Навигация
Технология получения ПАН-жгутика
59242
знака
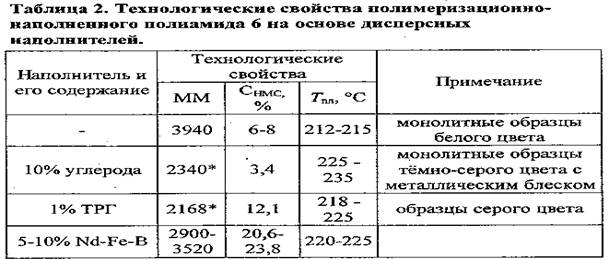
2
таблицы
12
изображений
1.2. Технология получения ПАН-жгутика
Мокрое формование ПАН волокон осуществляется в различных осадительных ваннах, которые по виду осадителя можно подразделить на водные и неводные, а по конструкции узла формования - на горизонтальные и вертикальные (рис.2) [6].
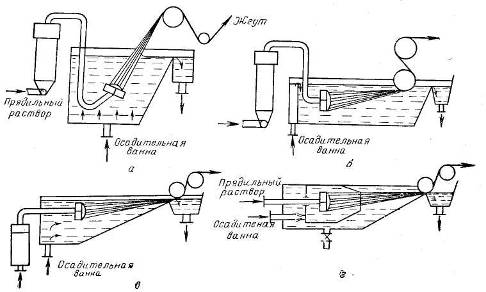
Рис.2. Различные схемы мокрого формования полиакрилонитрильного штапельного волокна: а - вертикальное; б - горизонтальное; в - горизонтальное с гидравлическим вытягиванием; г - формование с гидравлической насадкой.
Наиболее распространенной производственной схемой формования волокна является осаждение ПАН из растворов в водных осадительных ваннах. Применение этих ванн позволяет упростить систему регенерации растворителя и осуществить полный противоток в прядильно-отделочном агрегате, начиная с промывки и кончая осадительной ванной. Формование в водных осадительных ваннах производится, как правило, при комнатной или несколько пониженной температуре (8-15°С). В этих условиях не требуется подогревать прядильные насосики и гарнитуру.
Подача прядильного раствора в фильеру производится дозирующими шестеренчатыми насосиками. Производительность насосика может быть различной в зависимости от производимого волокна, схемы, конструкции фильерного комплекта и фильеры. В настоящее время имеется ряд шестеренчатых насосов, обеспечивающих производительность от 0,3 см3 до 300 см3 за 1 оборот. В соответствии с производительностью и размерами насосики устанавливаются на прядильной машине или отдельно в непосредственной близи от машины.
Перед поступлением в фильеру прядильный раствор проходит обычно через дополнительный фильтр свечевого типа с относительно небольшой площадью фильтрации (примерно 0,006-0,01 м2/л протекающего раствора в 1 мин).
Формование ПАН-жгутика проводят в осадительную ванну, содержащую 10±1%, 11±1% роданистого натрия с температурой 6±1°С или 9±1°С, причем направления движения прядильной струи и потока осадительной ванны совпадают. Объемный расход осадительной ванны составляет 700±100 л/ч на фильеру.
Переход прядильной струи в гелеобразное состояние осуществляется в соответствии с законом фазового равновесия. Под действием воды как осадителя прядильная струйка как система переходит в неравновесное состояние и распадается на две фазы: первая фаза с высокой концентрацией полимера представляет собой плотный каркас, обусловливающий механические свойства гель-нити; вторая (жидкая) фаза распределяется в виде микроучастков внутри каркаса геля. Образовавшаяся гель-нить легко поддается ориентационному вытягиванию.
Приемные пятивальцы, вращающиеся со скоростью 1,55-1,7 м/мин ± 1 м/мин, передают свежесформованный гель-жгутик в пластификационную ванну I ступени вытягивания. Состав ванны – 4-6% масс. роданистого натрия, температура 50±4°С, объемный расход ванны – 500 ± 100 л/ч на фильеру, кратность вытяжки 1,7±0,1.
Первые тянущие пятивальцы направляют жгутик во II пластификационную ванну, в качестве которой используют промывную воду с концентрацией роданистого натрия 0,5-2% масс. Температура ванны 93-99°С, объемный расход 500±100 л/ч на фильеру, кратность вытяжки 4,8±0,2. В пластификационных ваннах жгутик и ванна движутся по принципу противотока для более эффективного завершения коагуляции прядильной струйки.
Выходящий из пластификационной ванны жгутик подвергается двухстадийной промывке от растворителя обессоленной водой с температурой 50±4°С; обработке 3 процентным водным раствором серной кислоты (температура 18-22°С) с целью удаления химически связанного в полимере иона натрия и вторичной двухстадийной промывке обессоленной водой от следов серной кислоты и поступает на установку паровой вытяжки.
Установка паровой вытяжки включает паровую камеру, приемные и тянущие семивальцы, систему подачи теплоносителя и отвода конденсата. Давление пара в рабочей зоне ~ 100 кПа, температура 105 - 115°С, кратность вытяжки 2,5±0,23.
В результате суммарная кратность вытяжки ПАН жгутика достигает 20,5±0,5.
Влажный ориентированный жгутик проходит предварительную сушку на консольных барабанах до 20-30% остаточной влаги, обрабатывается авиважной препарацией, сушится в барабанных сушилках с усадкой 20-25% и поступает на одностороннюю приемно-намоточную машину, которая состоит из 10 секций по 3 автономных рабочих места в каждой секции, в том числе 6 мест резервных.
Готовые бобины устанавливаются на колки транспортера для подачи их на сортировку, маркировку и упаковку.
1.3. Свойства ПАН-жгутика
Линейная плотность жгутового волокна ~ 13000 текс (элементарного волокна ~0,333 текс).
Относительная разрывная нагрузка технологического ПАН жгутика достигает 50-60 сН/текс, а для жгутового волокна – 22-25 сН/текс. При этом относительное разрывное удлинение находится в пределах 22-35%.
По термостойкости ПАН волокна и нити превосходят большинство карбоцепных волокон (кроме фторсодержащих) и не уступают полиэфирным. ПАН-волокна и нити могут в течение нескольких недель эксплуатироваться при t=120-1300С без изменения свойств, выдерживают кратковременный прогрев до 180-2000С. Следует отметить, что при температурах ~1500С в результате деструктивных процессов волокно желтеет и в этом случае целесообразно введение ингибиторов.
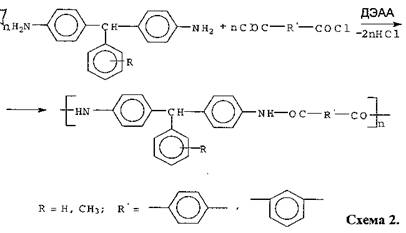
Теплостойкость ПАН-волокон и нитей сравнительно низкая, так как при температурах 1000С и 1500С они теряют 20-23% и 50% исходной прочности соответственно. Однако, для ПАН нитей характерна способность к полимераналогичным превращениям при длительном выдерживании их при температурах более 200оС в присутствии кислорода. В результате окислительных процессов происходит циклизация ПАН (рис.3, а,б), волокно чернеет и становится нерастворимым, снижается прочность, но повышается устойчивость к действию температур. Дальнейший прогрев окисленного ПАН-волокна до 10000С (карбонизация) и 20000С (графитация) приводит к образованию углеродного волокна (рис.3, в), которое способно эксплуатироваться при температурах 2000-30000С, обладая достаточной прочностью и модулем упругости [5].
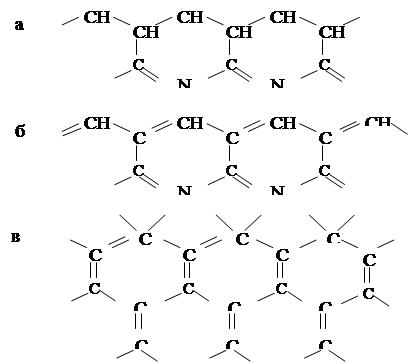
Рис.3. Процессы циклизации ПАН при термообработках:
а,б – образование гетероциклов; в – состав углеродного волокна
Похожие работы
... проводили на лабораторном двухшнековом экструдере с диаметром шнека 30 мм, l/d = 25. Исследование механичеких свойств осуществляли в соответствии с ГОСТ на стандартных образцах, полученных литьем под давлением. Теплофизические свойства изучали методом ДСК при скорости нагрева 20 град/мин с использованием термоанализатора 990 ф. Дюпон. Кинетику поглощения бензина и воды осуществляли на дисках ...
... углеродных волокон, а также для армирования пластиков, используется эта продукция и в производстве гардин, брезентов, парусины, палаточных тканей. 2. Особенности вязкотекучего состояния полимеров Текучее (жидкое) состояние веществ характеризуется их способностью к развитию необратимых деформаций, обусловленных взаимными поступательными перемещениями частиц (чаще - молекул). Механические ...
0 комментариев