, стержневые ящики имеют литейные уклоны, при назначении их размеров учитывают величину усадки сплава и припуска на механическую обработку. ...
... . На шлифовальных станках обрабатывают детали с помощью абразивных инструментов. 2.12 Расчет и составление баланса материалов Годовая производительность цеха по производству безвольфрамовых твердых сплавов на основе карбида титана составляет 45т. Производство осуществляется по технологической схеме, изображенной на рис.1.4. Потери при каждой операции составляют (а – ...
0 комментариев