Технологическая часть
Площадь сечения материала на сите по формуле [1,с.5,ф.(1,3)]
Расчет и подбор темперирующей машины
Расчет защитного заземления
Определяется показатель формы помещения по [2,с.30]
Расчет отопления
Организационная часть
Описание монтажной работы конкретной единицы
Исследовательская часть
Содержание рабочих мест и проходов
Электробезопасность
Охрана окружающей среды
Строительная часть
Определяются затраты на пар
Определяются затраты на износ малоценного и быстроизнашивающегося инвентаря
Расчёт экономической эффективности проекта
Навигация
Технологическая часть
Инвестиционный проект производства молочных конфет производственной мощностью 500 тонн в год
68703
знака
17
таблиц
5
изображений
1 Технологическая часть
1.1 Аппаратурно-технологическая схема
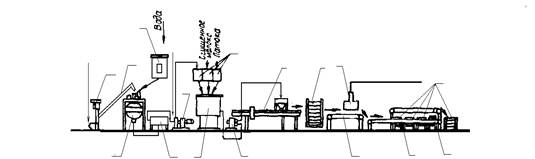
Рисунок 1 –Технологическая схема производства молочных конфет
Сахарный песок из мешков загружают в вертикальный центробежный просеиватель 1. Очищенный от грязи и ферропримесей сахарный песок шнеком 2 подается в варочный котел 3, одновременно с подачей сахара из мерника 4 подается горячая вода. В варочном котле происходит уваривание сырья до влажности примерно 20 % с одновременным интенсивным перемешиванием якорной мешалкой. Приготовленный сироп далее поступает в фильтр-ванну 5, откуда двухплунжерным насосом 6 сироп задается в мерник-дозатор 7 для сахарного сиропа, патоки и сгущенного молока. Сахарный сироп, патока, сгущенное молоко из мерников-дозаторов по трубопроводу в необходимой пропорции дозируются в темперирующую машину 8, в темперирующей машине происходит подогрев массы с одновременным перемешиванием. Оттемперированная (60-65![]() ) конфетная масса шестеренчатым насосом 9 подается в приемную воронку конфетоотливочной машины для отливки корпусов конфет 10. Лотки с отлитыми в кукурузный крахмал корпусами устанавливают в штабеля 11 и на тележках отвозят на выстойку здесь же в цехе, где поддерживается температура воздуха
) конфетная масса шестеренчатым насосом 9 подается в приемную воронку конфетоотливочной машины для отливки корпусов конфет 10. Лотки с отлитыми в кукурузный крахмал корпусами устанавливают в штабеля 11 и на тележках отвозят на выстойку здесь же в цехе, где поддерживается температура воздуха ![]() . Выстойка длится 2-3 ч и более, пока конфетная масса в крахмале не закристаллизуется.
. Выстойка длится 2-3 ч и более, пока конфетная масса в крахмале не закристаллизуется.
Лотки с затвердевшими корпусами снова подвозят и загружают в приемную часть конфетоотливочной машины. Здесь лотки опрокидываются, корпуса конфет отделяются от крахмала, и поступают на ленточный транспортер 12. Проходя по ленточному транспортеру корпуса конфет обдуваются от остатков формовочного материала устройством для обдувки 13, далее поступают на двухъярусный ленточный конвейер 14, где происходит выборка брака.
На производственных столах 15 происходит взвешивание конфет электронными весами 16 и расфасовка в коробки массой по 300 грамм. Далее коробки с конфетами укладываются в ящики из гофрированного картона.
Обандероливание ящиков из гофрированного картона происходит в автомате для обандероливания картонных ящиков (на схеме не показан).
Доставка продукта
На предприятие продукт поступает автогрузовым транспортом. Патока доставляется в бочках. Бочки с патокой разгружают с автогрузового транспорта при помощи эстакады, на которую их накатывают и устанавливают отверстиями вниз над желобом проложенным над эстакадой. Вывинтив или выбив пробку из втулки бочки, патоку сливают в желоб, затем из него в приемный бак, из которого уже патоку перекачивают в патокохранилище. После того как вся патока стечет, бочки осторожно пропаривают для смывания со стенок остатков патоки. Разгрузка патоки в холодное время затруднительна а при низких температурах просто невозможна. Поэтому для придания патоке большей текучести перед разгрузкой в холодное время, ее подогревают паром, выпуская последний непосредственно в патоку при помощи стального наконечника, соединенного гибким шлангом с паропроводом.
Сгущенное молоко доставляется в бочках автогужевым транспортом, бочки разгружают вручную, транспортировка в склад происходит с помощью тележек с подъемными вилами на поддонах. Этим же способом доставляется сахарный песок в мешках массой по 50 кг.
1.2 Общая компоновка оборудования
Компоновка - составление из отдельных частей одного согласованного целого в соответствии с определенным смыслом. При компоновке оборудования в цехе, обеспечены нормальные условия эксплуатации оборудования.
1 Оборудование располагается в соответствии с последовательностью технологического процесса;
2 Предусмотрены подъемно-транспортные устройства и механизмы, а также площадки для быстрого и высококачественного ремонта;
3 Соблюдены действующие правила СНиП;
Расположение оборудования соответствует требованиям охраны труда, техники безопасности и техническим условиям обслуживания каждого аппарата.
2 Расчетная часть
2.1 Краткий расчет продуктов
В соответствии с нормами технологического процесса расход основного сырья на 1 тонну изделия составит:
- Сахарный песок - 573 кг
- Сгущенное молоко - 167 кг
- Патока - 65кг
- Вода - 255 кг
Число рабочих дней – 240
При производственной мощности 500 т/год потребность
в сахарном песке: за год ![]()
за сутки ![]()
за час ![]()
в сгущенном молоке: за год ![]()
за сутки ![]()
за час ![]()
в патоке: за год ![]()
за сутки ![]()
за час ![]()
в воде: за год ![]()
за сутки ![]()
за час ![]()
2.2 Расчет и подбор просеивателя
2.2.1 Средняя скорость перемещения материала [1,с.5, ф.(1.4)]
![]()
где n– частота вращения вала кривошипа, об/мин;
r– радиус кривошипа, м;
![]() - коэффициент трения материала о поверхность сита [1, с.5];
- коэффициент трения материала о поверхность сита [1, с.5];
β – угол наклона опорных пластин к вертикали [1,с.5];
![]()
Похожие работы
... продукцию в значительной степени зависит от изменения цен на топлива и энергоносители. Указанные обстоятельства позволили автору сделать вывод о том, что применительно к управлению рисками инвестиционных проектов в пищевой промышленности фундаментальный анализ второго уровня должен отличаться от классического (при использовании того же инструментария). Автор считает, что этот анализ не должен ...
... киловатт (Нижнекамская ГЭС, ТЭЦ КАМАЗа, Заинская ГРЭС, Казанская Нижнекамская ТЭЦ), завод электротехнического оборудования, Камский комплекс заводов по производству большегрузных автомобилей, картонно-бумажный комбинат, города Набережные Челны с 510-тысячным населением. АО «Камгэсэнергострой» имеет также значительный опыт в области ликвидации последствий стихийных бедствий и пожаров. Специалисты ...





... мира (2,17 млн. кв. км.). Общая площадь "материковой" части страны - 42,9 тыс. кв. км. ПОГОДА Город to воды пн, 19.1 вт, 20.1 ср, 21.1 чт, 22.1 Дания Копенгаген - +2 / -1 частичная облачность -4 / -8 дождь со снегом -3 / -8 Эсбъерг +2 +5 / 0 +1 / -3 преимущественная облачность -1 / -5 преимущественная облачность ...
... . Цель ЗАО «Кондитерпром»: техническое перевооружение оставшейся части производства, а также объектов производственной инфраструктуры, действующей кондитерской фабрики «Кондитерпром» - единственного в Республике Бурятия специализированного предприятия по выпуску кондитерских изделий широкого ассортимента на базе использования современной техники. Численность занятых возрастет на 26 человек, что ...
0 комментариев