Навигация
Характеристика готовой продукции, исходного сырья и вспомогательных материалов
47360
знаков
0
таблиц
0
изображений
1.2 Характеристика готовой продукции, исходного сырья и вспомогательных материалов
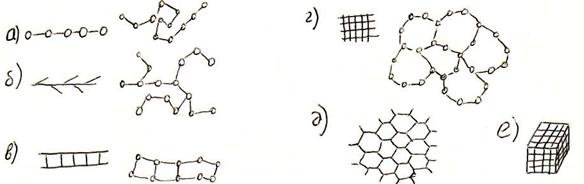
Полиэтилен [C2H4]n представляет собой карбоцепной полимер алифатического непредельного углеводорода олефинового ряда – этилена. Макромолекулы полиэтилена имеют линейное строение с небольшим числом боковых ответвлений. Молекулярная масса его в зависимости от способа получения колеблется от десятков тысяч до нескольких миллионов.
Полиэтилен – кристаллический полимер. При комнатной температуре степень кристалличности полимера достигает 50-90%. Макромолекулы полиэтилена в кристаллических областях имеют конформацию плоского зигзага с периодом идентичности 2,53.10-4 мин.
/ CH2\ / CH2\ / CH2\
CH2CH2
Исходным сырьем для получения полиэтилена является этилен.
В промышленности полиэтилен высокого давления (ВД) получают полимеризацией этилена в конденсированной газовой фазе в присутствии радикальных инициаторов при давлении 150-300 МПа и температуре 200-280°С. Получаемый полиэтилен имеет плотность 920-930 кг/м3, среднемассовую молекулярную массу 80000-500000 и степень кристалличности 50-60%. (2)
Регулирование плотности полиэтилена и длины цепи осуществляется варьированием условий полимеризации (давления и температуры), а так же введением различных добавок (водорода, пропана, изобутана, спиртов, альдегидов, кетонов).
Сырьем для производства патронов ионических служит ПЭВД марки 20906-040 и 21006-075 со светостабилизирующей, термостабилизирующей и антикоррозийной добавкой.
Полиэтилен поступает на производство в виде гранул белого цвета размером 2-5 мм.
Характеристика полиэтилена марки 20906-040
показатель текучести расплава 3,0-5,0
плотность, кг/м3 920-930
относительное удлинение при разрыве, % не менее 450
предел текучести при растяжении, кгс/см3 не менее 260
стойкость к растрескиванию не менее 24
температура хрупкости, °С не менее 215
Характеристика полиэтилена марки 21006-075
ПТР, г/10 мин 5,0-10,0
плотность, кг/м3 920-930
относительное удлинение при разрыве, % 300
предел текучести при растяжении, кгс/м3 210
стойкость к растрескиванию 24
температура хрупкости не выше 200
Свойства полиэтилена ВД
число групп CH3 на 100 атомов углерода 1-2
количество двойных связей на 1000 атомов углерода 0,4-0,7
степень кристалличности, % 50-65
плотность, кг/м3 920-930
температура плавления 200°-280°
теплостойкость 200°-280°
разрушающее напряжение, МПа 22-32
твердость по Бриннелю, МПа 045-058
Для окрашивания патронов применяют концентрат «Боско» марки Т1910, цвет черный ТУ 2243-001-23124265-2000 партия 237-00, 25.12.2000 г. для модификации применяется концентрат антистатической добавки «Баско» марки Т0021 ТУ 2243-001-231-24265-2000, партия 8-00, 25.01.2000.
Характеристики концентратов «Боско»
Внешний вид – гранулы размером в пределах 2-5 мм. Допускается наличие гранул размером менее 2 мм, в количестве до 1% и более 5 мм в количестве до 1%.
Цвет окрашенного полимера – достигает соответствия цвету образца из утвержденного ассортимента контрольного образца, согласованным методом производителя и потребителя.
Точное цветовое различие от эталона, ∆ξ усл.ед. не более 3.
Качество окрашивания – образец должен быть равномерно окрашен по тону без разводов и включений размером более 0,5 мм.
Плотность концентрата, г/см3 0,45.1,0
ПТР концентрата 2/10 мин не менее 3,0
Термостойкость ,°С не менее 200
Миграционная стойкость – миграция носителя отсутствует.
Для изготовления концентрата «Боско» используют сырье, соответствующее нормативным данным, утвержденным в установленном порядке, имеющие сертификаты фирм производителей и разрешенное к применению органами Госкомэпиднадзора.
Патрон конический с резервной намоткой получают в литьевой форме. На поверхности патронов не допускаются заусенцы, трещины, вздутия, расслоения. Кромки внутренних отверстий и места среза должны быть зачищены. Допускается на рабочей поверхности патронов незначительные , следы от в местах их удаления, следы от смыкания формы. Масса патрона 0,056 кг±0,003кг
Биение наружной поверхности патрона, одетого на контрольную оправку, относительно внутренней поверхности 0,4 мм. Упаковываются патроны в мешки по 150 шт.
1.3 Описание технологического процесса
Станина машины состоит из двух частей: станины впрыска 18 и станины запирания 25. Обе станины представляют собой коробчатые конструкции, каркасы которых сварены из швеллеров и обшиты листами, на которых смонтированы механизмы впрыска 17 и запирания формы 1 и гидравлическое оборудование. Механизм впрыска имеет обогреваемый цилиндр пластикации 13, корпус цилиндра опирается на подвешенную опору. Вал червяка приводится от электродвигателя через редуктор, а осевое перемещение – от поршня. Привод механизма впрыска установлен на каретке, скользящей по направляющим станины впрыска 18.
Механизм запирания 1 выполнен двухступенчатым гидравлическим. Ускоренное передвижение подвесной плиты осуществляется цилиндрами малого сечения, а запирание инструмента заданным усилием – силовым гидроцилиндром.
Механизм запирания представляет собой четырехколонный горизонтальный пресс. (18)
Колонны соединяют переднюю неподвижную плиту и цилиндр, образуя жесткую пространственную раму. По колоннам перемещается промежуточная и подвижная плита. На промежуточной плите монтируются цилиндры ускоренных перемещений 34 и цилиндр заслонки 3. Предварительно форма ускоренно запирается при низком давлении рабочей жидкости плунжером цилиндра. Окончательно форма запирается при высоком давлении рабочей жидкости, нагнетаемой в гидроцилиндр.
Механизм впрыска перемещается вдоль оси двумя плунжерами. Перерабатываемый материал, поступающий из бункера 14, нагревается и расплавляется электронагревательными элементами, размещенными по окружности обогреваемых цилиндров 11, а пластицируется и впрыскивается в форму червяком через сопло. В форме осуществляется выдержка материала под давлением, вследствие чего добиваются полного заполнения формы расплавом. После этого производится принудительное охлаждение и размыкание формы. (19)
При размыкании инструмента давление подается одновременно в поршневые полости цилиндров ускоренных перемещений 34 и штоковую полость цилиндра заслонки 3. При образовании зазора между заслонкой и торцом штанги, заслонка выводится в верхнее исходное положение, а промежуточная плита продолжает движение до положения, определяемого настройкой конечного выключателя. Затем происходит быстрый отвод подвижной плиты и удаление из формы готового изделия.
Технологическая схема производства изделий из термопластов литьем под давлением включает в себя следующие стадии:
- разгрузку, подвозимого железнодорожным транспортом поз. 19, сырья с помощью электропогрузчиков поз.1 и складирование контейнеров поз.2.
- транспортировка растаренного сырья пневмотранспортом поз.5 на общезаводской склад сырья поз.6.
- транспортировка растаренного сырья пневмотранспортом на цеховой склад сырья поз.7.
- подача сырья пневмотранспортом на литьевую машину поз.8 и точная дозировка сырья.
- подача сформованных изделий ленточным транспортером поз.9 на автомат механической обработки поз.10.
- подача изделий, прошедших механическую обработку вертикальным транспортером поз.11 на счетное устройство поз.13.
- подача изделий на автоматизированный склад продукции поз.15 и автомат упаковки поз.14.
- отгрузка готовой продукции цехам потребителям или внешним покупателям с помощью электрокара поз.1.
Производится также улавливание дисперсных и газообразных выделений в атмосферу с помощью системы бортовых отсосов поз.16, рукавных фильтров поз.22 и абсорберов поз.23. При переработке выполняются следующие мероприятия: отходы, после их образования, собираются в контейнер, собранные отходы попадают в устройство для измельчения, измельченные отходы смешивают с основным сырьем и направляют в приемное устройство термопластавтомата. Содержание отходов в сырье обычно составляет 5-10%.
Похожие работы
104593
1
6

... неорганических веществ в тонкоизмельченном состоянии. Детали и сборочные единицы широко применяют в электронике, автоматике, телемеханике, вычислительной технике, квантовой электронике и других отраслях приборостроения благодаря рядц замечательных свойств; морозо-и нагревостойкости, высокой механической прочности, твердости, малым диэлектрическим потерям, инертности к раду агрессивных сред, ...
... рисков, нестабильности экономики, сложности прогнозирования денежных потоков и т.д. Поэтому эффективность инвестиционных проектов следует оценивать по нескольким критериям и нескольким методам [ 33, с.280]. 2 Экономическая оценка реализации проекта по производству полиэтилена 2.1 Перспективы развития полиэтилена в России Полиэтилен различных марок (LLDPE, LDРЕ, НDРЕ) на мировых рынках ...
... - в 2,3 раза. По причине роста цен на энергоресурсы повышаются цены на важнейшие виды сырья и материалы, используемые предприятиями химического комплекса. Согласно прогнозу, базирующемуся на «Основных показателях прогноза социально-экономического развития Российской Федерации до 2005 года», затраты в химической и нефтехимической промышленности в 2005 году увеличатся в среднем на 30-35%, ...
... и тем не менее составляет 9% мировой добычи. В настоящее время нефтяная промышленность Российской Федерации занимает 3 место в мире. По уровню добычи мы уступаем Саудовской Аравии и США. Нефтяной комплекс России включает 148 тыс. нефтяных скважин, 48,3 тыс. км. магистральных нефтепроводов, 28 нефтеперерабатывающих заводов общей мощностью более 300 млн. т./год нефти, а также большое количество ...
0 комментариев