Навигация
Совершенствование технологии получения технического ПАН жгутика
59242
знака
2
таблицы
12
изображений
Федеральное агентство по образованию РФ
Министерство образования и науки РФ
технологический институт
Кафедра «Химическая технология»
Курсовая работа
по дисциплине «Химия и технология полимерных
композиционных материалов»
на тему
«Совершенствование технологии получения технического ПАН жгутика»
2007
Содержание
Введение
1. Литературный обзор
1.1. Теоретические основы формования ПАН жгутика
1.2. Технология получения ПАН жгутика
1.3. Свойства ПАН жгутика
1.4. Технологические особенности получения ПАН жгутика по диметилформамидному способу
1.5. Совершенствование технологии ПАН жгутика с целью получения высокопрочных, высокомодульных углеродных волокон
Заключение
Список использованной литературы
Введение
Полиакрилонитрильные волокна и нити в настоящее время представляют наиболее распространенный вид промышленно освоенных карбоцепных синтетических волокон. Это связано со специфически ценными свойствами ПАН волокна: низким коэффициентом теплопроводности, пушистостью, объемностью, которые делают ПАН волокна практически равноценными заменителями шерсти. Кроме того, этот полимер при определенных условиях обладает способностью к циклизации, что определяет такой ассортимент производства ПАНВиН как технический жгутик, используемый в качестве сырья для углеродных волокон.
В последние годы значительно повысился интерес и потребность в технических полиакрилонитрильных нитях – основном сырье для углеродных волокон [1].
В настоящее время ПАН жгутик выпускается в Великобритании, Испании, Турции, США, Германии, Японии, Италии, России[2,3], в том числе и на ОАО «Саратоворгсинтез производят ПАН волокно и ПАН жгутик.
По сравнению с волокном ПАН-жгутик характеризуется большей линейной плотностью жгутика (425 – 1700 текс) и элементарного волокна – 0,17 текс, и повышенной прочностью до 380 – 400 мН/текс.
Одной из основных стадий получения ПАН жгутика является формование. Основной задачей процесса формования является придание полимеру такой физической структуры, чтобы она обеспечивала требуемые физико-механические свойства волокна. Поэтому все операции, связанные с изменением структуры полимера при изготовлении волокна, входят в общий комплекс процесса формования. Структура полимера начинает создаваться еще в прядильном растворе. При протекании раствора через отверстия фильеры структура полимера претерпевает значительные изменения, которые частично остаются зафиксированными в волокне.
Одним из основных моментов формования волокна является высаживание полимера из раствора. При этом протекают различные взаимосвязанные процессы. Свежевысаженное из раствора волокно (нить) подвергают ориентационному вытягиванию, отмывке от растворителя, сушке, термообработке и отделке различными препаратами, после чего волокну придается необходимый товарный вид. Во всех этих операциях происходит изменение структуры полимера, и поэтому все они в той или иной степени влияют на свойства готового волокна.
1. Литературный обзор
1.1. Теоретические основы формования ПАН-жгутика
Технологический процесс получения такой ПАН жгутика включает следующие стадии [4,5]:
- формование нити;
- 2 стадийное пластификационное вытягивание в жидкости;
- промывка нити от роданистого натрия;
- обработка нити разбавленным раствором серной кислоты;
- промывка нити от серной кислоты;
- дополнительное вытягивание в среде пара;
- предварительная сушка нити;
- нанесение отделочной препарации;
- сушка нити и релаксация;
- приемка нити на цилиндрические патроны;
- сортировка, маркировка, упаковка.
Получение ПАН-жгутика осуществляется из того же прядильного раствора, что и при получении волокна, на поточной линии ЛП-24-ПАН, которая по сравнению с технологической схемой получения волокна имеет ряд особенностей [5].
ПАН волокна могут быть получены как формованием из термопластичного состояния полимера, так и из прядильных растворов.
При формовании ПАН волокон из растворов могут быть использованы сухой, сухо-мокрый и мокрый способы получения волокон [6].
В настоящее время наиболее распространен в промышленности мокрый способ формования ПАН волокон. В этом случае возможно применения фильер с большим числом отверстий (более 100 000), что компенсирует низкую скорость формования, и этот способ вполне экономически равноценен высокоскоростному сухому способу формования.
Во время протекания прядильного раствора по капиллярам фильеры происходит значительное изменение структуры растворенного полимера, что отражается в первую очередь на реологических свойствах раствора. Кроме свойств ПАН и растворителя решающую роль в изменении структуры полимера в капилляре играют условия протекания раствора: размеры капилляра, скорость продавливания раствора, продолжительность нахождения раствора в капилляре и, конечно, температурные условия. Кроме того, значительное влияние оказывают также условия на входе и выходе раствора из капилляра. Выявить степень влияния каждого из параметров процесса течения раствора через капилляр не всегда удается, поэтому некоторые из них рассматриваются в совокупности с другими.
Прядильный раствор около отверстия капилляра фильеры имеет изотропную структуру. Попадая в капилляр, раствор испытывает мгновенное воздействие касательных напряжений. Под действием этих напряжений начинает формироваться профиль скоростей потока и одновременно создается поле градиентов скоростей, сначала очень значительное около стенок капилляра, которое постепенно частично выравнивается, приобретая параболический профиль. В результате воздействия градиентного поля элементы структуры раствора подвергаются послойной продольной ориентации в наибольшей степени около стенок и в меньшей степени - вдоль оси капилляра. Этот процесс сопровождается, в свою очередь, изменением касательных напряжений, развивающихся в растворе.
Если проследить за изменением напряжения по длине капилляра во время протекания раствора, то оказывается, что сначала оно быстро растет, а затем постепенно падает до определенной, постоянной при данных условиях величины. В момент увеличения напряжения раствор ведет себя как эластичное тело, так как скорость приложения к нему нагрузки на входе в капилляр очень высока. По мере дальнейшего продвижения раствора по капилляру, когда дополнительного нагружения нет, часть напряжений в растворе имеет возможность релаксировать благодаря его пластичности. Релаксация протекает не до конца, а до уровня напряжения, соответствующего вязкостному сопротивлению раствора при установившемся течении.
В момент выхода прядильного раствора из канала капилляра на стенке струйки перестают действовать напряжения. Это состояние передается к центру струйки, и одновременно ориентированная структура раствора стремится вернуться в первоначальное изотропное состояние, т.е. отрелаксировать. Процесс релаксации деформации элементов структуры сопровождается как бы усадкой струйки раствора и соответственно ее расширением.
Так как на степень ориентации элементов структуры оказывают влияние время пребывания раствора в капилляре, значение градиента скоростей течения и свойства растворенного полимера, такое же влияние эти параметры оказывают и на степень максимального расширения струйки раствора на выходе из фильеры. С увеличением времени пребывания раствора в капилляре, выраженного в пропорциональных ему величинах l : d, степень максимального расширения струйки сначала увеличивается, а затем уменьшается до некоторого предела.
Из фильеры струйка прядильного раствора попадает в среду, осаждающую полимер из раствора, поэтому одновременно с релаксационным процессом на поверхности волокна начинается процесс высаживания полимера и тем самым закрепления ориентированного состояния элементов структуры. Кроме того, на раствор, вытекающий из фильеры, начинает действовать растягивающая сила, которая также способствует протеканию ориентационных процессов. Оба фактора могут в значительной степени снижать эффект расширения струйки.
Осадителями при мокром формовании ПАН волокна могут быть самые разнообразные жидкости, которые можно подразделить по степени их осаждающей способности. Наиболее сильным осадителем является вода.
Если в качестве осадителя используется вода, то ее осаждающее действие на полимер уменьшается при увеличении содержания в нем третьего сомономера, содержащего гидрофильные группы. Увеличение осаждающей способности воды наблюдается, когда рН осадительной ванны становится меньше 3.
Струйка прядильного раствора при вытекании из отверстия фильеры в осадительную ванну значительно расширяется. Одновременно с расширением на поверхности жидкой струйки начинается высаживание полимера. Таким образом, зависимости от скоростей осаждения полимера и расширения струйки раствора задается первоначальный объем струйки прядильного раствора. Чем жестче условия осаждения полимера, тем меньше расширение струйки прядильного раствора и соответственно меньше первоначальный объем волокна. Однако образующееся в таких условиях студнеобразное волокно трудно деформируется, и поэтому при прохождении через осадительную ванну практически не изменяет своего объема. По мере увеличения концентрации растворителя в осадительной ванне первоначальный объем волокна возрастает вследствие расширения струйки, причем образующийся студень содержит больше растворителя и поэтому обладает большей способностью деформироваться под нагрузкой. При достижении такого момента, когда студень может легко деформироваться под действием усилий, прилагаемых при отводе нити из осадительной ванны, объем нити будет непрерывно уменьшаться на участке от максимального расширения струйки после выхода из фильеры до выхода из ванны. Такой момент наступает при формовании волокна из диметилформамидных и диметилсульфоксидных растворов ПАН при содержании в ванне 80% растворителя, а при формовании из водно-роданидных растворов - 17% роданида.
Скорость мокрого формования ПАН волокон зависит в первую очередь от двух факторов: величины расширения струйки прядильного раствора при выходе ее из отверстия фильеры и способности свежесформвванного студнеобразного волокна к растяжению. Остальные многочисленные параметры формования в той или иной степени определяют указанные два фактора. Их влияние можно регулировать или совсем исключить изменением конструкции прядильной машины и ее деталей.
Для оценки влияния расширения струйки рассматриваютяс два принципиально различных способа мокрого формования ПАН волокон: с вытягиванием студнеобразного волокна в осадительной ванне и без вытягивания.
При формовании по первой схеме студнеобразное волокно трудно поддается вытягиванию, поэтому скорость движения струйки, которую она приобретает после расширения, сохраняется до выхода из ванны. Это наиболее часто встречающийся в производственной практике случай. В данных условиях скорость формования целиком зависит от величины расширения струйки и определяющих ее факторов. Формование по второй схеме происходит в условиях полной реализации эффекта расширения струйки. Скорость формования в этом случае определяется только способностью свежесформованного волокна к растяжению. По такому механизму происходит формование волокон сухим методом, а также в отдельных специальных случаях (например, при формовании в воронках или через воздушную прослойку).
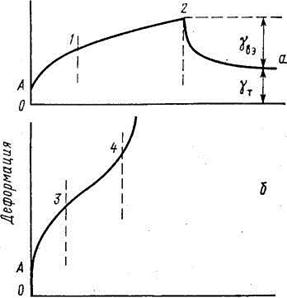
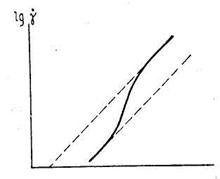
Одновременные измерения диаметров струек у фильеры и максимальной скорости приема нити при формовании ее из растворов полимера в разных растворителях показали четкую корреляцию между этими двумя величинами. Увеличение концентрации растворителя в осадительной ванне снижает скорость осаждения полимера из прядильного раствора и тем самым способствует развитию релаксационных процессов в вытекающей струйке, т.е. ее расширению, что, в свою очередь, приводит к снижению скорости формования. Однако это возможно лишь до определенной предельной концентрации полимера в растворе, выше которой изменяется механизм формования, т.е. волокно начинает формоваться по второй схеме вместо первой (рис.1). При уменьшении осаждающей способности осадителя точка изменения механизма формования смещается в сторону меньшего содержания растворителя в осадительной ванне.
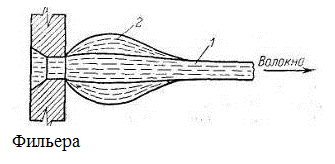
Рис.1. Схема двух механизмов формования:
1 - без растяжения волокна; 2 - с растяжением волокна.
Увеличение молекулярного веса растворенного полимера в относительно небольших пределах - от 60 000 до 120 000, приводит к снижению скорости формования в 2,5 раза благодаря увеличению расширения струйки.
Увеличение температуры прядильного раствора уменьшает расширение струйки и соответственно позволяет увеличить скорость формования. Такое же влияние оказывают на скорость формования все параметры прядильного раствора, приводящие к снижению расширения струи [6].
Похожие работы
... проводили на лабораторном двухшнековом экструдере с диаметром шнека 30 мм, l/d = 25. Исследование механичеких свойств осуществляли в соответствии с ГОСТ на стандартных образцах, полученных литьем под давлением. Теплофизические свойства изучали методом ДСК при скорости нагрева 20 град/мин с использованием термоанализатора 990 ф. Дюпон. Кинетику поглощения бензина и воды осуществляли на дисках ...
... углеродных волокон, а также для армирования пластиков, используется эта продукция и в производстве гардин, брезентов, парусины, палаточных тканей. 2. Особенности вязкотекучего состояния полимеров Текучее (жидкое) состояние веществ характеризуется их способностью к развитию необратимых деформаций, обусловленных взаимными поступательными перемещениями частиц (чаще - молекул). Механические ...
0 комментариев