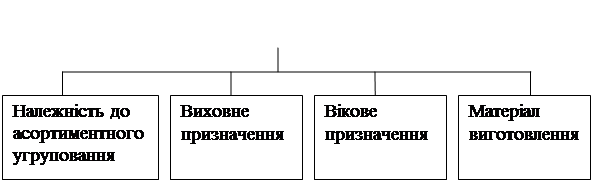
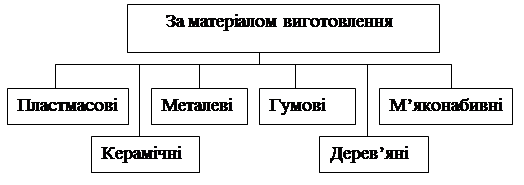
Фактори, що впливають на формування споживних властивостей та якості посуду
Конструкція виробу
Вимоги до якості посуду
Об’єкти та методи дослідження
Визначення зміни ваги та лінійних розмірів зразків пластмас, коефіцієнтов дифузії, сорбції та проникності
Метод визначення гігієнічних показників;
Фізико-хімічні методи
Дослідження асортименту та якості посуду з полімерних
Порівняльна характеристика споживних властивостей виробів
Навигация
Конструкція виробу
Формування асортименту та якості посуду з полімерних матеріалів
126087
знаков
7
таблиц
0
изображений
4. Конструкція виробу.
Обґрунтований вибір конструкції виробу обумовлює можливість його використання за прямим призначенням протягом тривалого часу. Конструкція виробу повинна бути раціональної, зручною для тривалого використання, а форма — простою і гарною. Форма і розміри виробів повинні відповідати технічному описові, кресленням і зразкам-еталонам. Окремі деталі виробів, що складаються з декількох частин (наприклад, чаша і підставка деяких ваз), повинні бути правильно підібрані щодо кольору та відтінку, точно витримані за розмірами. Комплектні вироби (із декількох предметів) повинні мати однотонне фарбування, за винятком тих випадків, коли кольорове фарбування передбачене композицією.
Правильно сконструйований виріб виготовляється за найпростішою технологією і з найменшою кількістю пластмаси. Товщина перетинів у всіх частинах виробу повинна бути приблизно однаковою, а переходи — плавними. Цим забезпечується рівномірність остигання і зменшується схильність виробів до короблення і розтріскування. Найбільш раціональною для пресованих виробів вважається товщина 1—5 мм, а для литих — 0,5 до 4 мм. При більшій товщині виникають утяжини і раковини. При цьому різнотовщинність не повинна перевищувати у пресованих виробів співвідношення 2—1, а в литих — 2,5—1.
5. Форма.
Форма виробів повинна бути по можливості обтічною, кути і грані закруглені, а гранування і рельєфні малюнки - чіткими і ясними. Овальна форма і закруглені кути і грані забезпечують більш високу тривкість виробу або його деталей; гострі ж зовнішні кути легко піддаються відколюванню, сприяють утворенню тріщин. Різкі переходи від однієї поверхні до іншої, навіть при однаковій товщині, викликають утворення внутрішніх напруг, що призводить до короблення.
Тривкість тонкостінних виробів підвищують не збільшенням їхньої товщини, а введенням бортиків, крайок, ребер жорсткості. Цим усувають і можливості короблення під дією внутрішніх напруг, особливо при періодичних нагріваннях і охолодженнях (наприклад, поліетиленових кришок). Короблення усувається також при заміні великих плоских поверхонь сферичними. Підвищуючи тривкість конструкції, бортики і ребро жорсткості часто покращують зовнішній вигляд виробів, роблять менш помітними лінії сполучень збірних матриць і пуансонів. Товщина бортиків, крайок і ребер жорсткості не повинна перевищувати товщини стінок виробу.
До багатьох пластмасових виробів (чарки, склянки, статуетки й ін.) пред'являють вимоги усталеності їх на плоскій поверхні.
6. Наявність та кількість дефектів.
У виробах із пластмас не припускаються такі дефекти: тріщини, недопресовка, значні сторонні домішки, здуття, раковини, стикові шви і сильні короблення. Задирки від облою повинні бути добре зачищені і заполіровані, виріб не повинен мати подряпин і щербин. Крайки виробів повинні бути рівними, гладкими, без гострих граней, тріщин і задирок. Місця стикування прес-форм (сліди від рознімних форм) повинні бути добре ![]() зачищені. Вироби, виготовлені механічною обробкою, не повинні мати, крім того, подряпин (рисок) від абразивних матеріалів і сколів, що утворяться при обробці на верстатах (наприклад, при просвічуванні отворів у ґудзиках).
зачищені. Вироби, виготовлені механічною обробкою, не повинні мати, крім того, подряпин (рисок) від абразивних матеріалів і сколів, що утворяться при обробці на верстатах (наприклад, при просвічуванні отворів у ґудзиках).
У виробах із пластмас може зустрічатися ряд характерних дефектів. Вони виникають як від невдало підібраного складу пластмаси, так і від неправильного вибору і недотримання технологічного режиму її переробки у вироби, а також унаслідок недостатньо рельної обробки уже відформованих виробів. Багато дефектів виникає при недостатньо високих температурах і тиску при формуванні, при надлишковому утриманні летких речовин у формувальному матеріалі, при неправильній конструкції і поганому виготовленні пресувальних і литтєвих форм. Якщо внутрішня поверхня форми недостатньо відполірована і має дефекти (подряпини, ризики, щербини і т.п.), то при формуванні виробу усі вони відіб'ються на його поверхні. Звичайно, крім зачищення задирок і затверділих плівок, відформовані вироби не потребують додаткового опрацювання. При неякісному зачищенні виникають дефекти.
Характерною рисою литих виробів є гладка і блискуча (лита) поверхня. У пресованих виробів поверхня, як правило, менш блискуча і нагадує ковану (пресовану). Дуже важливе дотримання режиму охолодження відформованого виробу або проведення спеціальної термообробки його після формування. При неправильному проведенні цих процесів у виробах створюються великі внутрішні напруги, що викликають жолоблення й утворення тріщин.
Одні дефекти, які зустрічаються на виробах із пластичних мас, ведуть до браку, а інші, в залежності від їхнього розміру, в обмеженій кількості можуть припускатися, але вони погіршують зовнішній вигляд виробів, знижують рівень якості у виробах із термопластів, які отримані литтям під тиском. Зустрічаються такі неприпустимі дефекти, як недолив, перелив і пов'язаний із ним облой, помітні стикові шви, усадочні раковини й ін.
Характерними дефектами пресованих виробів з реактопластів (фено- і амінопластів) є сторонні домішки, недопресовка, розводи, потовщений трат (облой) та ін. Сторонні домішки являють собою вміст інших матеріалів, які видні на поверхні виробу. Вони виникають внаслідок забруднення прес-порошку і поганого очищення прес-форм. Припускаються лише крапкові включення в обмеженій кількості. Цей поширений дефект зустрічається й у литих виробах.
У виробах, виготовлених литтям під тиском, пресуванням, штампуванням та іншими методами, можливі також здуття, короблення, тріщини, подряпини й ін.
Припустимі лише дрібні здуття (діаметром до 1 мм). Розмір припустимих короблень обмежується в пресованих виробах 0,5%, а в штампованих і формованих пневматичними методами — до 1% габаритних розмірів виробів.
Тріщини утворюються в зв'язку з внутрішньою напругою і при необережному вийманні виробів із форми. Утворення внутрішніх напруг часто пов'язане з неправильним добором складу пластмаси, із її надмірно великою усадкою, нерівномірним обігрівом і охолодженням особливо виробів з арматурою (металевими деталями). Причинами розтріскування можуть бути також підвищена вологість прес-порошку і занадто висока температура формування виробу. Утворення тріщин призводить до браку виробів.
Подряпини, риски, відколення на поверхні утворяться при механічному опрацюванні відформованих виробів (при зачищенні облою, литників) грубозернистими абразивними матеріалами. Вони можуть бути також відбитками ушкоджень поверхні форм. Ці дефекти в заполірованому вигляді припускаються у виробах в обмеженій кількості. Обмежуються також різнотонність (плямистість, погане фарбування) і сріблястість (у вигляді синяви і помутніння).
Причиною браку можуть бути також відхилення від їхніх розмірів, які перевищують допуски за кресленнями. Вони виникають при надмірній усадці литтєвої або пресувальної маси, при «невідповідності розмірів форми.
Найпоширенішими дефектами виготовлення листових і плівкових пластмас є неоднакова товщина, розшаровування та різноманітні поверхневі дефекти (подряпини, матові плями, нерівномірність фарбування й ін.). Дефектами декорування виробів є нечіткість малюнків, гравіювання і тиснення, зсув малюнка (трафарет, деколь) й ін.
Похожие работы
... зазначають продавці, зараз користується попитом і навіть опосередковано стосується свята, яке наближається, — в асортименті великих торговельних компаній представлено понад 2000 новорічно-різдвяних товарних позицій. 3. Аналіз стану захисту прав споживачів при реалізації ялинкових прикрас ( за матеріалами Головного Київського міського управління у справах захисту прав споживачів ...

... суті справи, одним із стрижньових завдань захисту економічних інтересів України. Контрабандні операції, інші зухвалі порушення митного законодавства досягли сьогодні таких обсягів, що почали негативно впливати на ситуацію на внутрішньому ринку. ІІ. Формування споживних властивостей меблів в технологічних процесах їх виготовлення 2.1 Сировина, яка використовується у виробництві меблів ...
... оформлення – 5,05 грн. за 1 долар США, 6,874565 за 1 євро. 3.2 Порядок митного оформлення кисломолочного сиру Порядок митного оформлення визначається розділом 3 Митного кодексу України. Усі товари та інші предмети, що переміщуються через митний кордон України підлягають обов'язковому митному. Метою здійснення митного оформлення є: - забезпечення митного контролю, який здійснює ...
... . Варять не більше 20 хв. М'ясний порошок — однорідна маса, отримана подрібненням сухого м'яса, колір світло-коричневий. Варять не більше 5 хв. Волога в порошку не більше 10%, упаковка герметична. ЛЕКЦІЯ ПО ТОВАРОЗНАВСТВУ РИБИ 1.Характеристика сімейств риб Промислові риби класифікують по декількох ознаках. По способу і місцю життя риби ділять на морських, прісноводих, напівпрохідні і прох ...
0 комментариев