Пневматические исполнительные механизмы
Позиционеры
Сборка мембранных исполнительных устройств
Устанавливают мембранный исполнительный механизм на регулирующий орган и закрепляют его специальной гайкой 11 (рис.3)
Ремонт седел и затвора
Испытание регулирующих органов на герметичность в седлах и прокладках
Навигация
Устанавливают мембранный исполнительный механизм на регулирующий орган и закрепляют его специальной гайкой 11 (рис.3)
Исполнительные механизмы
58315
знаков
1
таблица
6
изображений
8. Устанавливают мембранный исполнительный механизм на регулирующий орган и закрепляют его специальной гайкой 11 (рис.3).
9. Навинчивают гайку на шток, после чего второй гайкой ее стопорят. Надевают рычаг от позиционера на шток, затем указатель 1 (рис.2), после чего навинчивают на шток специальную гайку 2, которой соединяют шток затвора с промежуточным штоком. Посредством гайки 5 фиксируют положение гайки 2. Если при этом указатель 1 окажется смещённым относительно шкалы 6 положения затвора, то перемещают последнюю так, чтобы против указателя оказалась надпись «Открыто».
Закрепляют позиционер на корпусе мембранного исполнительного механизма и соединяют рычаг с тягой, после чего собранное исполнительное устройство поступает на регулировку.
Сборка нормально закрытого исполнительного устройства отличается от описанной сборки тем, что соответственно меняют положение седел и затвора и после установки верхней крышки, не устанавливая нижнюю крышку, производят притирку затвора и седел. В дальнейшем изменяют положение шкалы поворотом на 180 0.
При регулировке в мембранную полость подают давление сжатого воздуха и, изменяя натяжение пружины 4, добивают полного хода затвора при изменении давления от минимального до максимального значения. Регулировку ведут ключом 7, вращая резьбовую втулку 3. при давлении, равном 50 % максимального давления в мембранной полости исполнительного устройства, верхний рычаг позиционера должен быть параллелен рычагу, закреплённому на штоке затвора. В противном случае регулируют длину вертикальной тяги, прикреплённой нижним концом к указанному рычагу и передающей его движение к механизму позиционера.
Сборку мембранных исполнительных устройств иной конструкции производят в такой же последовательности, как указано выше, но при этом учитывают конструктивные особенности этих исполнительных устройств, а именно: болтовое крепление мембранного исполнительного механизма к верхней крышке регулирующего органа, соединение штоков посредством резьбовой втулки со стопорными винтами и креплением штока к затвору посредством разъёмной головки, другую конструкцию связи позиционера со штоком затвора. При сборке устанавливают паронитовые прокладки толщиной 2 мм под верхнюю и нижнюю крышки корпуса регулирующего органа и толщиной 1 мм под колпачок головки затвора. При отсутствии указателей положения затвора укрепляют на кронштейне посредством хомутика шкальную пластинку, под резьбовую втулку помещают указатель.
2.2.3 Ремонт корпусов и крышек исполнительных устройств
Для выявления необходимости ремонта корпусов и крышек исполнительных устройств вначале их тщательно осматривают, особенно в участках резкого перехода сечений, около ребер и перехода корпуса к фланцу, а затем производят гидравлическое испытание корпуса и крышек на прочность.
Испытание на прочность производят гидравлическим прессом при испытательном давлении Pи = 2,4 МПа (24 кгс/см2) для исполнительных устройств с Ру = 1,6 МПа (16 кгс/см2), Ри = 6 МПа (60 кгс/см2) для исполнительных устройств с Ру = 4 МПА (40 кгс/см2) и при испытательном давлении Ри = 9,6 МПа (96 кгс/см2) для исполнительных устройств с Ру = 6,4 МПа (64 кгс/см2). При испытании пресс целесообразно заполнять керосином или маслом, так как водяное заполнение пресса приводит к появлению ржавчины в дефектных местах. Выявленные трещины, сквозные и глубокие раковины в корпусах и крышках исправляются электродуговой сваркой. Места под сварку разделывают пневматическим или ручным режущим инструментом (зубилом, напильником, сверлом и т.п.). Выплавка дефектного места автогеном не рекомендуется во избежание ослабления прочности металла вследствие выгорания углерода при выплавке.
При ремонте чугунных корпусов и крышек применяют холодную сварку электродами марки ОЗЧ-4.
Толщина покрытия должна быть 1,0…1,2 мм при диаметре стержня 3 мм, т.е. после покрытия диаметр электрода будет 5,0…5,4 мм; 1,25…1,4 мм – при диаметре стержня 4 мм и 1,5…1,7 мм – при диаметре стержня 5 мм. Отношение массы покрытия к массе стержня для электродов всех диаметров составляет примерно 35 %.
Чугун, наплавленный таким электродом, поддается механической обработке твердосплавным режущим инструментом. Сварку производят участками. Каждый участок для снятия напряжений и уплотнения металла шва подвергают непосредственно после сварки ковке молотком вручную.
Швы выполняют не менее чем в два прохода. Заварку трещин ведут обратноступенчатым способом.
Сварку осуществляют на постоянном токе при обратной полярности. Сварочный ток составляет примерно 25…30 А на 1 мм диаметра электрода. Сварку ведут короткими швами (примерно 30 мм) с охлаждением на воздухе до 600 С.
При ремонте корпусов определяют состояние резьбы в корпусе для ввертывания седел: проверяют чистоту обработки и плотность посадки седла. Резьба не должна иметь заусениц, выкрошенных ниток, вмятин и др., а также следов износа рабочим веществом. Резьба должна быть чистой, шлифованной и соответствовать 2-му классу точности. Плотность посадки резьбы проверяют при отвинчивании и завинчивании седел, которые должны отвинчиваться или завинчиваться с некоторым усилием (плотная посадка).
При ремонте корпусов определяют состояние резьбы под шпильки. Если резьба изношена и толщина стенки между шпильками достаточна, то нарезают новую резьбу несколько большего размера и изготовляют под этот размер шпильку. Если толщина стенки мала, то в отверстие под шпильку впрессовывают цилиндрик и, заваривают его в двух сторон, высверливают в нём отверстие и нарезают резьбу под шпильку.
Вывертывание дефектных шпилек иногда представляет трудности, особенно это относится к шпилькам, часть которых отломана. В последнем случае в шпильке просверливают отверстие на глубину 10…15 мм и делают его квадратным, после чего вставляют квадратный стержень и ключом вывертывают шпильку из корпуса. Иногда приваривают к шпильке стержень и затем вывертывают её.
Похожие работы
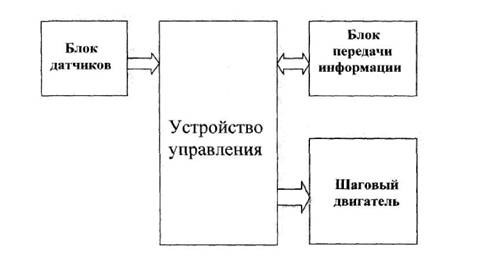
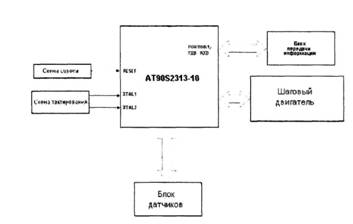
... на его поверхности в каждый момент времени и передавать данные об этом последовательный порт компьютера. 1. Анализ поставленной задачи Темой курсового проекта является «Устройство контроля позиционирования исполнительного механизма». Данное устройство предназначено для наблюдения за работой исполнительного механизма, задания скорости его вращения, контроля позиционирования (т. е. сравнения ...
тью, малыми потерями на трение, технологичность. 1 ТЕХНИЧЕСКОЕ ПРЕДЛОЖЕНИЕ 1.1 Анализ задания Требуется разработать исполнительный механизм с заданным выходным моментом, частотой вращения, и точностью передачи. Двигатель на входе редуктора создает входной момент с частотой вращения двигателя. При помощи редуктора преобразуются требуемые выходные параметры проектируемого механизма на ...
щего органа Выполнил: студент группы АТП-05 Проверил: Баев А.В. Иркутск 2008-07-15 1. Определение диаметра трубопровода по заданному максимальному расходу среды и допустимым скоростям потока. Приняв скорость движения жидкости в трубопроводе 2м/с, вычислим Округляем диаметр D до ближайшего стандартного значения Dт. Уточненяем скорость ...
... машины широко используют в качестве гидродвигателей. Гидродвигатели используются в гидроприводах палубных механизмов. 6. Элементы объёмного гидропривода: рабочие жидкости; гидроаппаратура, гидролинии и гидроёмкости, кондиционеры рабочей жидкости Объемным гидроприводом наз совокупность объем гидромашин, гидроаппаратуры и вспомогательных устройств соед. с помощью гидролиний. Предназначена для ...
0 комментариев